
一种四辊破碎机辊缝自动调节的控制方法.pdf

宏硕****mo


1/8
2/8

3/8

4/8

5/8
6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种四辊破碎机辊缝自动调节的控制方法.pdf
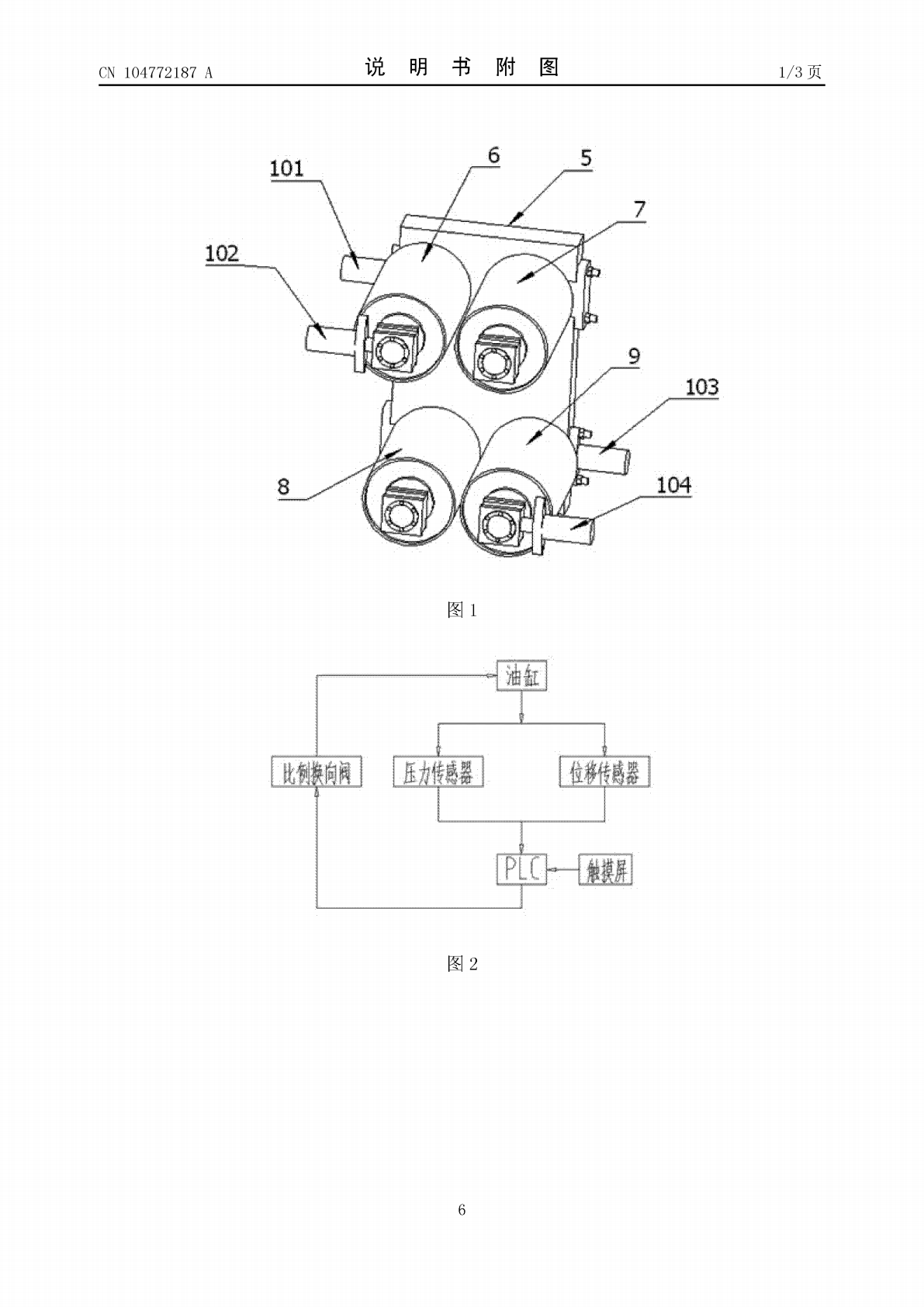
本发明公开了一种四辊破碎机辊缝自动调节的控制方法,包括连通驱动辊油缸的液压控制回路,比例换向阀、压力传感器、带位移传感器的油缸、PLC控制系统和用于状态显示、数据输入和动作控制的触摸屏,调节方法包括启动主电机、转动辊子;启动液压泵电机;点击触摸屏,做对辊动作;进行碰辊动作,碰辊动作完成后进行退辊动作,退辊动作完成后,做辊缝值的保持动作,PLC根据设定的输入的值,分别发出信号给控制各油缸进退运动的比例换向阀,由各比例换向阀控制对应的油缸位移至设定的辊缝位置并保持基本不变。本发明不仅可以随时补偿辊皮的磨损对辊

