
一种环形套筒窑休复风控制工艺.pdf

佳宁****么啦

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种环形套筒窑休复风控制工艺.pdf
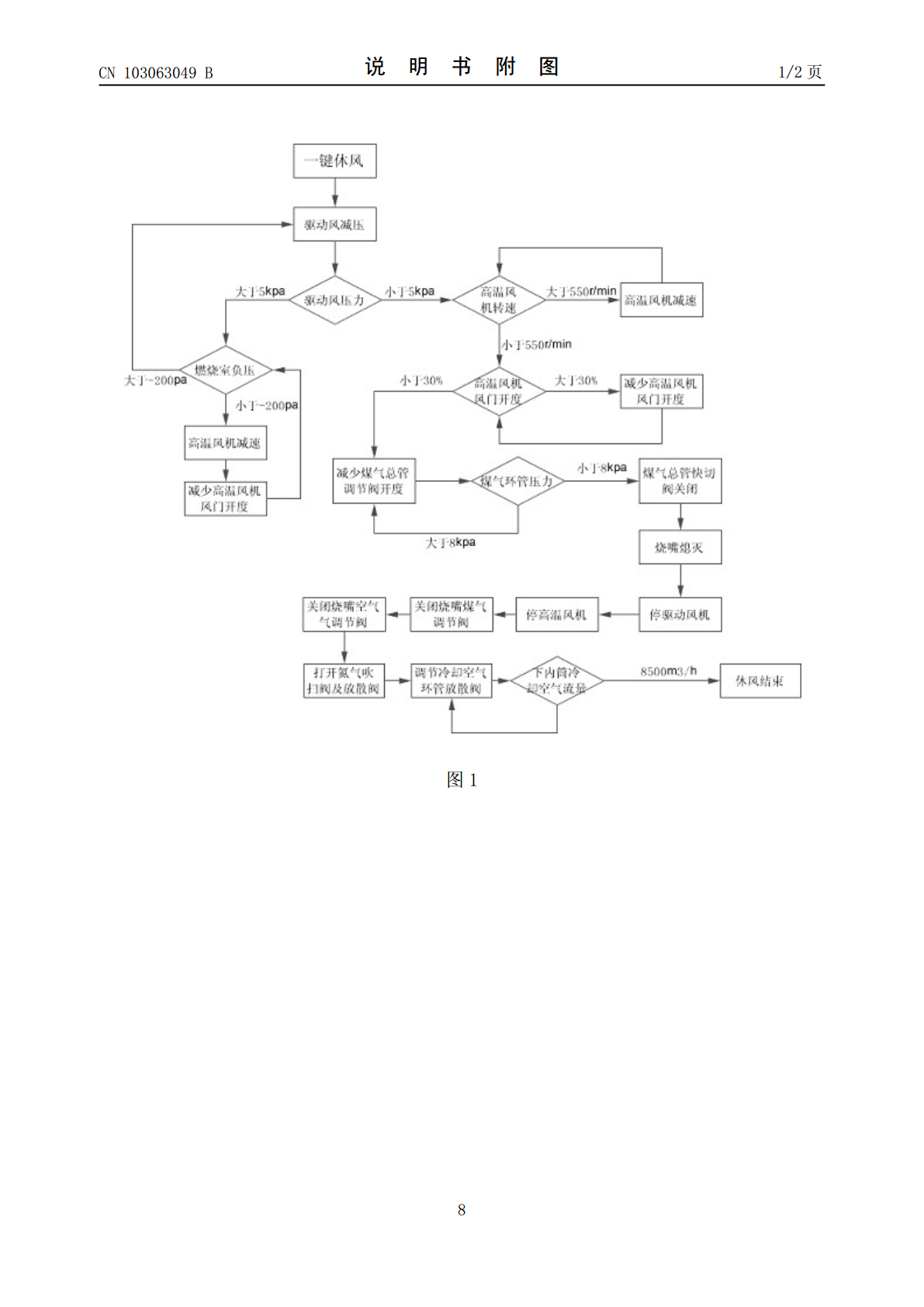
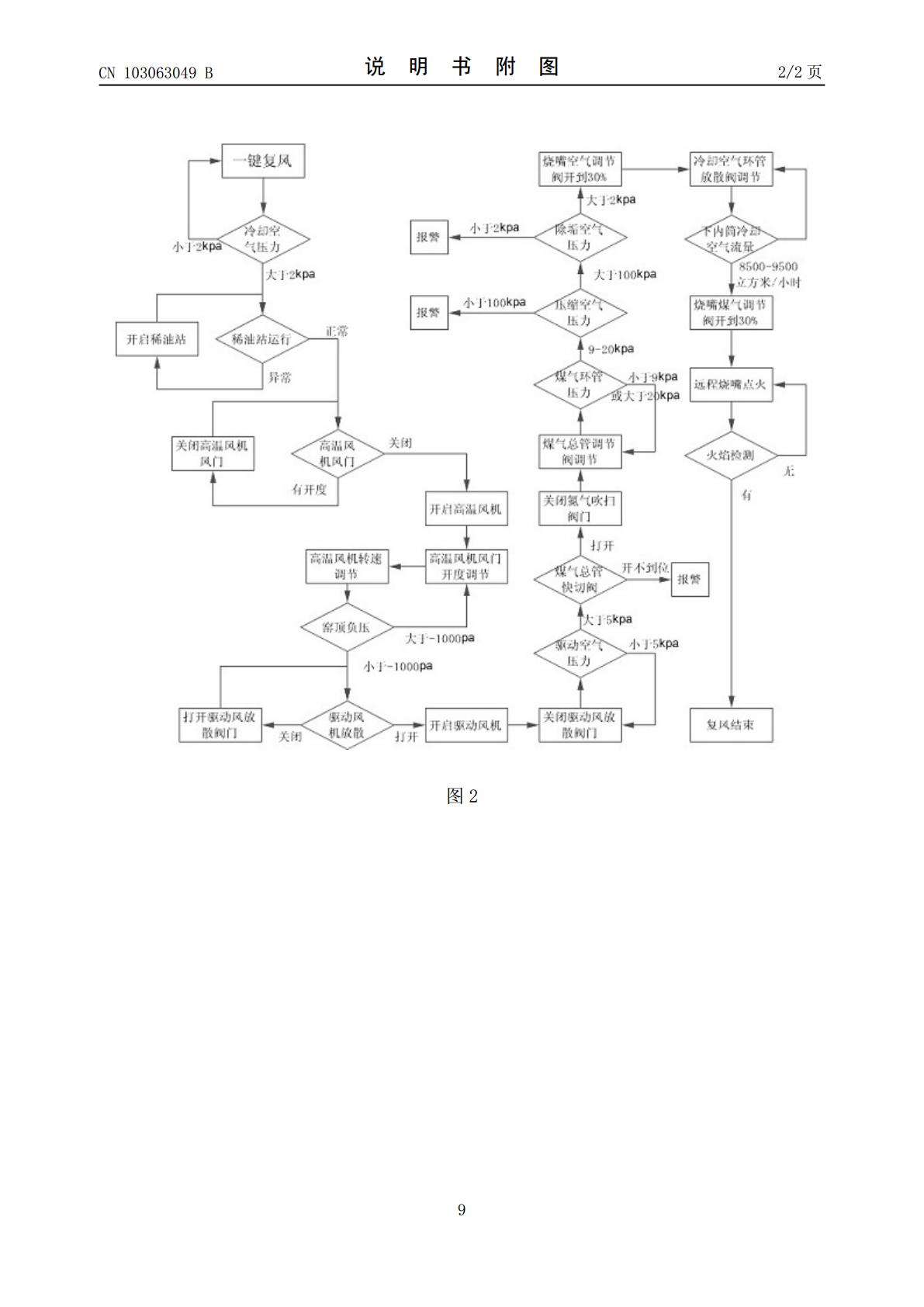
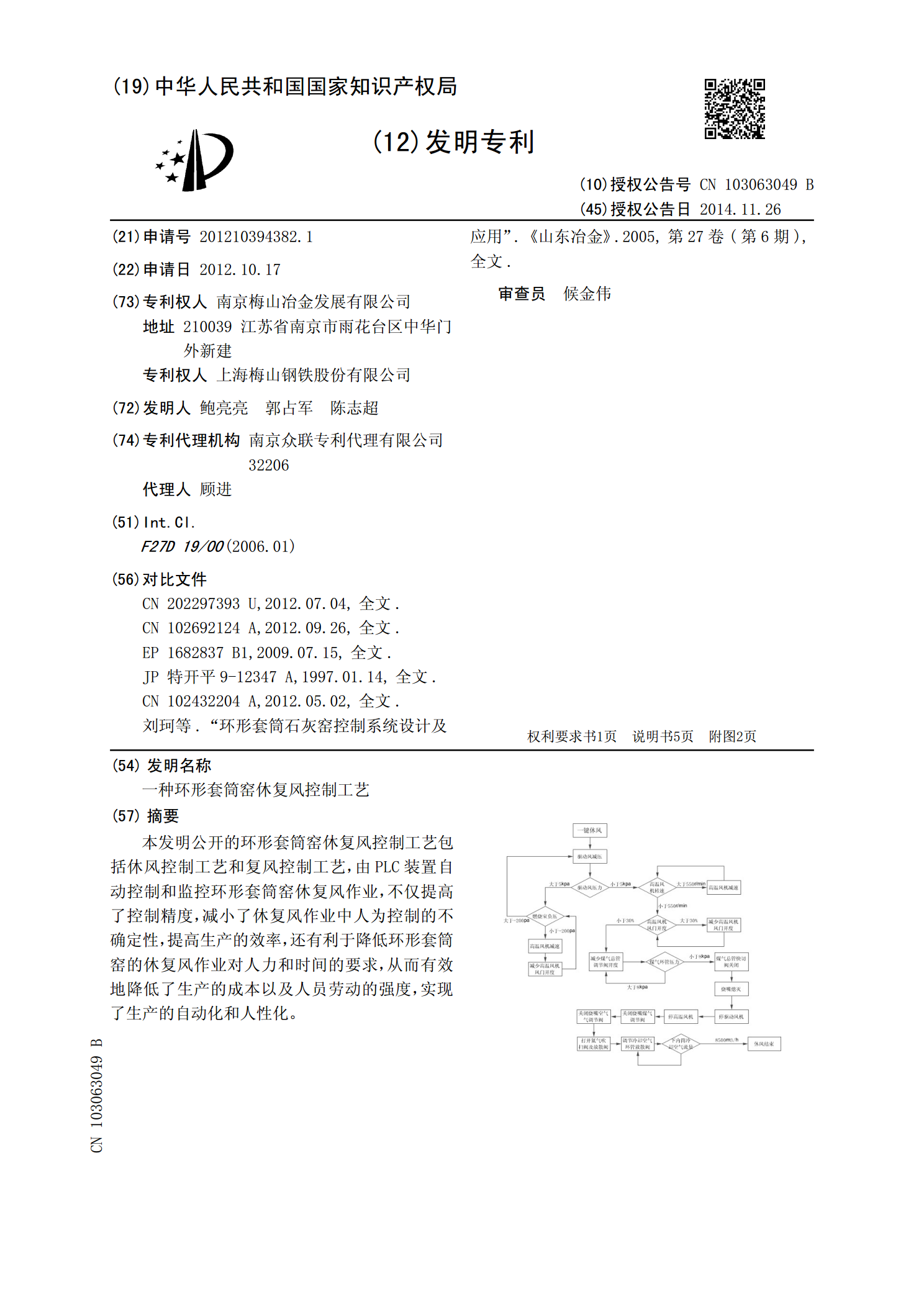
本发明公开的环形套筒窑休复风控制工艺包括休风控制工艺和复风控制工艺,由PLC装置自动控制和监控环形套筒窑休复风作业,不仅提高了控制精度,减小了休复