
一种带弧度的锻打刀坯打磨工艺.pdf

飞舟****文章


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种带弧度的锻打刀坯打磨工艺.pdf
本发明公开了一种带弧度的锻打刀坯打磨工艺,主要包括如下步骤:选用横截面锻打成锥形的不锈钢刀坯,并对不锈钢刀坯进行热处理后待用;用水磨机砂轮端面和砂轮外圆周形成的棱边对刀体横向中部凹入弧面进行第一步粗磨,粗磨时按刀坯纵向的一端打磨到另一端,用水磨机砂轮端面对刀坯刃口,先打磨刀背平面用砂轮机横向面,来回反复多次加工。本发明在粗磨将以前的手工生产变为了机械化加工,在打磨过程中刀坯温度不会超过200度,磨削后硬度不会下降;刀在外表面纹路、厚薄、硬度保持一致,产品质量稳定,废品率低,工艺简单,生产效率得到大大提高。
一种锻打刀坯滚扎成型机.pdf
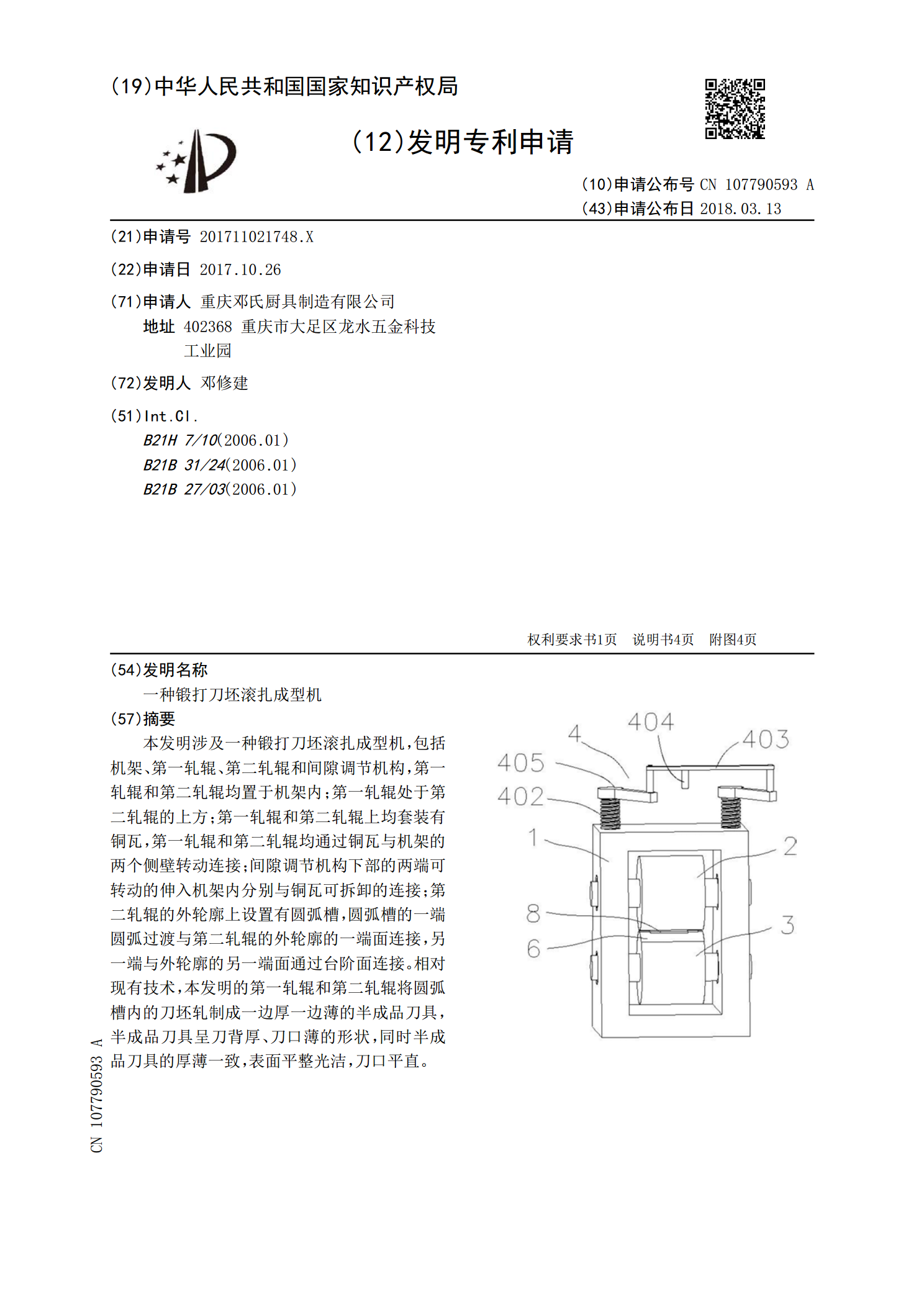
本发明涉及一种锻打刀坯滚扎成型机,包括机架、第一轧辊、第二轧辊和间隙调节机构,第一轧辊和第二轧辊均置于机架内;第一轧辊处于第二轧辊的上方;第一轧辊和第二轧辊上均套装有铜瓦,第一轧辊和第二轧辊均通过铜瓦与机架的两个侧壁转动连接;间隙调节机构下部的两端可转动的伸入机架内分别与铜瓦可拆卸的连接;第二轧辊的外轮廓上设置有圆弧槽,圆弧槽的一端圆弧过渡与第二轧辊的外轮廓的一端面连接,另一端与外轮廓的另一端面通过台阶面连接。相对现有技术,本发明的第一轧辊和第二轧辊将圆弧槽内的刀坯轧制成一边厚一边薄的半成品刀具,半成品刀