一种四辊破碎机开机前辊缝保持且无阻力启动的控制方法.pdf
本发明公开了一种四辊破碎机开机前辊缝保持且无阻力启动的控制方法在原有液压回路上,驱动动辊移动的油缸的无杆腔和有杆腔端分别增加一套液压回路,无杆腔端增加一电磁通断阀,阀的一端接无杆腔,另一端接回油箱管路。有杆腔端增加一单向阀,阀的一端接有杆腔,另一端接回油箱管路。四辊破碎机停机后至主电机启动阶段,电磁通断阀保持通的状态。四辊破碎机正常运行时,电磁通断阀保持断的状态。四辊设备正常运行时,如检测发现有堵料现象,则可使电磁通断阀立即保持通的状态,驱动移动辊的油缸保持可退不可进的“浮动”,可迅速排除堵料现象。堵料现

一种平整机推上缸辊缝控制装置及辊缝同步控制方法.pdf
本发明涉及一种平整机推上缸辊缝控制装置以及辊缝同步控制的方法,该装置主要包括机架、上下移动的上轧辊和下轧辊,液压管路和安全阀,所述装置还包括推上液压缸,液压缸位于机架底部;推上缸位置传感器,直接和油缸的活塞相连,跟踪推上缸动作行程;伺服阀,驱动两侧推上液压缸动,用于平整机轧制力控制和轧制力偏差或倾斜控制;电磁阀,驱动两侧推上液压缸动,用于平整机轧辊快速打开和关闭控制;相对于现有技术,本发明简单易行、避免平整机靠辊出现的辊缝超差现象,显著提高连续机组平整机成材率,值得在具备类似电磁阀控制液压缸的平整机产线上

