
一种平整机推上缸辊缝控制装置及辊缝同步控制方法.pdf

如灵****姐姐

1/8

2/8

3/8

4/8
5/8

6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种平整机推上缸辊缝控制装置及辊缝同步控制方法.pdf
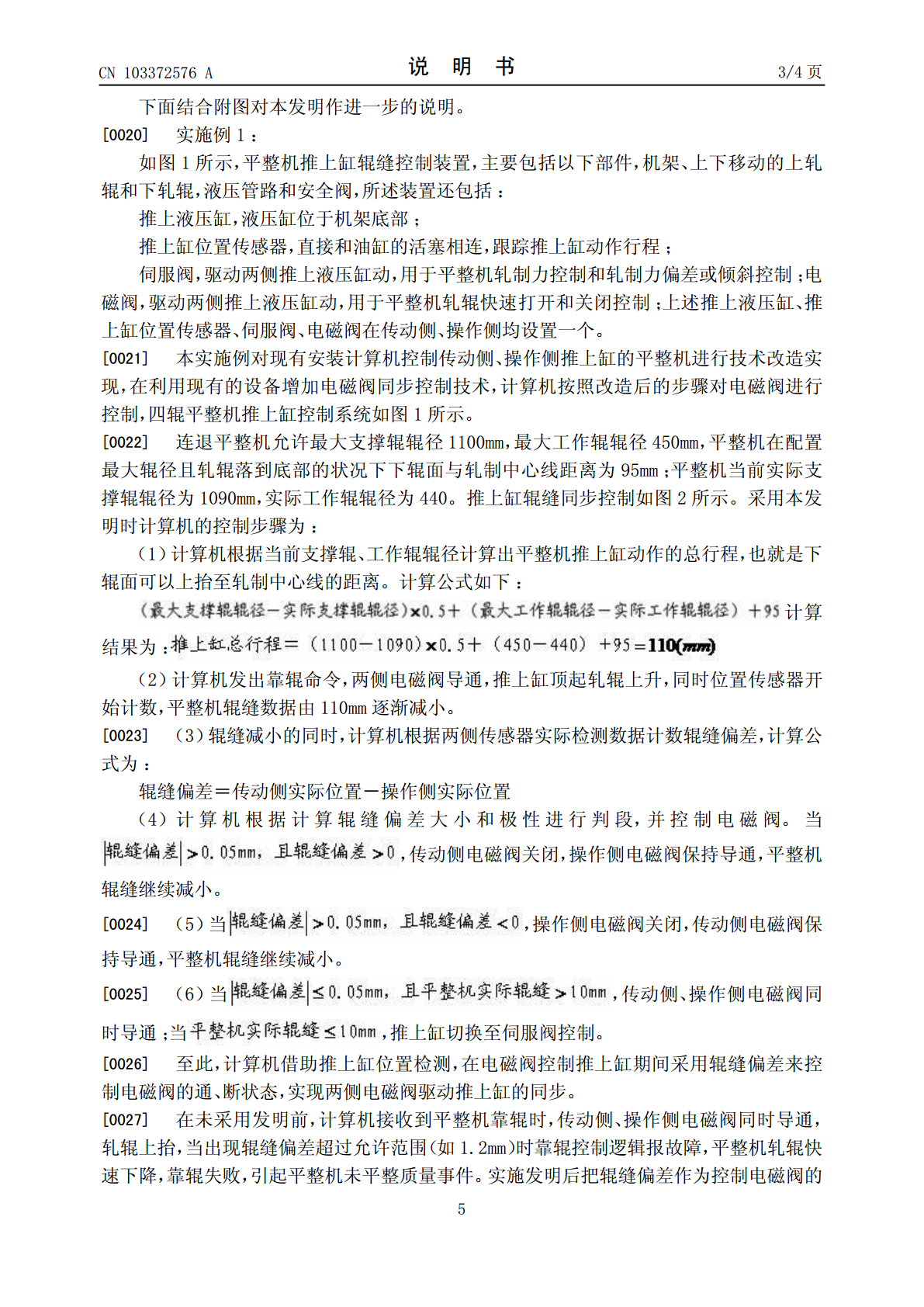
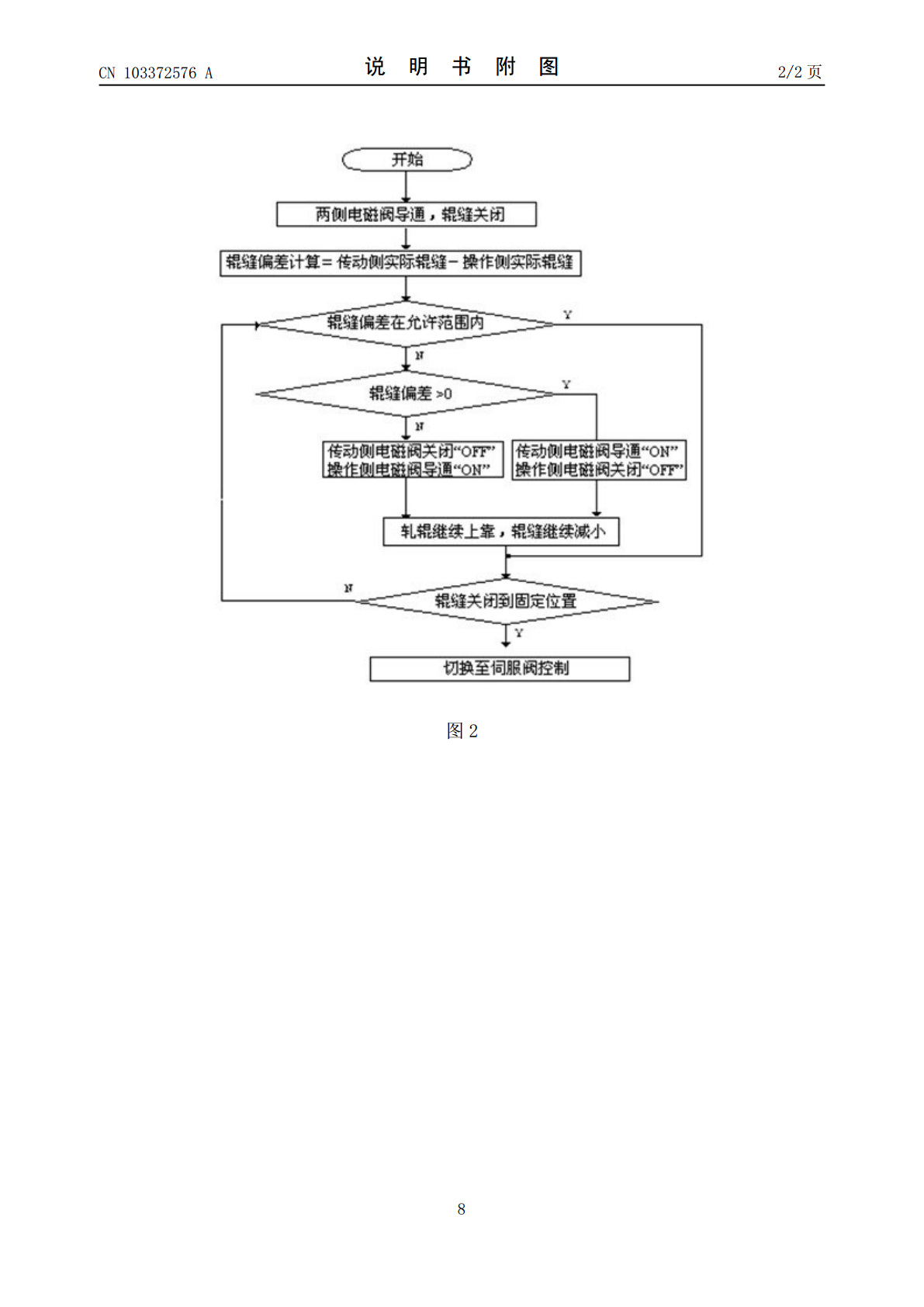
本发明涉及一种平整机推上缸辊缝控制装置以及辊缝同步控制的方法,该装置主要包括机架、上下移动的上轧辊和下轧辊,液压管路和安全阀,所述装置还包括推上液压缸,液压缸位于机架底部;推上缸位置传感器,直接和油缸的活塞相连,跟踪推上缸动作行程;伺服阀,驱动两侧推上液压缸动,用于平整机轧制力控制和轧制力偏差或倾斜控制;电磁阀,驱动两侧推上液压缸动,用于平整机轧辊快速打开和关闭控制;相对于现有技术,本发明简单易行、避免平整机靠辊出现的辊缝超差现象,显著提高连续机组平整机成材率,值得在具备类似电磁阀控制液压缸的平整机产线上

