
一种锥形压边拉深冲压方法.pdf

岚风****55


1/10
2/10

3/10

4/10

5/10

6/10

7/10

8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种锥形压边拉深冲压方法.pdf
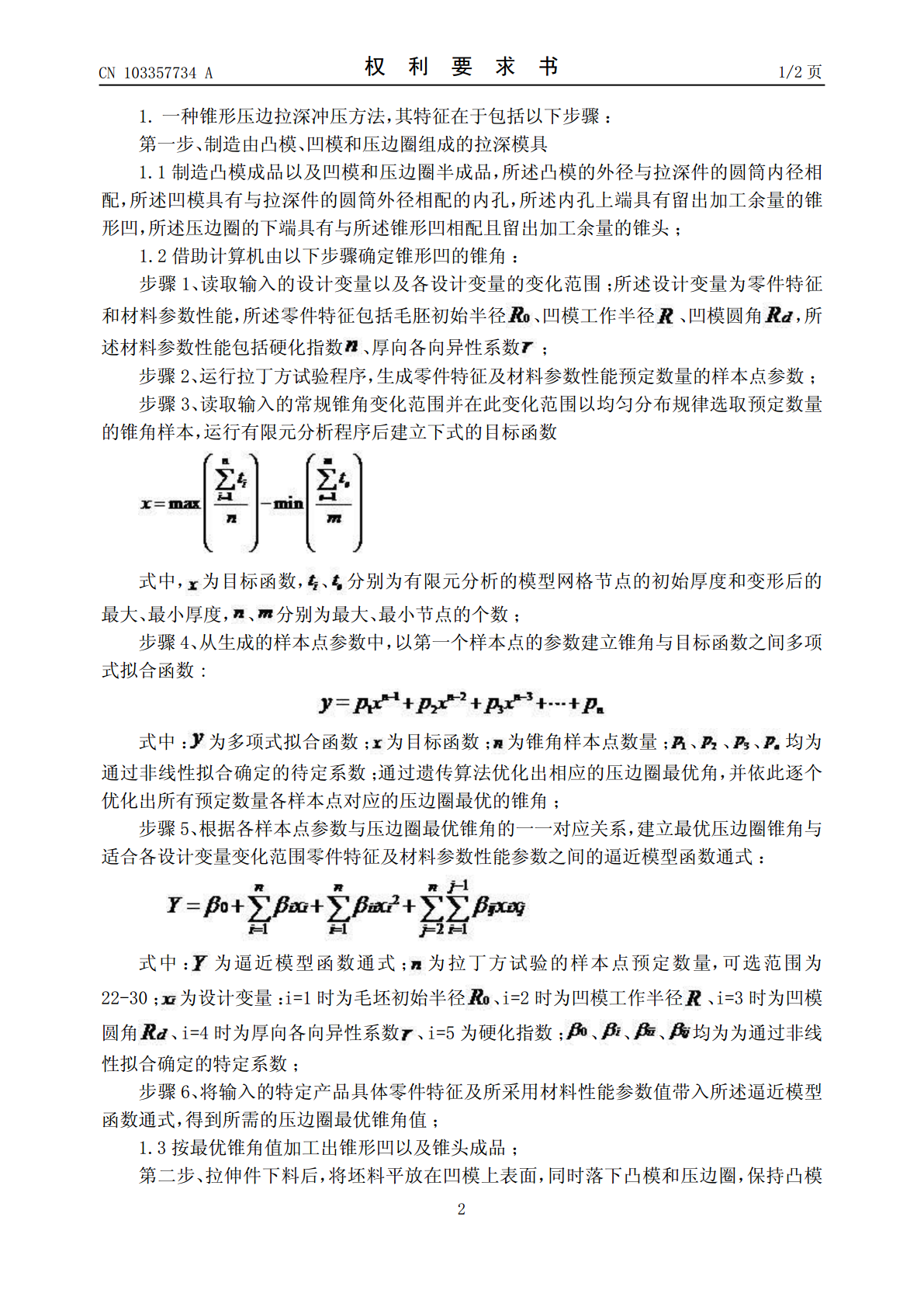
