
一种药芯焊丝用冷轧钢带生产方法.pdf

努力****晓骞


1/6

2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种药芯焊丝用冷轧钢带生产方法.pdf
本发明提供一种药芯焊丝用冷轧钢带生产方法,它包括以下步骤:1)原料选择:选用厚度2.2-3.0mm、宽度在300mm-850mm的SPCE热轧酸洗原料,原料成分质量百分比为:0.01-0.025%的C、0.002-0.010%的Si、0.150-0.350%的Mn、不超过0.01%的S、不超过0.015的P、不超过0.003%的N、不超过0.05%的Alt、其余为铁元素和不可避免的杂质;2)冷轧:将上述酸洗原料冷轧至0.5-1.2mm,总压下率控制在70-85%;3)再结晶退火:将轧制后的钢带装入强循环罩
一种药芯焊丝钢带及其生产方法.pdf
本发明公开了一种药芯焊丝钢带及其生产方法,属于冶金技术领域,药芯焊丝钢带化学成分及其质量分数为:C≤0.04%,Mn:0.15‑0.35%,Si≤0.040%,S≤0.008%,P≤0.012%,Al:0.020‑0.035%,N≤0.0030%,O≤0.0050%,余量为铁和不可避免的杂质。生产方法具体步骤包括:铁水脱硫,转炉冶炼,炉外精炼,连铸,连铸坯加热,热轧及卷曲工序,其特征在于,所述炉外精炼工序控制O的质量分数为≤0.0050%,N的质量分数为≤0.0030%。本发明生产的药芯焊丝钢性能较好,应
一种药芯焊丝生产用钢带升降机.pdf
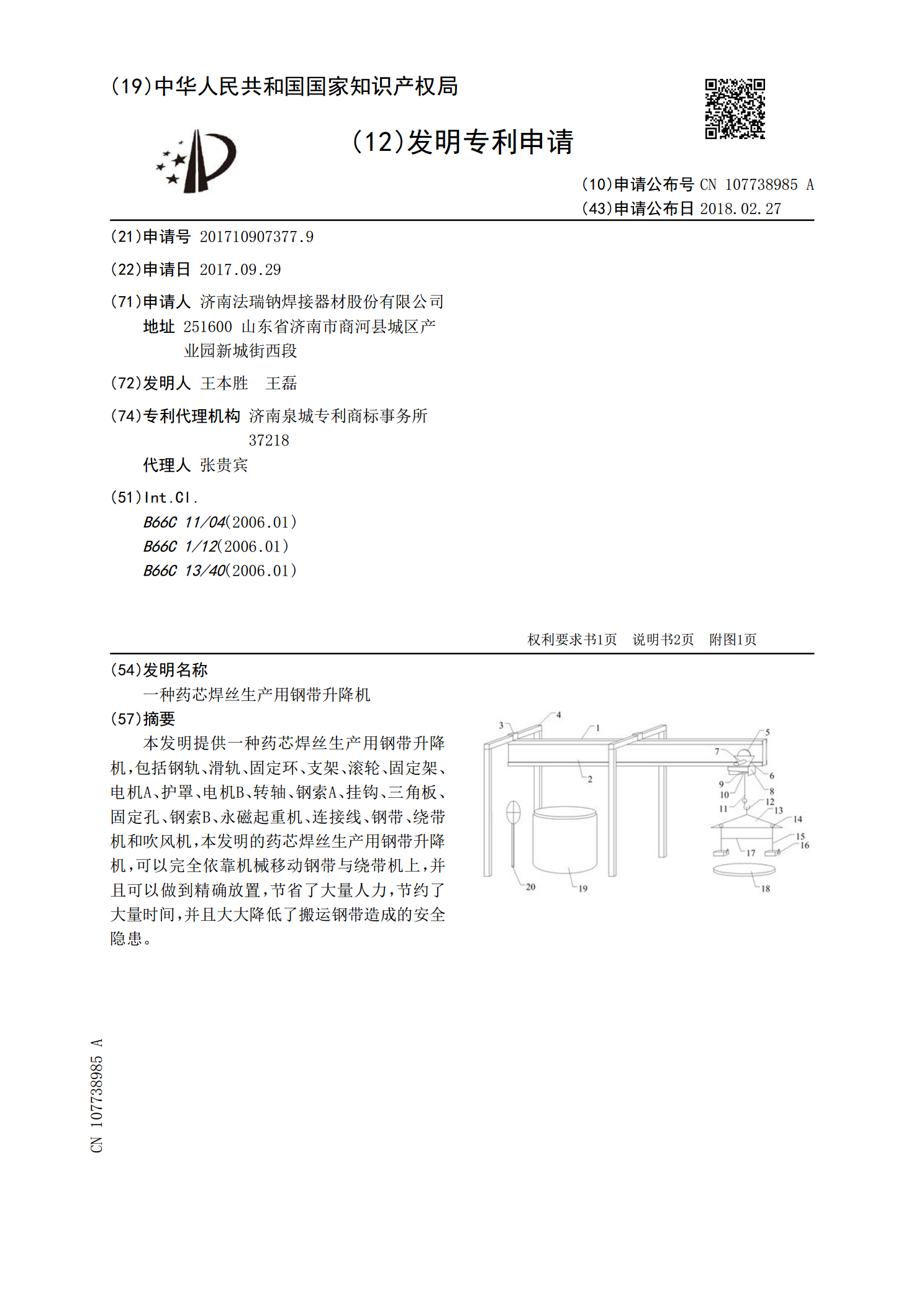
本发明提供一种药芯焊丝生产用钢带升降机,包括钢轨、滑轨、固定环、支架、滚轮、固定架、电机A、护罩、电机B、转轴、钢索A、挂钩、三角板、固定孔、钢索B、永磁起重机、连接线、钢带、绕带机和吹风机,本发明的药芯焊丝生产用钢带升降机,可以完全依靠机械移动钢带与绕带机上,并且可以做到精确放置,节省了大量人力,节约了大量时间,并且大大降低了搬运钢带造成的安全隐患。

一种药芯焊丝钢带清洗用烘干装置.pdf
本发明属于药芯焊丝加工技术领域,特别涉及一种药芯焊丝钢带清洗用烘干装置。该药芯焊丝钢带清洗用烘干装置,包括箱体,箱体内设有供钢带依次绕过的左过线轮、张紧轮和右过线轮,其特征是:所述右过线轮下方的钢带两侧分别铰接有左摆杆和右摆杆,左摆杆和右摆杆上分别设有与钢带接触的左海绵刷和右海绵刷,左摆杆下端连接有左弹簧,右摆杆上端连接有右弹簧,左弹簧和右弹簧分别与箱体内壁相连接。本发明的有益效果是:可快速去除经过清洗后钢带上的水分,利于快速的烘干,防止产生污染;结构简单、成本低、烘干效果好,保证了产品质量。

药芯焊丝钢带清洗用风力吹干装置.pdf
本发明涉及药芯焊丝钢带清洗风干设备的技术领域,尤其是一种药芯焊丝钢带清洗用风力吹干装置,包括箱体,所述箱体内设有供钢带穿过的过线轮,所述过线轮之间供钢带穿过位置的中间设有至少两个通孔,且固定在箱体的对立面壁上,所述通孔与风力管相连,所述箱体上还设有排气口。本发明结构简单,且能快速吹干药芯焊丝钢带表面上的水分,提高烘干效率,节约能源和成本。