
一种无缝药芯焊丝制造方法.pdf

一吃****春艳


1/6

2/6

3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种无缝药芯焊丝制造方法.pdf
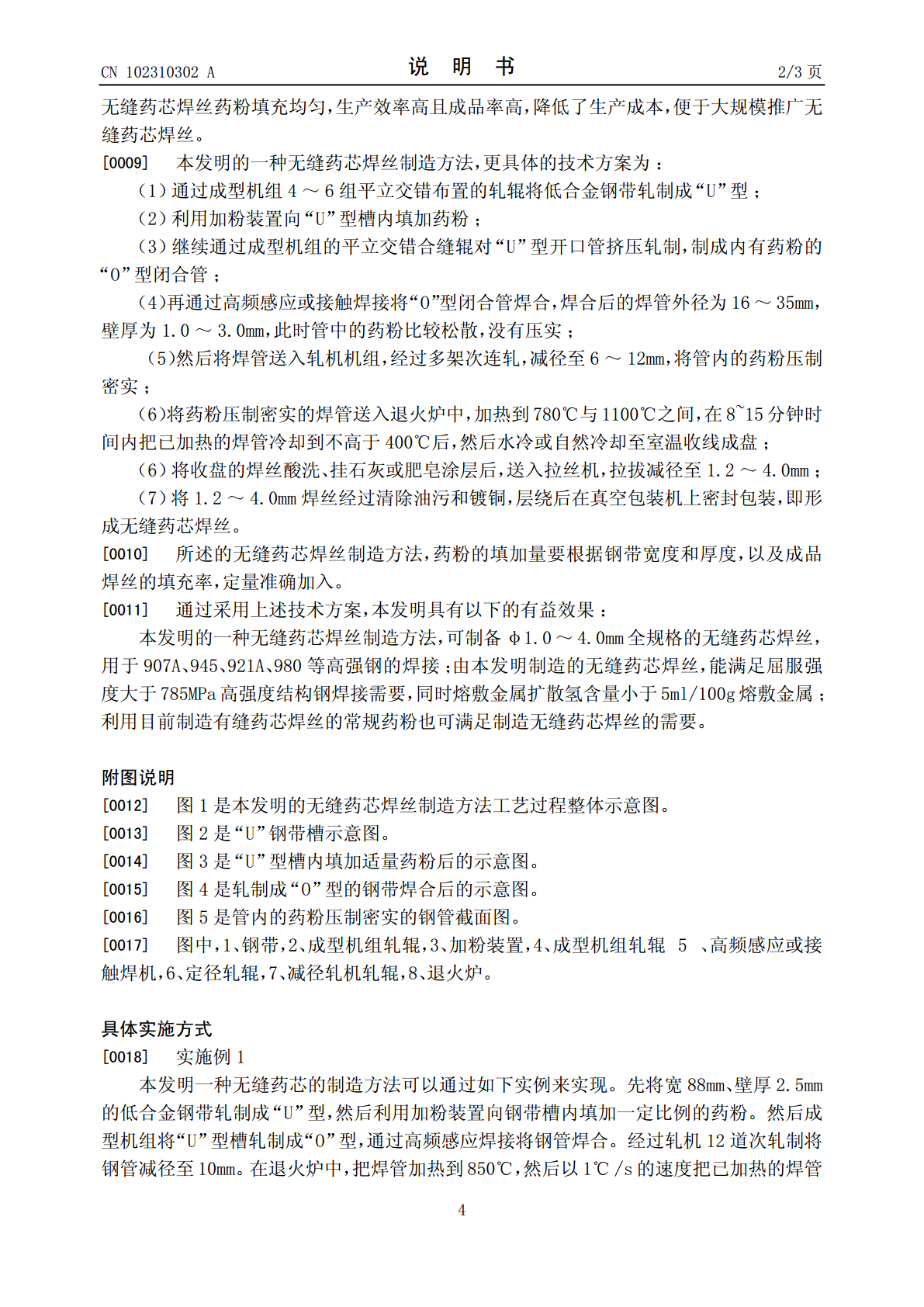
本发明介绍了一种无缝药芯焊丝制造方法,将低碳钢带轧制成“U”型槽,将药粉填加在“U”型槽内后轧制成“O”型,然后将其焊合;焊后坯管冷连轧减径至6~12mm,将管内的药粉压制密实;把压制后的钢管放入退火炉内整体退火,然后收线成盘;将上述焊丝线盘酸洗、石灰涂层,拉拔至1.2~4.0mm成品,将该焊丝镀铜层绕后在真空包装机上密封包装,即得成品。本发明的方法可制备φ1.0~4.0mm无缝药芯焊丝,用于907A、945、921A、980等高强钢的焊接;焊丝能满足屈服强度大于785MPa高强度结构钢焊接需要,熔敷金属
一种锌铝无缝药芯焊丝制备方法.pdf
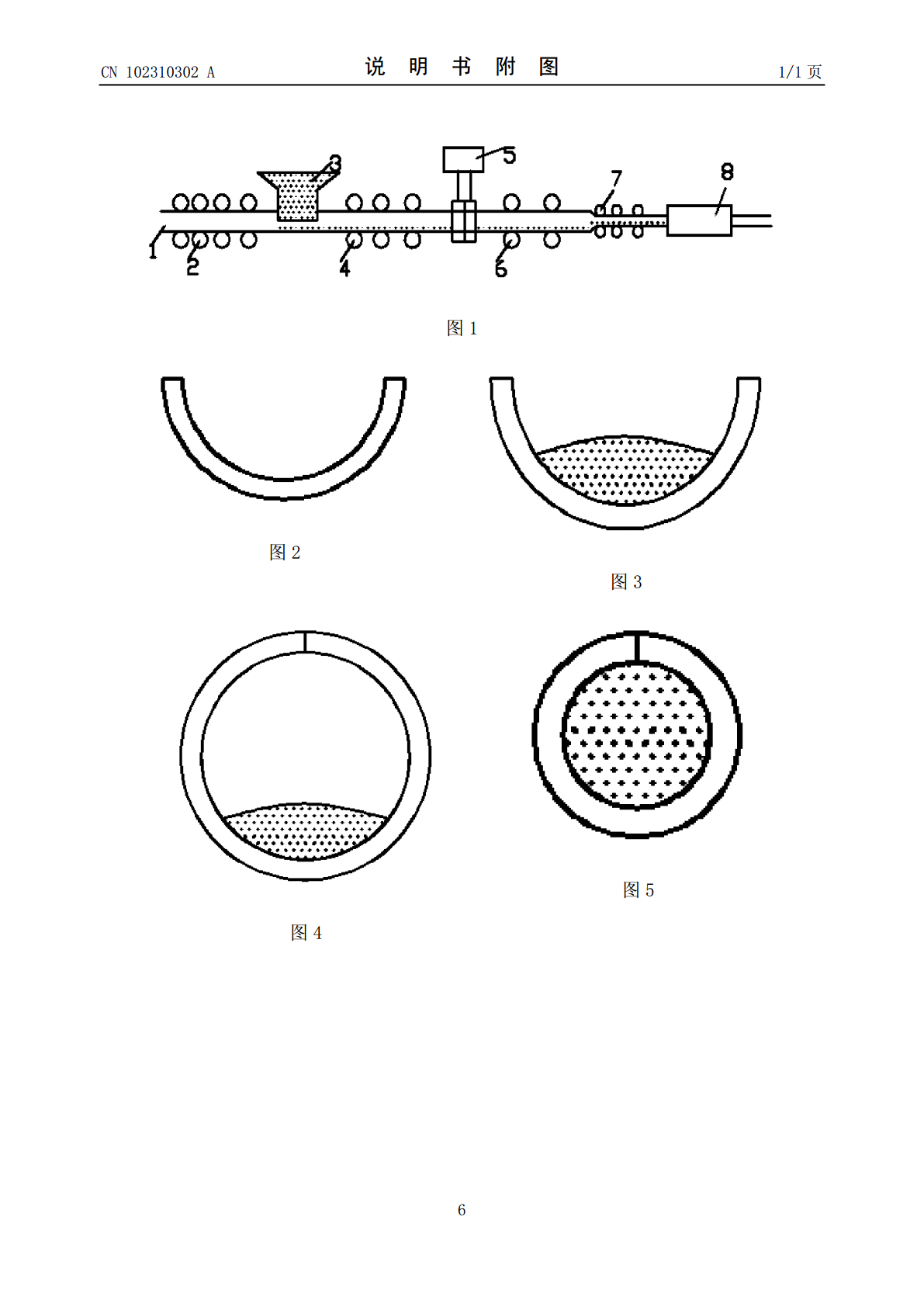