锻打不锈钢刀坯近终制造工艺.pdf
本发明公开了一种锻打不锈钢刀坯近终制造工艺,以解决现有锻打不锈钢刀坯制造工艺中存在的工艺复杂、生产效率低、成本高、强度低的问题。本工艺包括以下步骤:a.采集原料,原料包括废旧不锈钢料和铁、钢原料;b.将原料送入电炉中进行熔炼,熔炼温度为1200oC~1500oC;c.将所得熔融状态下的液体注入到模具中成型,模具的温度为1000oC~1500oC,制成近终刀坯。本工艺与现有工艺相比具有工艺简单、生产效率高、节约成本的优点。

锻打刀广告文案.docx
锻打刀广告文案尝试啊那样味着离成功更近一步,拥有锻打刀将让你的锻打经验犹如烈火般燃烧!我们为您推出全新系列的锻打刀,每一把都代表着匠心独具的工艺和精湛技艺。我们的锻打刀手工打造,选用优质钢材,经过精密的锤击打磨,使刀锋强韧耐用。刀柄采用高级木材或者防滑橡胶材质,既舒适又易于操作。无论是户外探险、露营野餐还是家庭烹饪,我们的锻打刀都能满足您的需求。锻打刀的强韧性和优异的切割性能,让您轻松应对各种挑战,享受到完美的使用体验。我们不仅注重锻打刀的实用性,更追求美感与设计。每一把锻打刀都拥有独特的纹理和光泽,使它

一种刀坯.pdf
本实用新型公开了一种刀坯,包括:坯体、涂层容纳槽以及涂层,坯体设有一刃口端和一刀锋面,刃口端和刀锋面用于开刃;涂层容纳槽开设于刀锋面的相对面上,并靠近刃口端;涂层设于涂层容纳槽内。本实用新型通过在坯体上开设有涂层容纳槽,并将涂层填充于涂层容纳槽内,获得以下有益效果:(1)在开刃时,更多的是去掉硬度较低的坯体材料,克服了由于涂层具有高硬度和高耐磨的性质,极大的提升了开刃难度的问题;(2)更大程度的保留了高硬度的涂层材料,克服了由于涂层材料大量被磨掉导致刀刃性能大幅度下降的问题;(3)开刃后的刀刃结构包含最前