
一种热轧立辊辊缝的标定方法.pdf

Ja****44


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种热轧立辊辊缝的标定方法.pdf
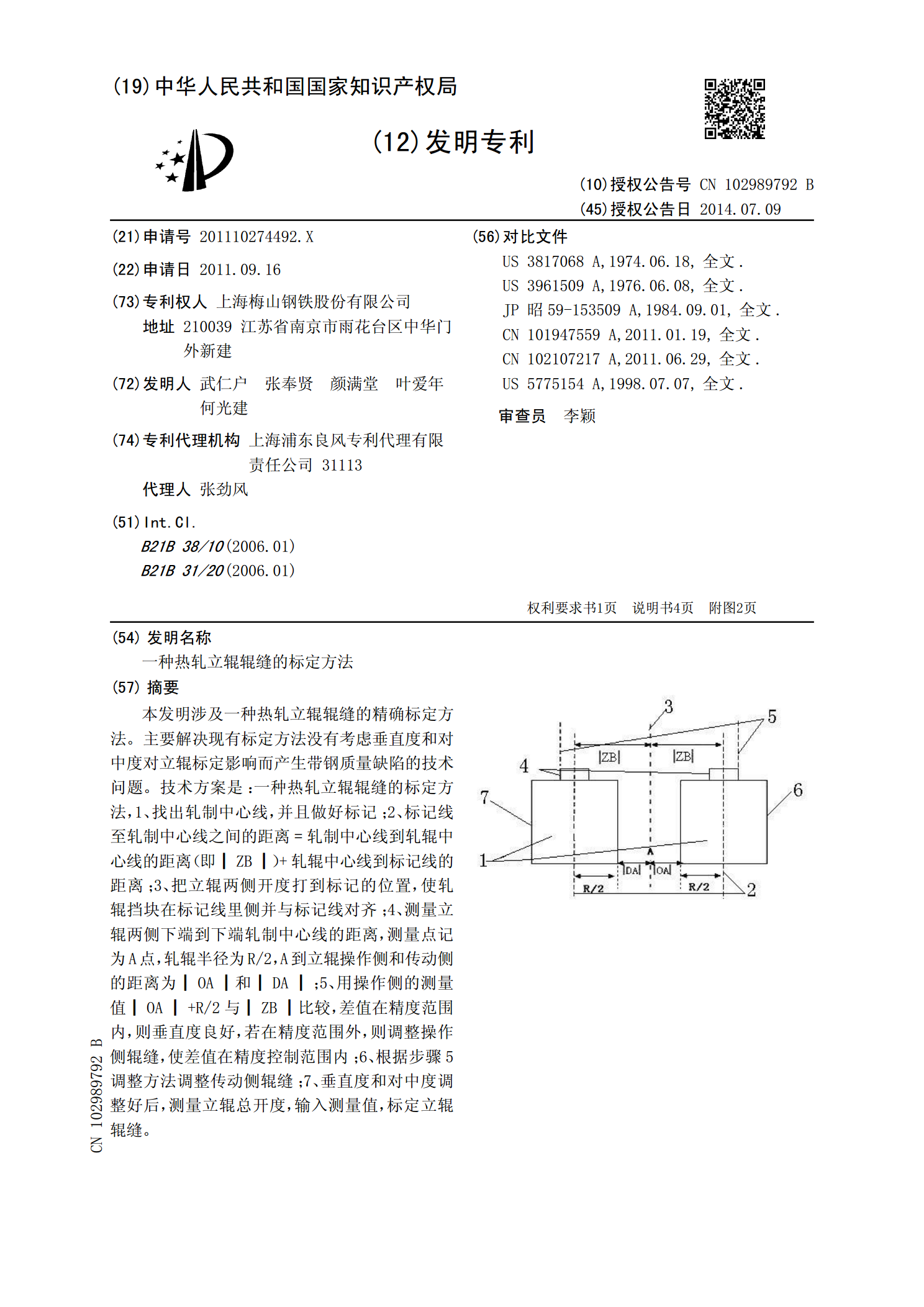
本发明涉及一种热轧立辊辊缝的标定方法。主要解决现有标定方法没有考虑垂直度和对中度对立辊标定影响而产生带钢质量缺陷的技术问题。技术方案是:一种热轧立辊辊缝的标定方法,1、找出轧制中心线,并且做好标记;2、在热轧立辊设备的横向滑道上增设两个位置标记,该标记到轧制中心线的距离,记为┃ZB┃;3、把立辊两侧开度打到标记的位置,使轧辊挡块在标记线里侧并与标记线对齐;4、测量立辊两侧下端到下端轧制中心线的距离,测量点记为A点,轧辊半径为R/2,A到立辊操作侧和传动侧的距离为┃OA┃和┃DA┃;5、用操作侧的测量值┃O

