
一种驱动轴阶梯孔加工装置.pdf

是你****元呀


1/4
2/4

3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种驱动轴阶梯孔加工装置.pdf
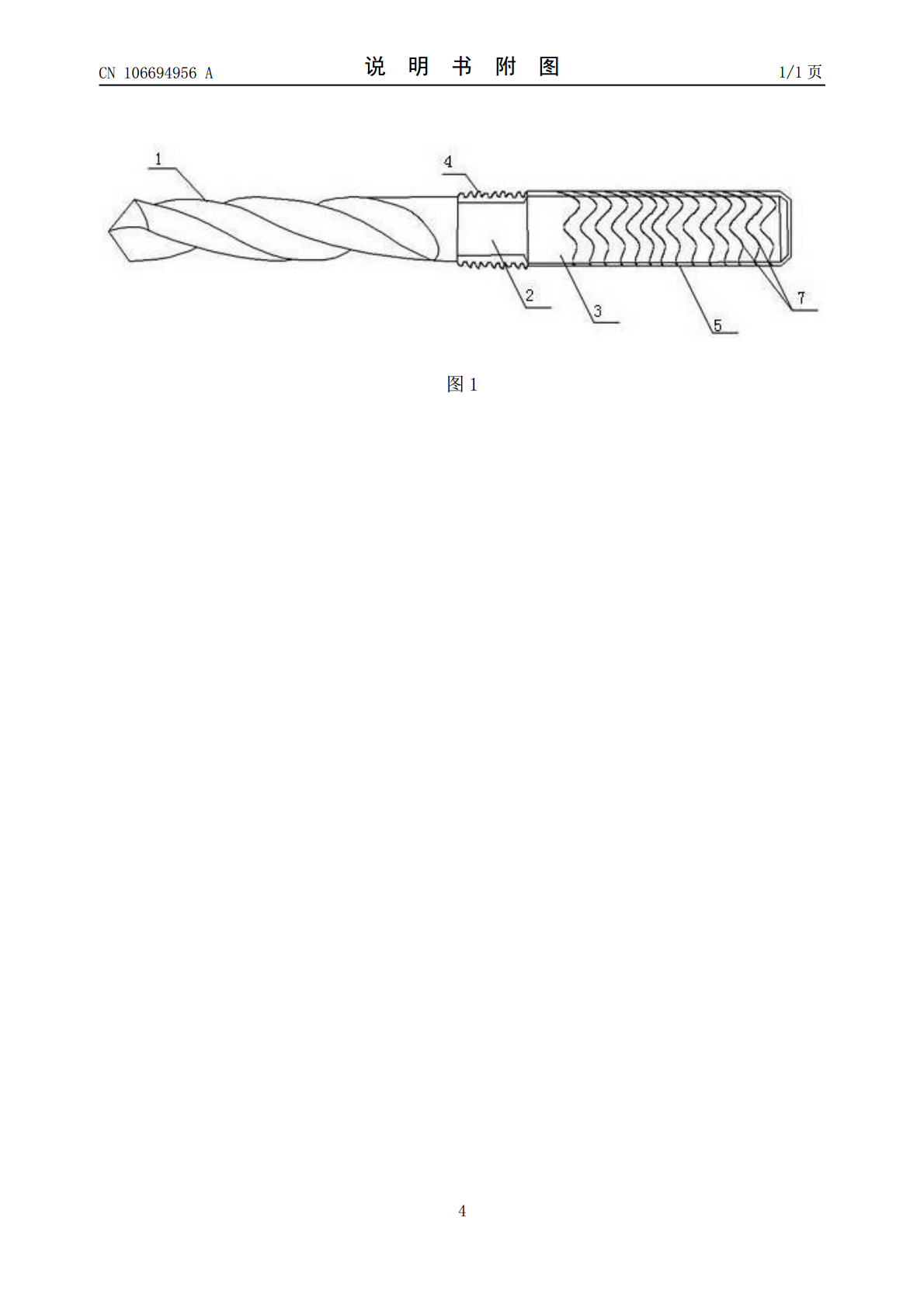
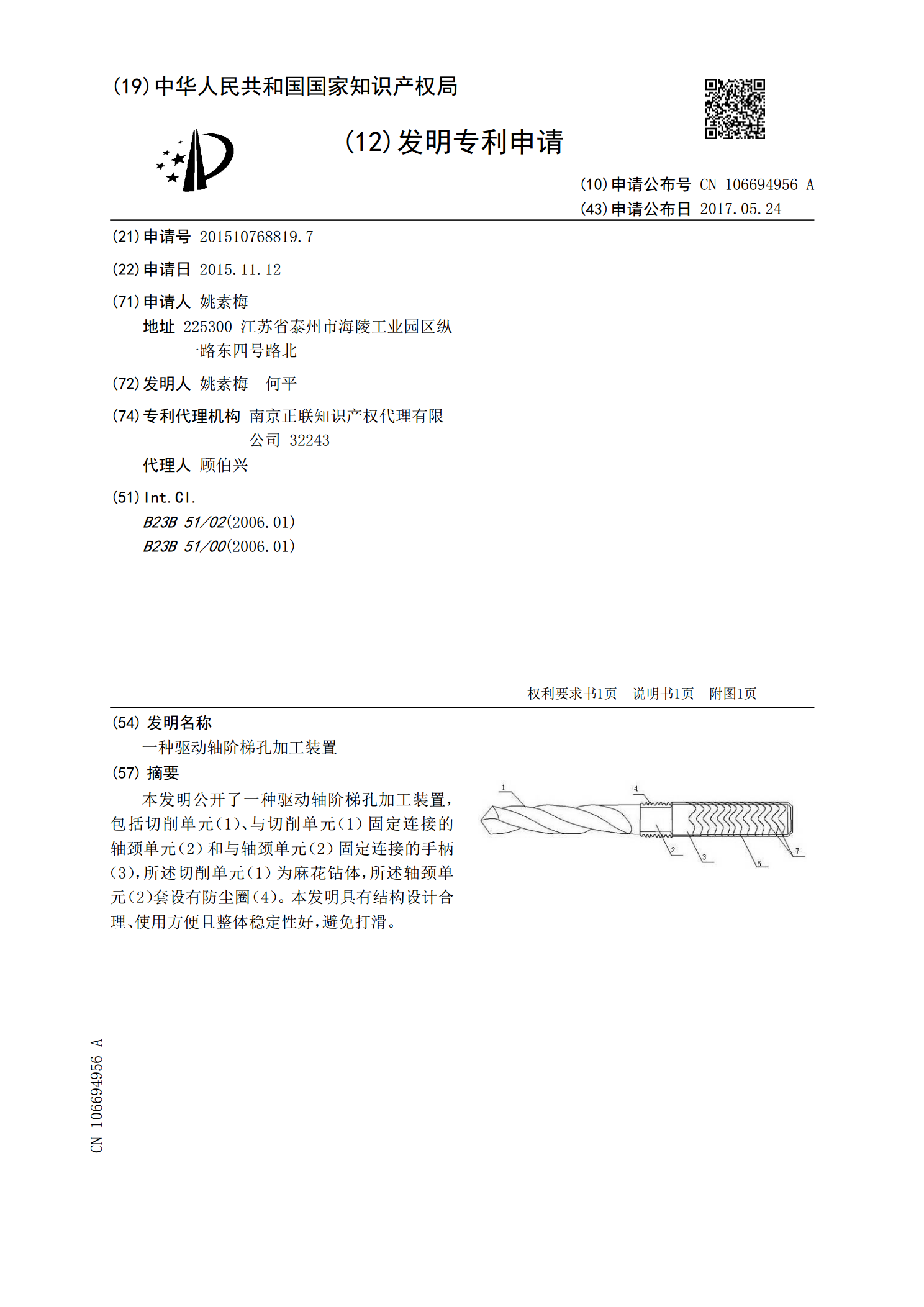
本发明公开了一种驱动轴阶梯孔加工装置,包括切削单元(1)、与切削单元(1)固定连接的轴颈单元(2)和与轴颈单元(2)固定连接的手柄(3),所述切削单元(1)为麻花钻体,所述轴颈单元(2)套设有防尘圈(4)。本发明具有结构设计合理、使用方便且整体稳定性好,避免打滑。

