
电阻点焊方法、电阻点焊接头的制造方法.pdf

小代****回来

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
电阻点焊方法、电阻点焊接头的制造方法.pdf
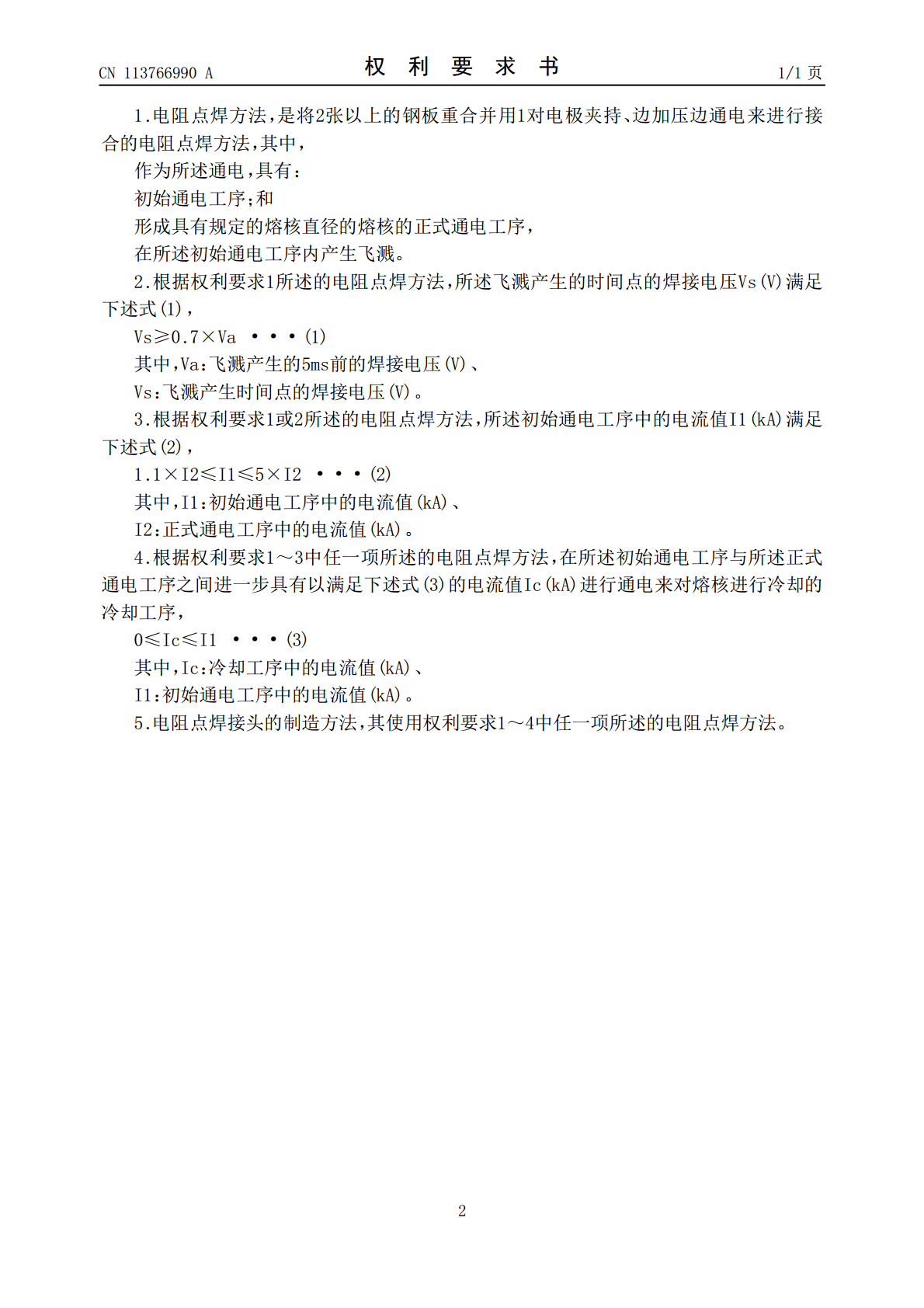
以提供电阻点焊方法、电阻点焊接头的制造方法为目的。本发明是一种电阻点焊方法,是将2张以上的钢板重合并用1对焊接电极进行夹持,边加压边通电进行接合的电阻点焊方法,作为通电,具有初始通电工序、和形成具有规定的熔核直径的熔核的正式通电工序,在初始通电工序内产生飞溅。
电阻点焊部和电阻点焊方法、以及电阻点焊接头和电阻点焊接头的制造方法.pdf
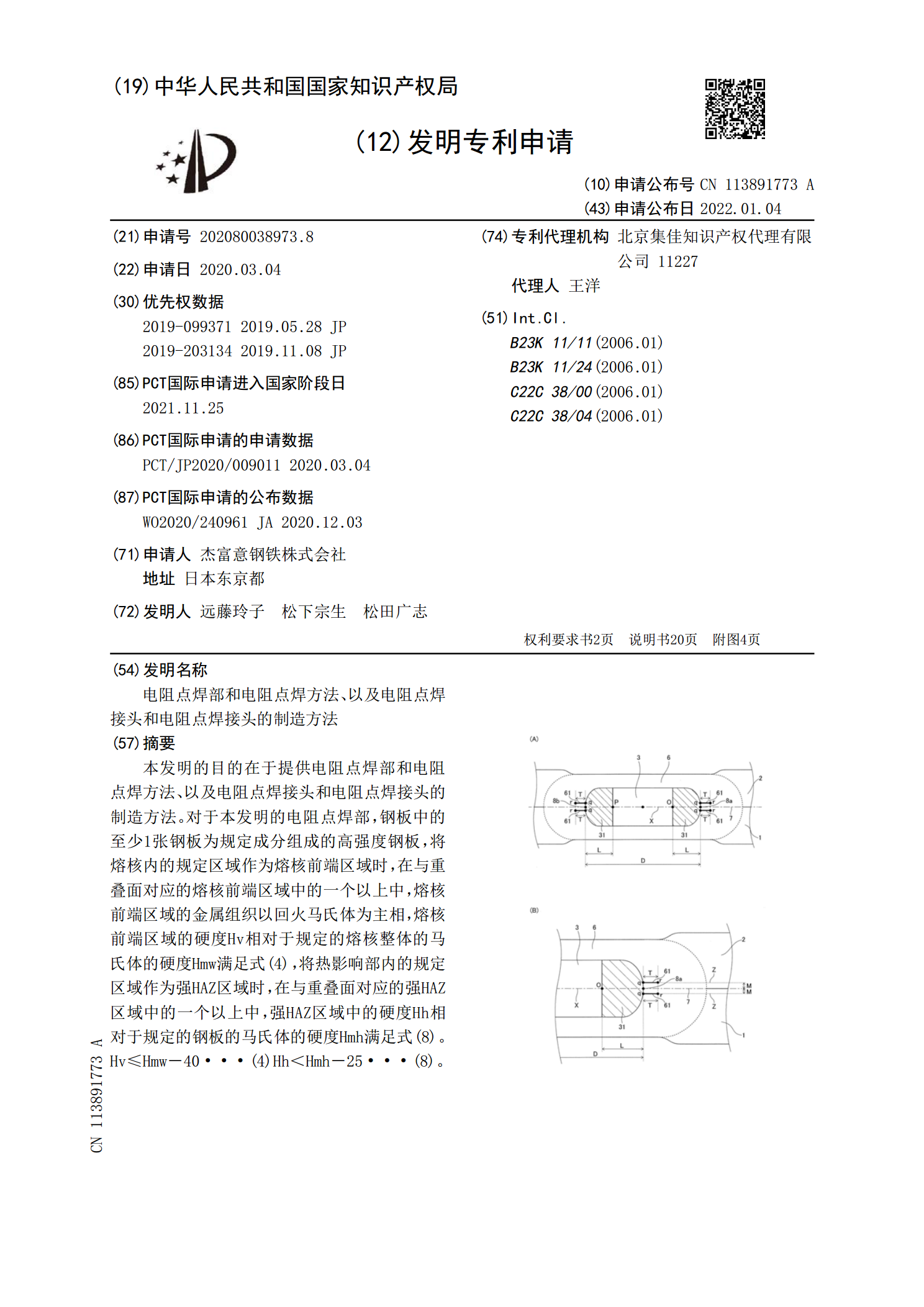
本发明的目的在于提供电阻点焊部和电阻点焊方法、以及电阻点焊接头和电阻点焊接头的制造方法。对于本发明的电阻点焊部,钢板中的至少1张钢板为规定成分组成的高强度钢板,将熔核内的规定区域作为熔核前端区域时,在与重叠面对应的熔核前端区域中的一个以上中,