TCS工艺控制系统在自动辊缝调节中的应用.docx
TCS工艺控制系统在自动辊缝调节中的应用随着工业自动化的发展,各种自动化设备和技术也得到了广泛的应用,其中TCS工艺控制系统是一种非常有效的控制系统,特别是在自动辊缝调节方面。TCS工艺控制系统在自动辊缝调节中的应用将在本文中进行详细介绍。首先,我们需要了解什么是TCS工艺控制系统。TCS是“过程控制系统”的缩写,它是一种集成了控制、监测、数据处理、通信和人机界面的自动化控制系统。它可以用于各种工艺行业的过程控制和设备控制,并可以实现数据采集、传输和处理。TCS工艺控制系统具有高可靠性、高可扩展性、高灵活
一种热轧立辊辊缝的标定方法.pdf
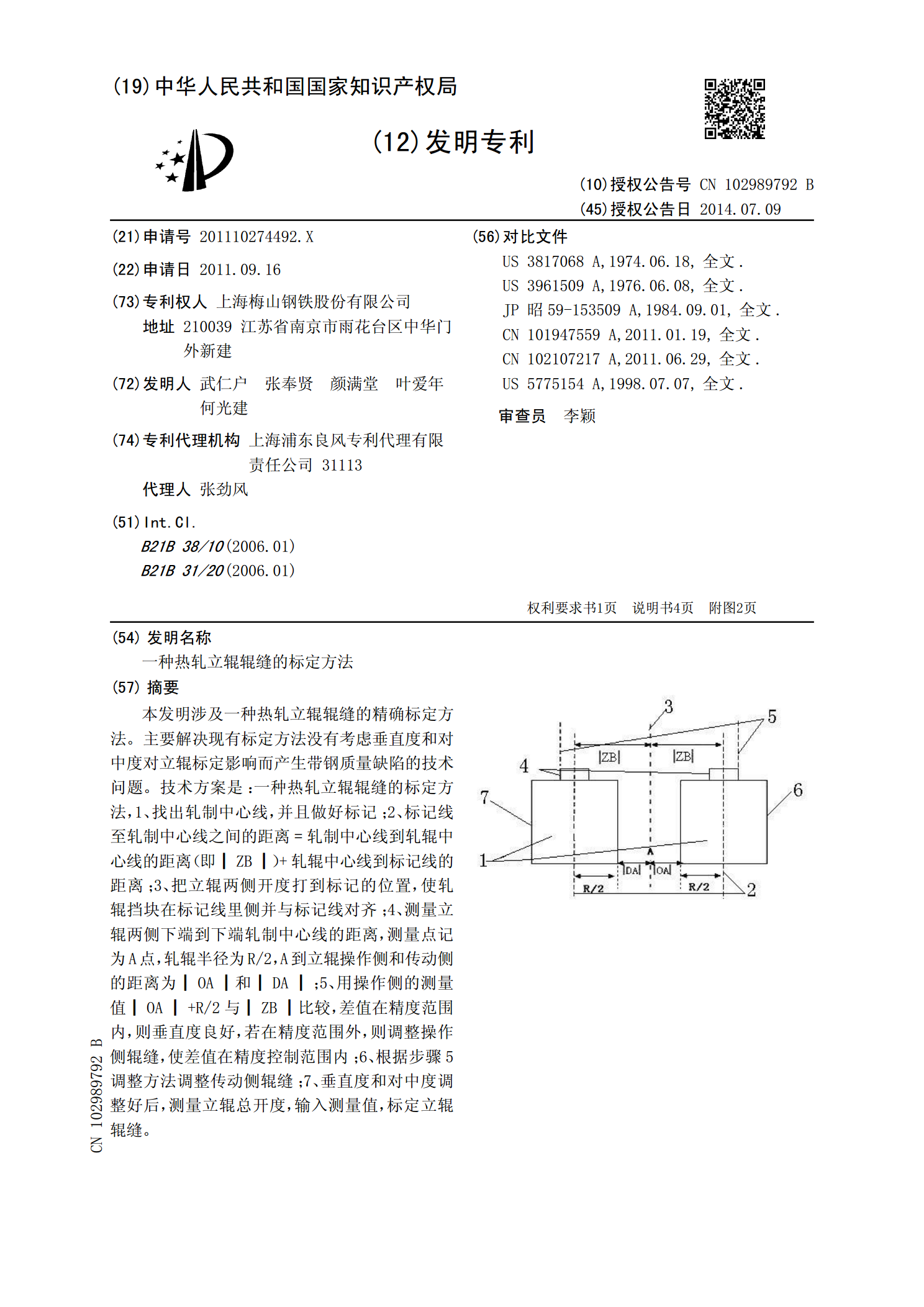
本发明涉及一种热轧立辊辊缝的标定方法。主要解决现有标定方法没有考虑垂直度和对中度对立辊标定影响而产生带钢质量缺陷的技术问题。技术方案是:一种热轧立辊辊缝的标定方法,1、找出轧制中心线,并且做好标记;2、在热轧立辊设备的横向滑道上增设两个位置标记,该标记到轧制中心线的距离,记为┃ZB┃;3、把立辊两侧开度打到标记的位置,使轧辊挡块在标记线里侧并与标记线对齐;4、测量立辊两侧下端到下端轧制中心线的距离,测量点记为A点,轧辊半径为R/2,A到立辊操作侧和传动侧的距离为┃OA┃和┃DA┃;5、用操作侧的测量值┃O