钳式在线辊缝仪辊缝测量臂的收紧及控制装置.pdf
本发明公开了一种钳式在线辊缝仪辊缝测量臂的收紧及控制装置,本装置通过驱动电机、链轮和链条组成传动结构,两个滑块设于链条上并且位于滑槽内由驱动电机驱动,带钩端的上连接臂和下连接臂分别连接两个滑块并且钩端分别抵靠上测量臂和下测量臂的外缘侧面,触发杆铰接于箱体,收紧触发开关和展开触发开关通过鞍形支架设于箱体内壁,触发杆沿铰接点转动时分别触发收紧触发开关和展开触发开关。本装置克服了传统在线辊缝仪在生产异常情况下,引锭杆大行程逆送造成损坏的缺陷,并且适用于上装引锭杆连铸机,使辊缝测头在引锭杆发生一定距离的逆向运行时

一种辊压机辊缝调整机构.pdf
一种辊压机辊缝调整机构,包括机架,在机架上安装有送料辊,位于送料辊的上下方分别设置有上压辊和下压辊,下压辊为固定压辊,上压辊为浮动压辊,上压辊上方设置有为其提供压力的气缸,上压辊上安装有用于调整上压辊与下压辊之间间隙的压辊调整装置,位于上压辊底部设置有起支撑作用的浮动轴承座,浮动轴承座两端设置有导向杆,辊压机机架安装调整好后关键部位采取定位销定位;上压辊压力由气缸保证,浮动高度有压辊调整装置调节,浮动轴承座由导向杆实现上下导向;压辊位置调整装置为电机驱动蜗轮蜗杆带动吊杆套旋转,实现提升螺杆上下移动,从而固