一种1700mm热轧线粗轧立辊的标定方法.pdf
本发明目的是提供一种1700热轧线粗轧立辊的标定方法,属于轧钢生产工艺技术领域。技术方案是:利用前一次立辊的直径和立辊的开口度作为基准数据,在保证工作侧和驱动侧的磁尺绝对值相等的前提条件下,先记录开口度,后申请辊径,根据前后两套立辊的开口度数值变化,把相关数据输入标定程序即可进行标定。本发明的有益效果是:标定时间短、精度高,没有测量误差和偏差;不需要现场进行开口度的测量,提高了职工作业的安全系数;还能对立辊的辊径进行防错检验,杜绝因辊径错误造成的生产事故。

立辊垂直度标定装置及标定方法.pdf
本发明提供一种立辊垂直度标定装置及标定方法,涉及测量技术领域。支撑杆,包括第一端及第二端,标准杆,设置在第二端上,所述标准杆的长度方向与所述支撑杆的长度方向相交,以及测距仪,对应于所述第二端上设置;其中,所述标准杆的长度方向与所述支撑杆的长度方向所在的平面为支撑平面,所述标准杆的长度方向与所述支撑平面的法线方向所在的平面为测量平面,所述测距仪的测距方向平行于所述支撑平面且在所述测量平面内,所述测距仪的测距方向与支撑平面之间的间距为测量间距。本发明包括有标准杆、支撑杆及测距仪,支撑杆能够将标准杆及测距仪伸入