一种阶梯轴加工方法.pdf
本发明提供一种阶梯轴加工方法,其包括以下步骤:a、备料,根据直径尺寸选择棒料钢材;b、断料,将棒料锻造成钢段;c、钻孔,对钢段两端中心轴线的位置进行钻孔处理,作为两个基准孔;d、切削粗加工,根据尺寸要求切削粗加工留0.2-0.4mm余量;e、去毛刺及倒角,并对轴边缘进行倒圆处理;f、热处理,淬火并回火保证硬度48-52HRC;g、磨床精加工,磨床精加工工件到尺寸要求。本发明阶梯轴加工方法,采用两个中心孔作为定位基准制作简单、制造成本低而且加工精度高,便于批量生产。

一种阶梯轴加工方法.pdf
本发明提供一种阶梯轴加工方法,包括以下步骤:a、备料,根据直径尺寸选择棒料钢材;b、断料,将棒料锻造成钢段;c、铣削加工,铣削两端面并打顶尖孔;d、车削粗加工,车削粗加工大径留0.2‑0.4mm余量,车削粗加工小径留0.15‑0.35mm余量;e、铣床加工,铣床加工键槽四周以及底部留余量0.15‑0.35mm;f、热处理,热处理保证硬度52‑56HRC;g、磨床精加工,磨床精加工大径与小径以及两个端面到尺寸要求;h、铣床精加工,铣床精加工键槽到尺寸要求;i、倒角,分别对两个断面第一倒角与第二倒角;j、镜面

