
减少板坯连铸尾坯精整量和提高坯尾温度的封顶方法.pdf

一条****丹淑


1/9
2/9
3/9

4/9

5/9

6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

减少板坯连铸尾坯精整量和提高坯尾温度的封顶方法.pdf
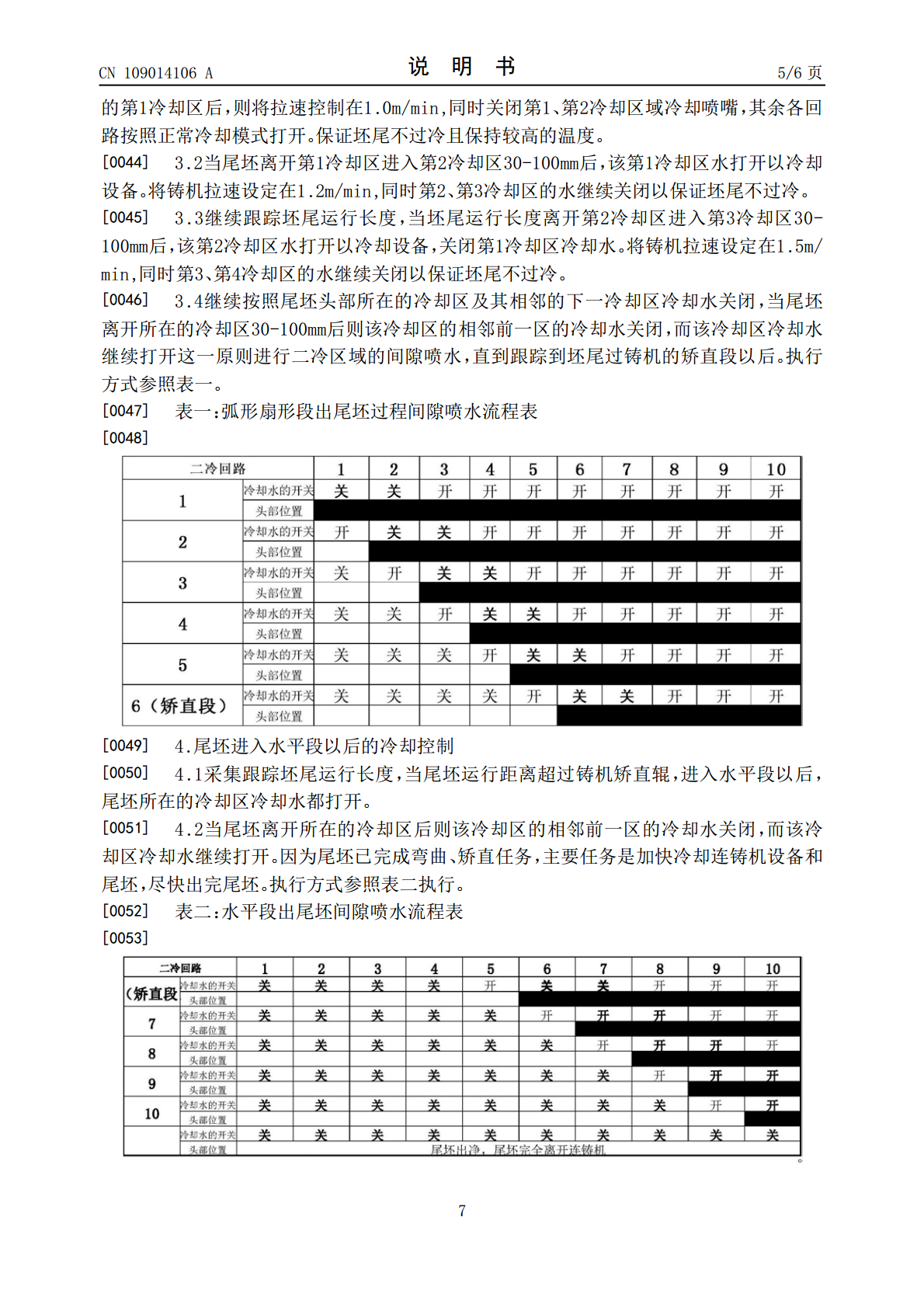
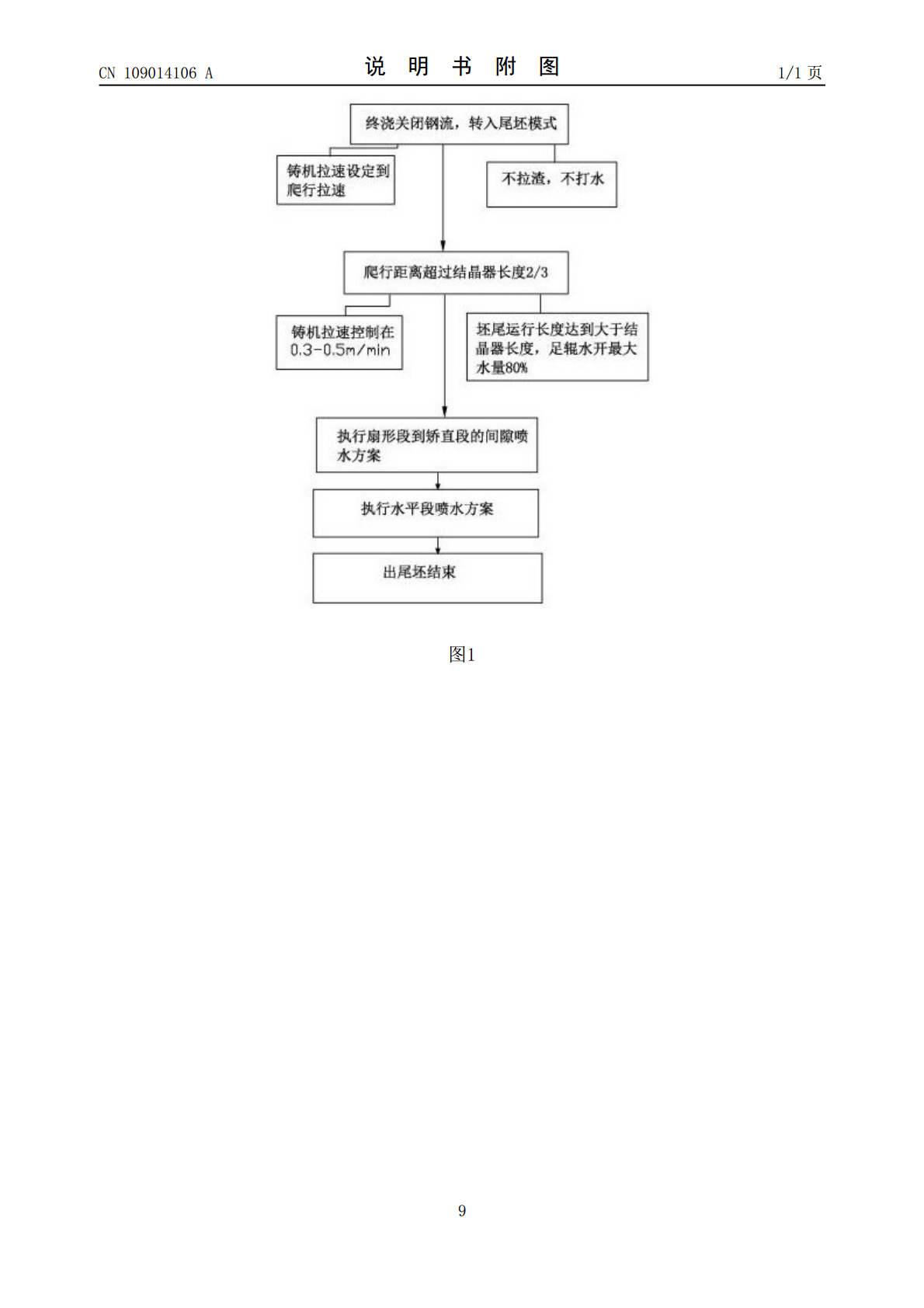
本发明涉及一种减少板坯连铸尾坯精整量和提高坯尾温度的封顶方法,所述方法如下:1)按照正常的终浇降速曲线后,在终浇关闭钢流,转尾坯方式的同时,将连铸机拉速设定到爬行拉速,跟踪其爬行速度距离,爬行速度运行区间长度为结晶器长度的2/3;2)当尾坯爬行速度运行距离超过结晶器长度的2/3后,将铸机拉速控制在0.3‑0.5m/min的低拉速运行,跟踪其运行长度,当坯尾运行长度大于结晶器长度后,则将结晶器足辊水量按照最大水量的80%打开,目的在于强冷坯尾头部,确保封顶不发生冒涨事故;3)铸机弧形扇形段的尾坯冷却;4)尾