轧机自动辊缝标定技术.docx
轧机自动辊缝标定技术一、背景轧机的生产效率和产品质量直接影响着相关企业的经济收益和市场竞争力。在轧钢过程中,辊缝是轧制过程的一个重要部分,它直接影响到轧制产品的尺寸精度和表面质量。因此,辊缝的精度和标定对于提高轧机生产效率和产品质量具有重要意义。传统的辊缝标定方法采用人工调整,效率低下,错误率高,且对操作人员的技术水平和经验要求较高。为了实现轧机辊缝的自动标定,近年来各种新技术和方法被提出和应用,如电位差法、横向弯曲法、光学测量法和声波法等。其中,电位差法和横向弯曲法较为常用,被广泛应用于轧机生产实践中。
一种立辊轧机的立辊箱检修方法.pdf
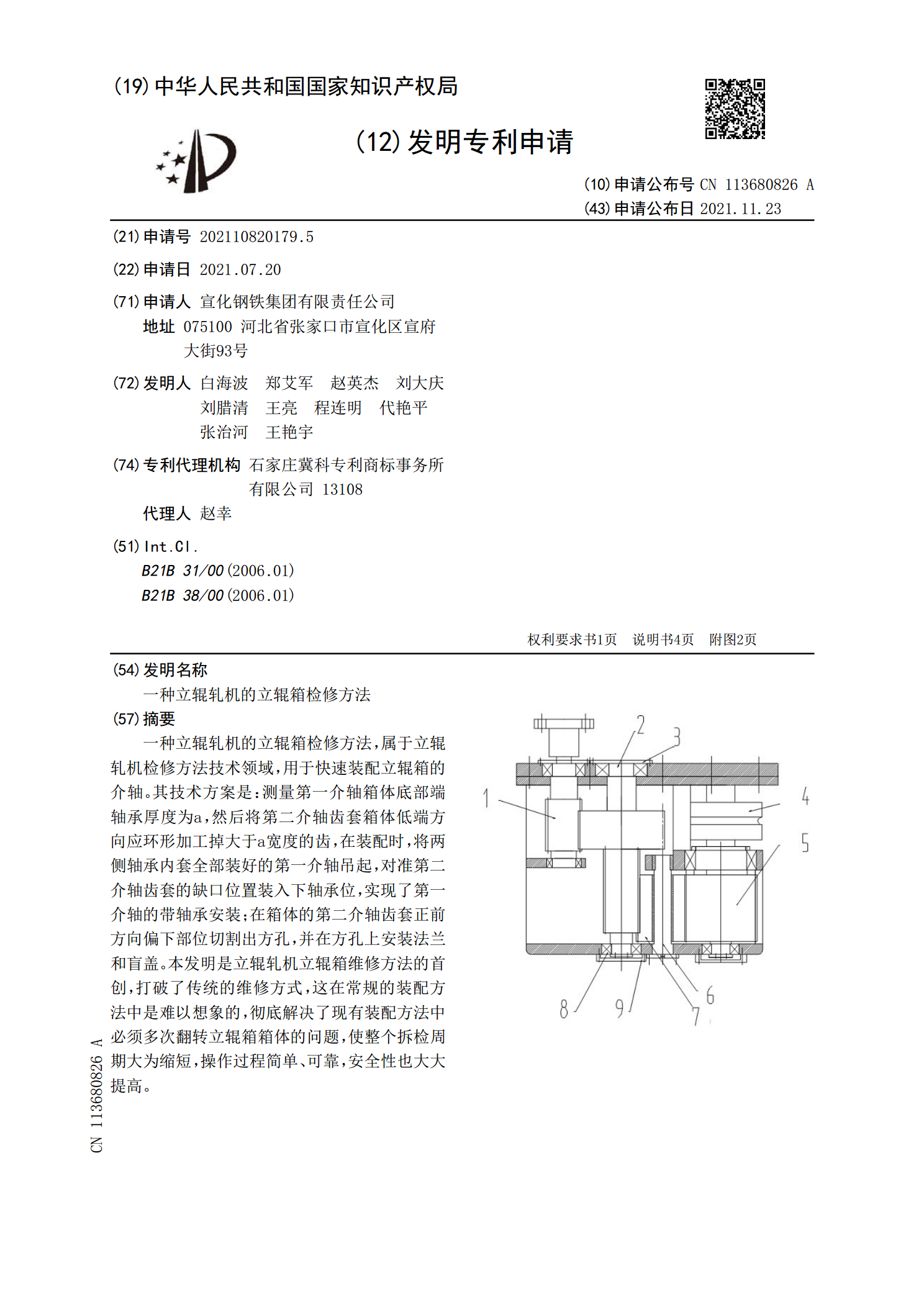
一种立辊轧机的立辊箱检修方法,属于立辊轧机检修方法技术领域,用于快速装配立辊箱的介轴。其技术方案是:测量第一介轴箱体底部端轴承厚度为a,然后将第二介轴齿套箱体低端方向应环形加工掉大于a宽度的齿,在装配时,将两侧轴承内套全部装好的第一介轴吊起,对准第二介轴齿套的缺口位置装入下轴承位,实现了第一介轴的带轴承安装;在箱体的第二介轴齿套正前方向偏下部位切割出方孔,并在方孔上安装法兰和盲盖。本发明是立辊轧机立辊箱维修方法的首创,打破了传统的维修方式,这在常规的装配方法中是难以想象的,彻底解决了现有装配方法中必须多次