一种四辊破碎机辊缝自动调节的控制方法.pdf
本发明公开了一种四辊破碎机辊缝自动调节的控制方法,包括连通驱动辊油缸的液压控制回路,比例换向阀、压力传感器、带位移传感器的油缸、PLC控制系统和用于状态显示、数据输入和动作控制的触摸屏,调节方法包括启动主电机、转动辊子;启动液压泵电机;点击触摸屏,做对辊动作;进行碰辊动作,碰辊动作完成后进行退辊动作,退辊动作完成后,做辊缝值的保持动作,PLC根据设定的输入的值,分别发出信号给控制各油缸进退运动的比例换向阀,由各比例换向阀控制对应的油缸位移至设定的辊缝位置并保持基本不变。本发明不仅可以随时补偿辊皮的磨损对辊
一种热轧立辊辊缝的标定方法.pdf
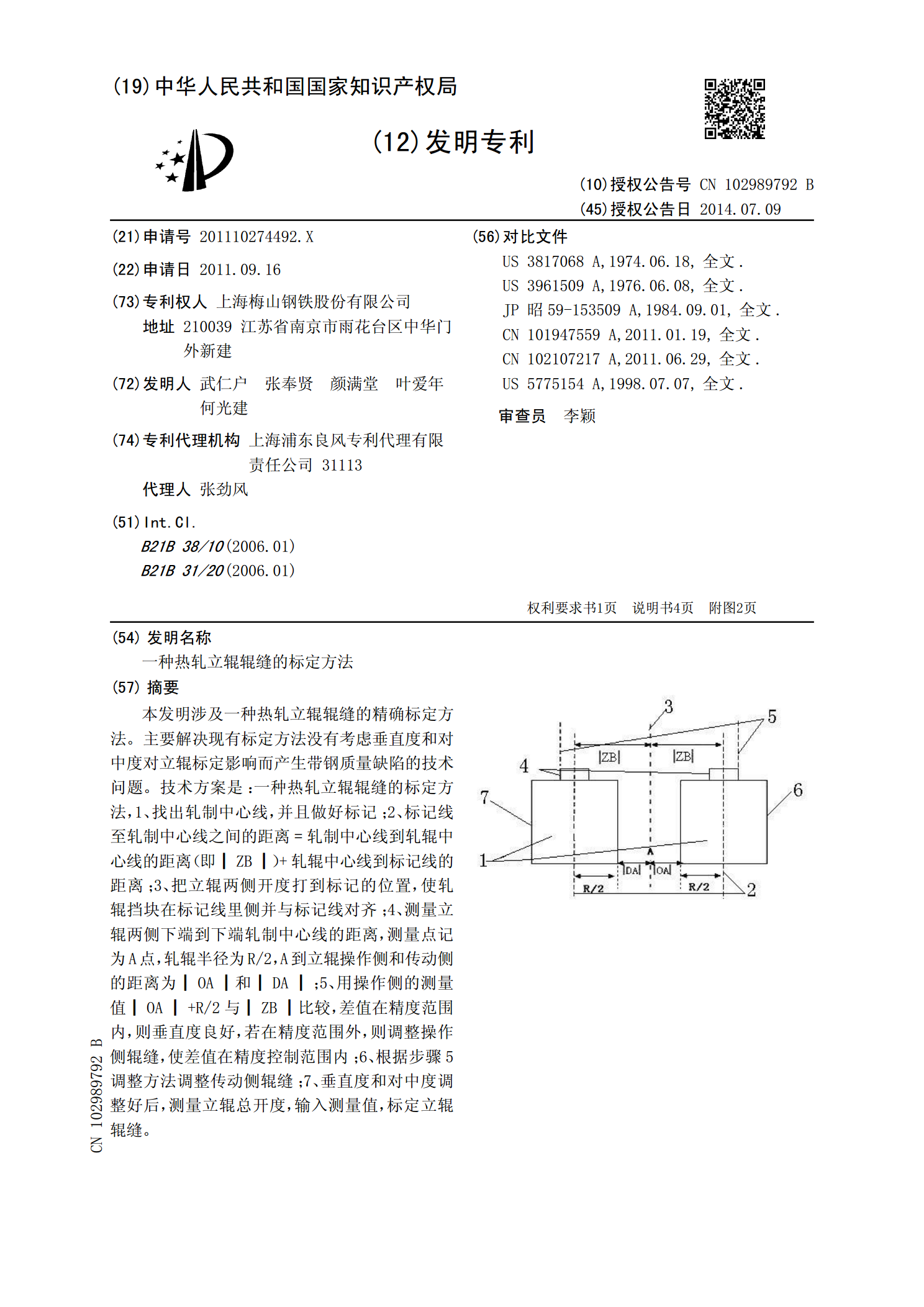
本发明涉及一种热轧立辊辊缝的标定方法。主要解决现有标定方法没有考虑垂直度和对中度对立辊标定影响而产生带钢质量缺陷的技术问题。技术方案是:一种热轧立辊辊缝的标定方法,1、找出轧制中心线,并且做好标记;2、在热轧立辊设备的横向滑道上增设两个位置标记,该标记到轧制中心线的距离,记为┃ZB┃;3、把立辊两侧开度打到标记的位置,使轧辊挡块在标记线里侧并与标记线对齐;4、测量立辊两侧下端到下端轧制中心线的距离,测量点记为A点,轧辊半径为R/2,A到立辊操作侧和传动侧的距离为┃OA┃和┃DA┃;5、用操作侧的测量值┃O