一种阶梯轴加工方法.pdf
本发明提供一种阶梯轴加工方法,其包括以下步骤:a、备料,根据直径的尺寸选择相应材质的棒料;b、断料,将棒料锻造成钢段,钢段两端各留有1CM的余量;c、车床粗加工,粗加工钢段;d、钳工,在钢段两端的中心位置分别打两个相同大小以及深度不超过1CM的顶尖孔。e、切削半精加工,根据尺寸要求切削半精加工棒料并留有0.1‑0.2mm余量;f、去毛刺及倒角,并对轴边缘进行倒圆处理;g、磨床精加工,磨床精加工工件到尺寸要求;h、线切割,通过线切割去除两端各自留有的1CM余量。本发明阶梯轴加工方法,加工方便快捷,加工精度高
一种电机驱动轴加工用夹持装置.pdf
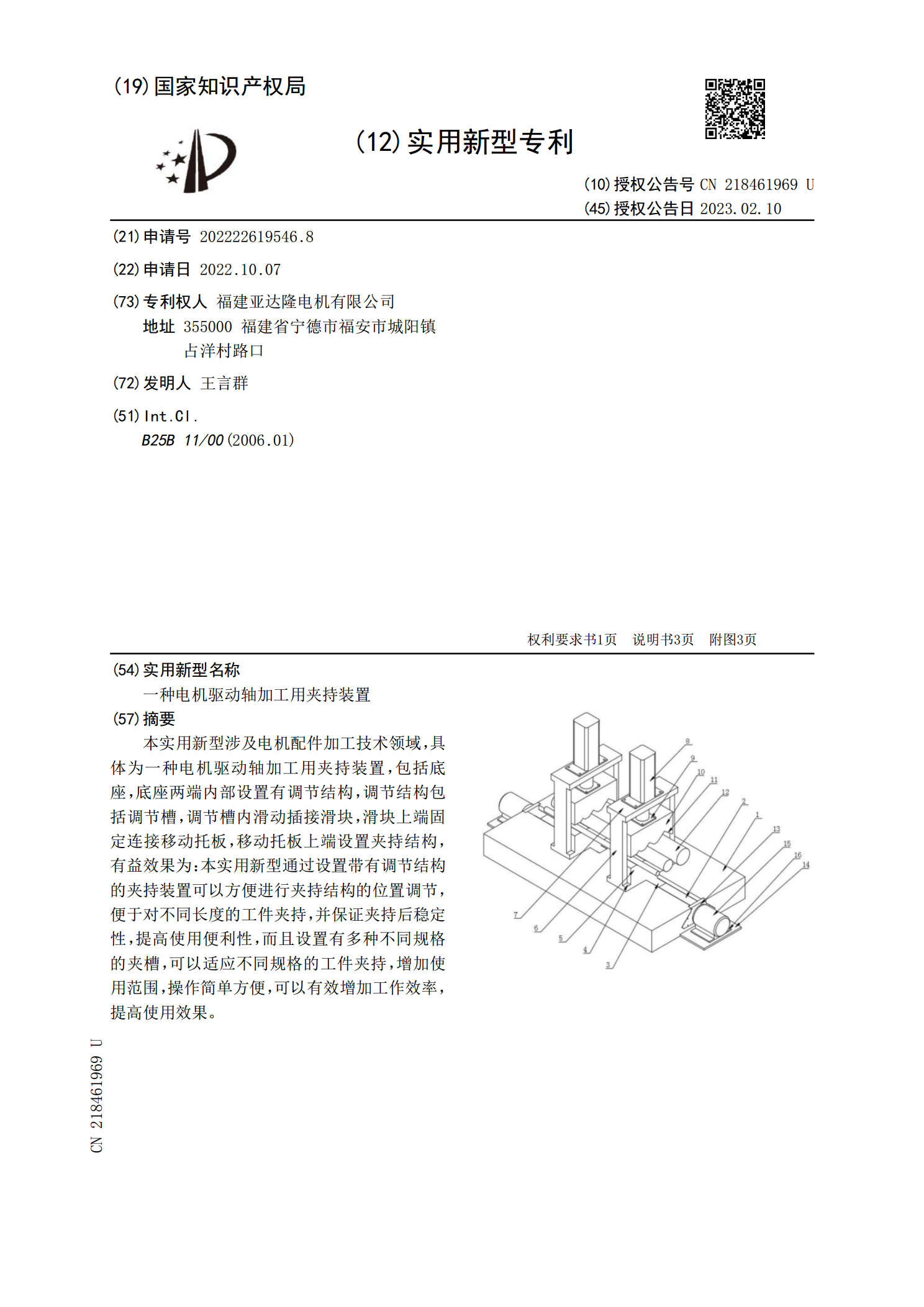
本实用新型涉及电机配件加工技术领域,具体为一种电机驱动轴加工用夹持装置,包括底座,底座两端内部设置有调节结构,调节结构包括调节槽,调节槽内滑动插接滑块,滑块上端固定连接移动托板,移动托板上端设置夹持结构,有益效果为:本实用新型通过设置带有调节结构的夹持装置可以方便进行夹持结构的位置调节,便于对不同长度的工件夹持,并保证夹持后稳定性,提高使用便利性,而且设置有多种不同规格的夹槽,可以适应不同规格的工件夹持,增加使用范围,操作简单方便,可以有效增加工作效率,提高使用效果。