一种锌铝无缝药芯焊丝制备方法,其特征在于:将锌铝等原材料熔炼铸锭,去冒口扒皮后,放入氮气保护炉中180~230℃球化退火,退火时间1~2h,将药芯焊剂用有机溶剂调制成膏状装入压力注射器中,然后将锌铝合金铸锭放入专用挤压模具,接入压力注射器,启动挤压模具直接挤压出芯部为焊剂、外皮为锌铝合金的Φ5.0~Φ12.0mm焊丝,然后多次拉拔出成品。本方法制造出的药芯焊丝,焊剂填充连续均匀,焊接使用过程中,无焊渣残留,不积碳,操作方便,且生产效率高,从而解决了现有技术中的加工工序复杂、成本高等问题。
银基药芯焊丝及制造方法.pdf
银基药芯焊丝及制造方法,其特征在于:①将钎剂粉末放入钎剂罐中升温至580—600℃,待钎剂熔化成液态状态待用,②将安配比配好的银、铜、锌熔化浇铸成棒,然后将浇铸棒车削去除氧化皮,并切成锭子待用,③将药芯焊丝挤压装置系统上升温至520-530℃,④将锭子置于马弗炉内预热,预热温度560-580℃,⑤将预热好的锭子放入药芯焊丝挤压装置系统的模筒内,启动药芯焊丝挤压装置系统的压机将挤压杆挤进上模筒,将合金挤入引料锥,经分流进入上模,模芯,下模,然后形成空心管,⑥将钎剂罐上进气阀打开,加压,将钎剂罐中液态钎剂压入