风作业中人为控制的不确定性,提高生产的效率,还有利于降低环形套筒窑的休复风作业对人力和时间的要求,从而有效地降低了生产的成本以及人员劳动的强度,实现了生产的自动化和人性化。
一种环形套筒窑休复风控制方法.pdf
本发明公开了一种环形套筒窑休复风控制方法,包括根据休风前的产量,在休风前2小时开始调整出料速度,休风前1小时调整驱动风压力,在原先基础上提高2kpa,为休风做好准备;休风后出料速度根据上燃烧室温度进行自动控制调节;复风后设备启动正常后,先点下燃烧室,待下燃烧室温度升高至900~1000度时点上燃烧室,同时在下燃烧室升温期间,出料速度根据上燃烧室温度进行调节。待上燃烧室升至1150度后切换至正常生产状态。本发明通过环形套筒窑在休复风过程中关键参数的控制,实现休、复风过程中关键参数自动控制,能够避免及减少休复
一种环形套筒窑低产控制工艺.pdf
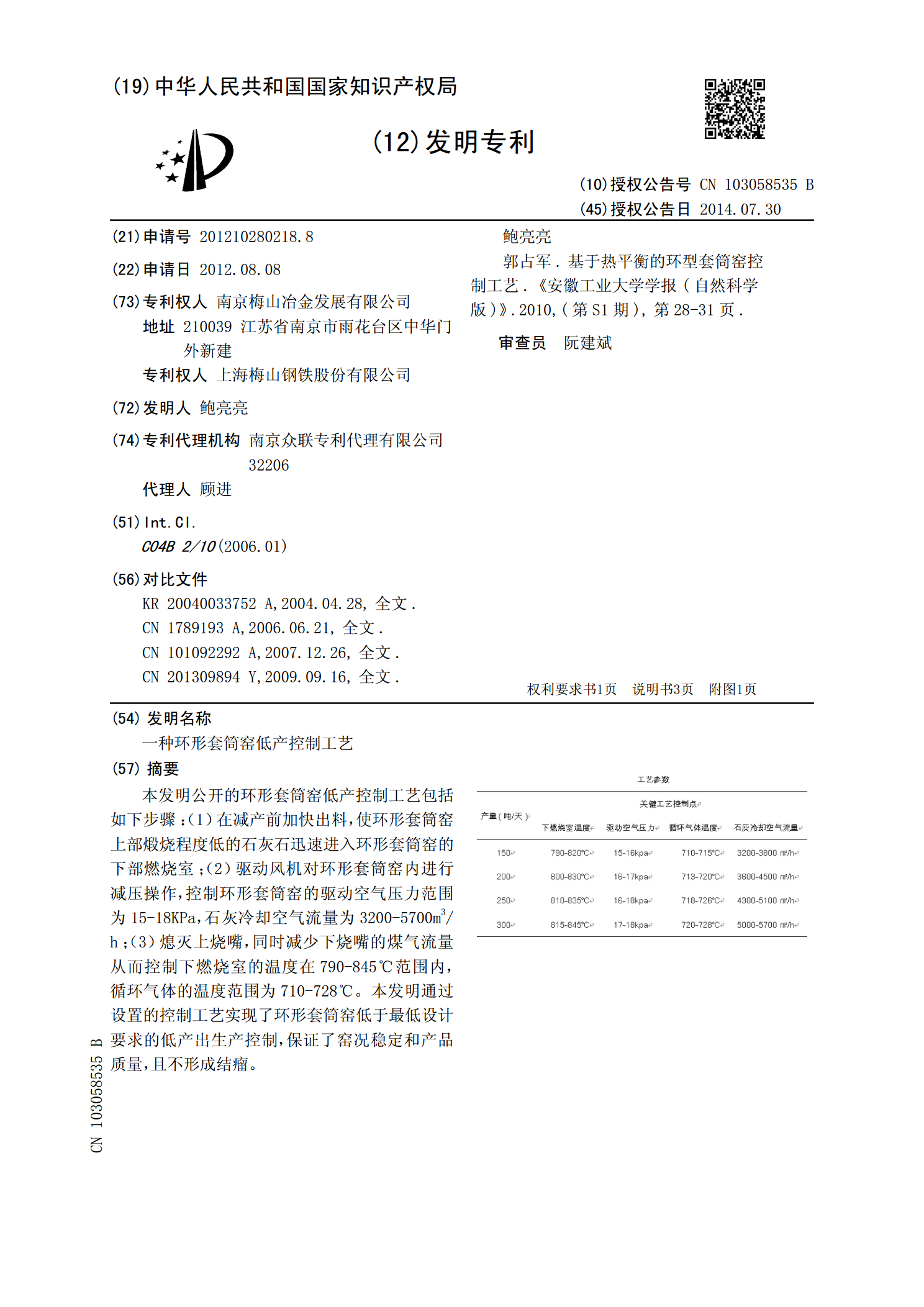
本发明公开的环形套筒窑低产控制工艺包括如下步骤:(1)在减产前加快出料,使环形套筒窑上部煅烧程度低的石灰石迅速进入环形套筒窑的下部燃烧室;(2)驱动风机对环形套筒窑内进行减压操作,控制环形套筒窑的驱动空气压力范围为15-18KPa,石灰冷却空气流量为3200-5700m3/h;(3)熄灭上烧嘴,同时减少下烧嘴的煤气流量从而控制下燃烧室的温度在790-845℃范围内,循环气体的温度范围为710-728℃。