熔核前端区域的金属组织以回火马氏体为主相,熔核前端区域的硬度Hv相对于规定的熔核整体的马氏体的硬度Hmw满足式(4),将热影响部内的规定区域作为强HAZ区域时,在与重叠面对应的强HAZ区域中的一个以上中,强HAZ区域中的硬度Hh相对于规定的钢板的马氏体的硬度Hmh满足

电阻点焊方法和焊接构件的制造方法.pdf
正式通电具有两个阶段以上的加压力步骤,并且针对该正式通电的第1加压力步骤的加压力F<base:Sub>1</base:Sub>和第2加压力步骤的加压力F<base:Sub>2</base:Sub>,满足F<base:Sub>1</base:Sub><F<base:Sub>2</base:Sub>的关系,另外,将正式通电的从第1加压力步骤向第2加压力步骤的加压力切换时刻T<base:Sub>f</base:Sub>设定为满足规定的关系式。

轿车车身电阻点焊接头质量评判方法的研究.docx
轿车车身电阻点焊接头质量评判方法的研究论文题目:轿车车身电阻点焊接头质量评判方法的研究摘要:随着工业化和城市化的加速发展,汽车已成为人们生活中不可或缺的一部分。轿车车身的电阻点焊接头是决定车身结构强度和安全性的关键组成部分之一。为了确保车身电阻点焊接头的质量,本论文从评判方法的角度进行研究。首先,介绍了电阻点焊接头的定义和重要性。然后,分析了评判车身电阻点焊接头质量的一些常见方法。最后,综合考虑各种因素,提出一种全面评判车身电阻点焊接头质量的综合方法。第一章:引言1.1背景1.2目的和意义第二章:电阻点焊
一种电阻点焊方法.pdf
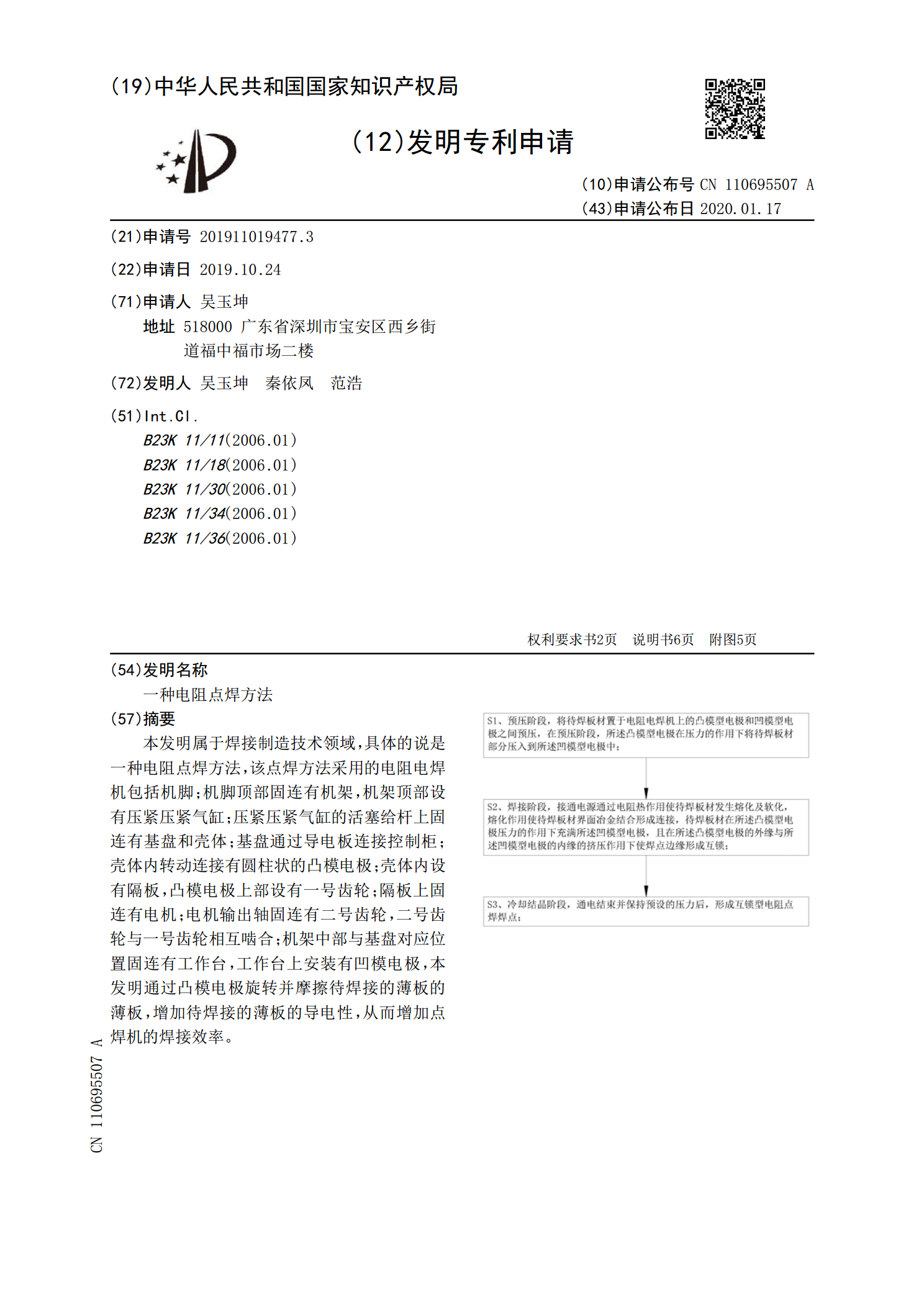
本发明属于焊接制造技术领域,具体的说是一种电阻点焊方法,该点焊方法采用的电阻电焊机包括机脚;机脚顶部固连有机架,机架顶部设有压紧压紧气缸;压紧压紧气缸的活塞给杆上固连有基盘和壳体;基盘通过导电板连接控制柜;壳体内转动连接有圆柱状的凸模电极;壳体内设有隔板,凸模电极上部设有一号齿轮;隔板上固连有电机;电机输出轴固连有二号齿轮,二号齿轮与一号齿轮相互啮合;机架中部与基盘对应位置固连有工作台,工作台上安装有凹模电极,本发明通过凸模电极旋转并摩擦待焊接的薄板的薄板,增加待焊接的薄板的导电性,从而增加点焊机的焊接效