无缝药芯焊丝在线焊合生产设备.pdf
本发明涉及药芯焊丝制造领域,尤其涉及制造无缝药芯焊丝时用的焊合设备。为解决现有无缝药芯焊丝生产设备生产无缝药芯焊丝时存在的材料浪费、合格率低的问题,本发明提供一种无缝药芯焊丝在线焊合生产设备,其包括设置有多个成型辊的轧机,在位于焊合位置两侧的两个成型辊之间设置有至少两个包括水平滚轮组和竖直滚轮组的焊丝稳定装置,水平滚轮组包括中心轴线均呈纵向设置的两个水平滚轮,水平滚轮上设置有水平定位槽;竖直滚轮组包括中心轴线呈水平设置并相互平行的两个竖直滚轮,竖直滚轮上设置有竖直定位槽;分别对焊丝进行水平和竖直定位。该无

药芯焊丝一体化成型机组、药芯焊丝生产方法及药芯焊丝.pdf
本发明公开了一种药芯焊丝一体化成型机组,包括放带机、成型机和收线装置,所述成型机包括被动式轧架,所述收线装置的上游设有成型机出口稳速装置,所述成型机出口稳速装置和所述收线装置共用一个动力源。本发明还公开了采用上述成型机组生产焊丝的方法和采用上述方法生产的焊丝。本发明不但避免了工字轮收线时,由于焊丝乱绕排线所造成的焊丝收卷即时半径不稳定性对于焊丝收线速度的干扰,而且从根本上消除了稳速装置下级设备对稳速装置速度的不稳定影响因素。再加上采用成型机出口稳速装置使得速度的输出方式由不确定变为长期确定的输出方式,使得