连铸末期尾坯拉速的优化.docx
连铸末期尾坯拉速的优化随着现代工业的发展,钢铁产业也得到了蓬勃的发展。其中一项重要的工艺就是连铸技术。连铸技术是生产钢材的关键工艺之一,连铸末期尾坯拉速的优化对于钢材生产的成本、质量和产量具有重要影响。本文将从连铸末期尾坯拉速的概念、现状、影响因素以及优化措施等方面进行探讨。一、连铸末期尾坯拉速的概念连铸末期尾坯拉速是指由连铸机定基臂与牵引机构拉扯下来的宽度为400~800毫米的中厚板和板坯。其作用是拉伸坯料,使坯料长度变长、加强坯料结构、改善内部质量和减轻切割工作时的应力等。尾坯拉速在连铸生产中起着关键
一种减少超宽板坯连铸铸坯纵裂的方法.pdf
本发明公开了一种减少超宽板坯连铸铸坯纵裂的方法,包括以下步骤:优化保护渣碱度、粘度、软化点、保温性参数;由于3250连铸机断面过大,铜板容易变形,生产之前测量结晶器弯月面铜板不平度,不平度要求控制在0.15mm/m长度内;浸入式水口插入深度控制在120‑180mm,并采用自动变渣线功能,最优的自动变渣线频率10分钟一次;中间包钢水温度过热度控制到20—40℃,中间包高液位浇注;使用自动加渣机器人保证保护渣加入的均匀性,浸入式水口内外弧两侧,要及时人工补渣;每2炉计算渣耗,发现渣耗低于0.4Kg/吨钢时,及
连铸板坯连坯检测装置及检测方法.pdf
本发明提供一种连铸板坯连坯检测装置及检测方法。本发明包括安装支架,所述的安装支架下部安装伸缩杆,所述的伸缩杆下部通过链条连接重锤,所述的重锤通过电缆连接继电器,所述的继电器连接延时继电器,所述的延时继电器连接切割机的PLC控制系统。本发明能够准确判断连坯,便于出现连坯时及时处理,避免连坯引起辊道及电机的损坏及喷印乱码等问题,提高板坯生产质量。

一种防止连铸坯尾坯冒涨的插件装置及其使用方法.pdf
本发明公开了一种防止连铸坯尾坯冒涨的插件装置及其使用方法,插件装置,由两个插件及四个起落架连接杆机构组成;两个插件包含左侧插件及右侧插件,分别通过各自的两个起落架连接杆机构安装在中间包小车升降支撑架上;左侧插件及右侧插件的结构相同,统称为插件,每个插件的顶部焊接固定两个安装环;四个起落架连接杆机构的结构相同,分别与所述两个插件上的四个安装环一一对应连接;每个起落架连接杆机构由插件连接杆,推力油缸,固定框架及油缸连接杆组成,相互之间采用铰链结构连接;固定框架是用螺栓固定在中间包升降小车支撑架上。本发明防止冒