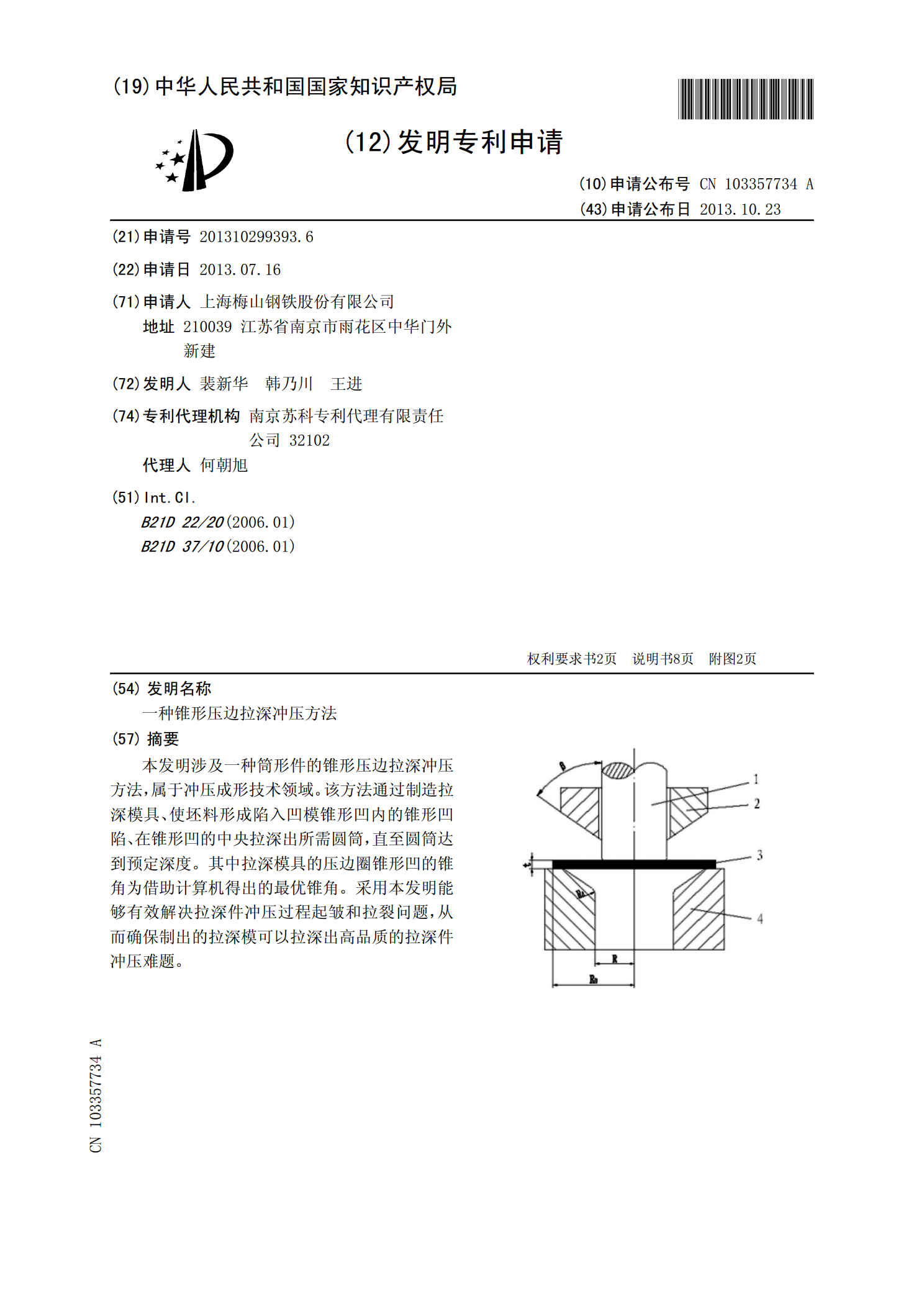
本发明涉及一种筒形件的锥形压边拉深冲压方法,属于冲压成形技术领域。该方法通过制造拉深模具、使坯料形成陷入凹模锥形凹内的锥形凹陷、在锥形凹的中央拉深出所需圆筒,直至圆筒达到预定深度。其中拉深模具的压边圈锥形凹的锥角为借助计算机得出的最优锥角。采用本发明能够有效解决拉深件冲压过程起皱和拉裂问题,从而确保制出的拉深模可以拉深出高品质的拉深件冲压难题。