本发明通过设置的控制工艺实现了环形套筒窑低于最低设计要求的低产出生产控制,保证了窑况稳定和产品质量,且不
一种环形套筒窑烘炉低温控制工艺.pdf
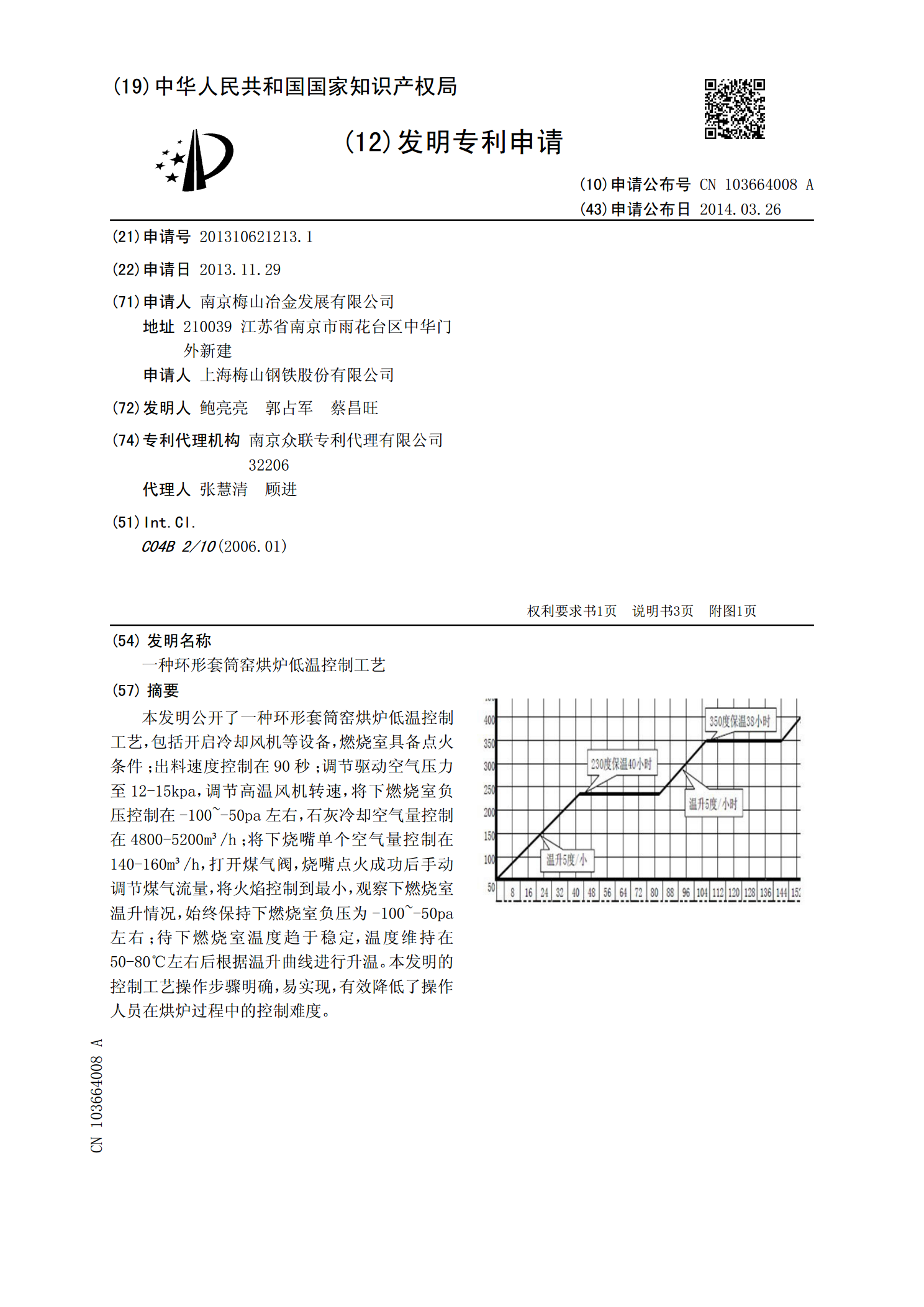
本发明公开了一种环形套筒窑烘炉低温控制工艺,包括开启冷却风机等设备,燃烧室具备点火条件;出料速度控制在90秒;调节驱动空气压力至12-15kpa,调节高温风机转速,将下燃烧室负压控制在-100~-50pa左右,石灰冷却空气量控制在4800-5200m3/h;将下烧嘴单个空气量控制在140-160m3/h,打开煤气阀,烧嘴点火成功后手动调节煤气流量,将火焰控制到最小,观察下燃烧室温升情况,始终保持下燃烧室负压为-100~-50pa左右;待下燃烧室温度趋于稳定,温度维持在50-80℃左右后根据温升曲线进行升温

一种环形套筒窑煅烧自动控制方法.pdf
本发明提供一种环形套筒窑煅烧自动控制方法。本发明的方法包括如下步骤:(1)参数计算;(2)独立自动控制部分的控制:包括驱动空气温度自动控制、内筒冷却空气自动控制、热值控制、石灰冷却空气自动控制;(3)联锁自动控制部分的控制。本发明实现了快速准确的调节,达到控制和稳定各烧嘴的温度和循环气体的温度,保持窑况的稳定,实现了能源的合理利用,降低了生产能耗。