高锥形件的拉深方法.docx
高锥形件的拉深方法标题:高锥形件的拉深方法摘要:高锥形件是一种具有特殊形状的金属件,其形状使得传统的拉深方法不能直接应用于其加工过程中。本论文将重点介绍高锥形件的拉深方法,包括工艺流程、技术要点、设备要求和注意事项等方面的内容,旨在为相关领域的研究人员提供参考。关键词:高锥形件;拉深方法;工艺流程;技术要点;设备要求;注意事项引言:高锥形件是一种具有较高加工难度的金属件,它的特殊形状使得传统的拉深方法难以直接应用于其加工过程中。例如,传统拉深方法在加工高锥形件时会产生过大的应力集中,导致材料变形或断裂。因

一种屏蔽罩冲压拉深制备方法.pdf
本发明涉及一种屏蔽罩冲压拉深制备方法,包括:S1:冲导孔,在板材上冲导向圆孔;S2:预冲裁,冲裁出拉深屏蔽罩所用的胚料和拉深需要的延伸脚;S3:初拉深,初步拉深出屏蔽罩的基本形状,并预留一圈待精拉区域;S4:精拉深,将初拉深后的待精拉区域进行二次拉深,直至屏蔽罩的目标尺寸;S5:冲底孔,根据屏蔽罩底部的底孔形状冲裁出屏蔽罩底孔,得到屏蔽罩产品;S6:冲落料,分离得到屏蔽罩成品。与现有技术相比,本发明提升了拉深屏蔽罩设计精度,降低设计制作风险,提升模具稳定性,降低模具维修成本;整个制备工艺可实现连续化的快速

一种变压边力拉深装置的研究.docx
一种变压边力拉深装置的研究标题:变压边力拉深装置研究及应用摘要:随着现代建筑工程的快速发展,对土地资源的利用要求也越来越高。变压边力拉深装置作为一种常用在地基处理中的技术装置,其在提高周围土壤的力学性能以及土壤的稳定性方面具有显著的优势。本文将详细讨论变压边力拉深装置的原理及其在不同环境中的应用,对于进一步提高建筑工程的安全性和效益具有重要意义。第一部分:引言1.1研究背景1.2研究目的第二部分:变压边力拉深装置原理2.1变压机构2.2边力机构2.3拉深机构2.4工作原理第三部分:变压边力拉深装置的设计与

一种用于拉深成形的永磁压边方法及装置.pdf
本发明公开了一种用于拉深成形的永磁压边方法及装置,该方法通过在压料板(8)上布置若干永磁组合体(9),分为固定磁系和活动磁系,且永磁组合体(9)的上表面与压料板(8)上表面处于同一水平面上,下部活动磁系固定在滑动板(18)上;推杆(5)上的滑轮(6)沿着楔块(4)槽移动,推动滑动板(18)和下部移动磁系的左右移动,使永磁组合体(9)中固定磁系与移动磁系产生相对移动,改变永磁组合体(9)对外表现的磁吸力;当凹模外圈(3)与压料板(8)上的板坯(13)接触时,凹模外圈(3)与永磁组合体(10)之间产生磁吸力,