
屈服强度390MPa级焊管用热轧钢板及其制造方法.pdf

一只****懿呀

1/8

2/8
3/8

4/8

5/8

6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
屈服强度390MPa级焊管用热轧钢板及其制造方法.pdf
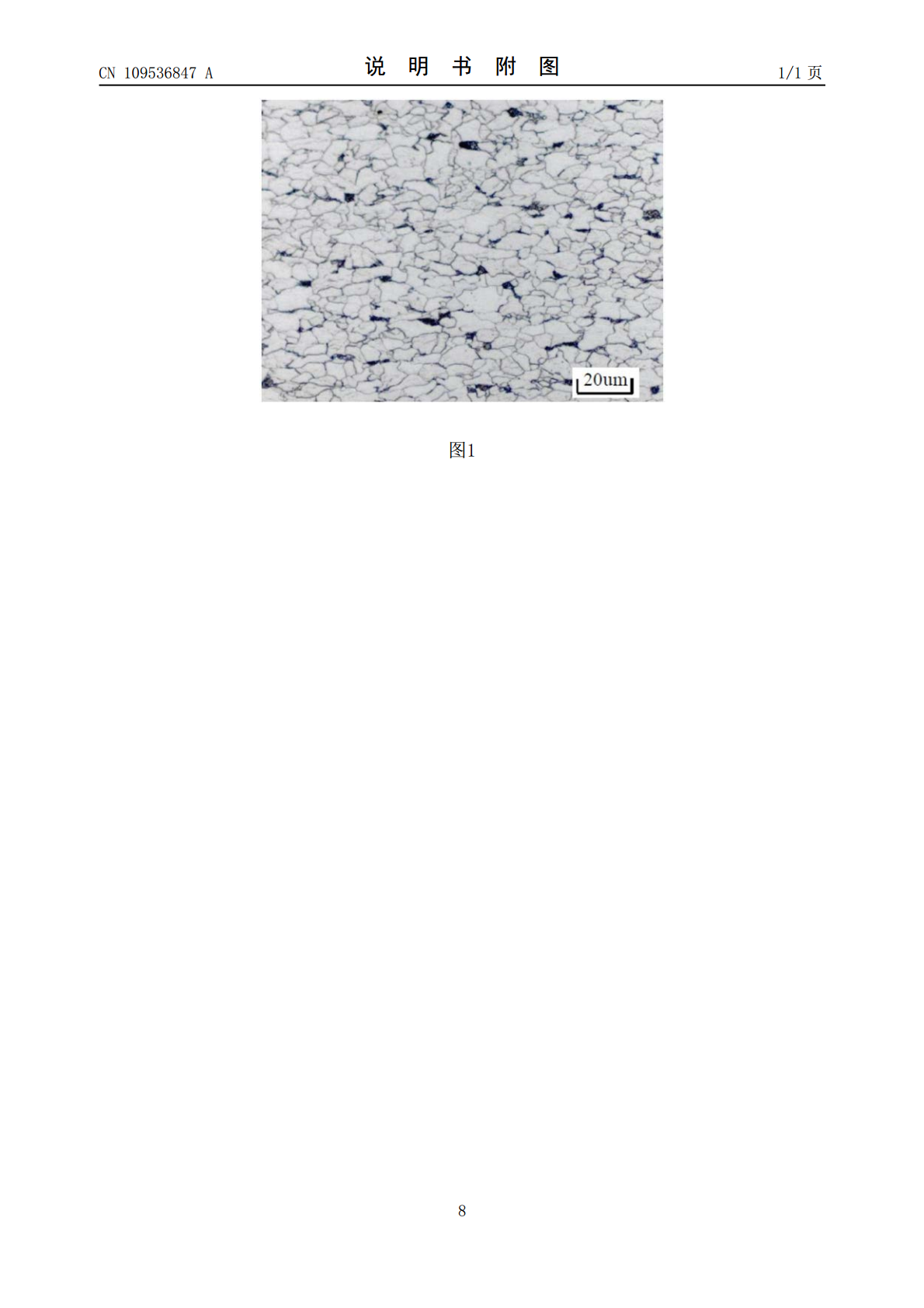
本发明涉及屈服强度390MPa级焊管用热轧钢板及其制造方法,主要解决现有屈服强度390MPa级纵剖焊管用热轧钢板冲击韧性低、制造成本高的技术问题。本发明屈服强度390MPa级焊管用热轧钢板,其化学成分重量百分比为:C:0.05~0.07%,Si:0.08‑0.15%,Mn:0.80~0.90%,P≤0.015%,S≤0.004%,N≤0.0060%,Al:0.010~0.040%,Ti:0.01~0.02%,Nb:0.035~0.045%,余量为铁和不可避免夹杂。厚度为6.0~13.0mm的热轧钢板横向‑

屈服强度400MPa级精密焊管用钢板及其制造方法.pdf
本发明涉及屈服强度400MPa级精密焊管用钢板及其制造方法,主要解决屈服强度400MPa级精密焊管用热轧钢板工业化生产的技术问题。本发明提供的屈服强度400MPa级精密焊管用热轧钢板,其化学成分重量百分比为:C:0.20~0.30%,Si≤0.10%,Mn:1.0~1.40%,P≤0.02%,S≤0.01%,N≤0.0060%,Al:0.015~0.060%,Ti:0.01~0.03%,余量为铁和不可避免夹杂。热轧钢板的屈服强度为440~550MPa,抗拉强度为550~650MPa,断后伸长率A为25~3

一种屈服强度390MPa级正火钢板及其制造方法.pdf
本发明涉及一种屈服强度390MPa级正火钢板及其制造方法,其化学成分按重量百分比为:C:0.12~0.18%、Si:0.35~0.55、Mn:1.4~1.6%、P≤0.020%、S≤0.005%、Als:0.015~0.035%、Nb:0.025~0.040%、V:0.06~0.10%、Ti:0.015~0.030%、N:0.004~0.008%,余量为Fe及不可避免的夹杂,碳当量[Ceq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15]≤0.47%。其制造包括如下步骤:钢坯加热温度1150~

屈服强度为345~390MPa高韧性钢板的制造方法.pdf
本发明涉及一种屈服强度为345~390MPa高韧性钢板的制造方法。高炉铁水脱硫,采用氧气顶底复吹转炉冶炼成钢水,采用SiFe、MnFe合金进行脱氧,并进行合金化;采用TiFe合金终脱氧,保持氧含量为10PPm~40PPm,通氩气连铸,铸坯堆垛缓冷;铸坯1130℃~1250℃加热,采用奥氏体再结晶轧制,控制开轧、终轧温度、中间坯厚度、奥氏体未再结晶区开轧、终轧温度、轧制厚度。轧后用ACC工艺控冷,控制冷却速度、上下水比、钢板返红温度,钢板用正火+加速冷却工艺。控制正火温度、时间、冷却速度、钢板返红温度。本发
管线用屈服强度360MPa级热轧钢板及其制造方法.pdf
本发明公开了管线用屈服强度360MPa级热轧钢板及其制造方法,主要解决现有管线用屈服强度360MPa级热轧钢板的生产成本高、冲击韧性差及落锤撕裂试验断口剪切面积平均值性能低的技术问题。本发明管线用屈服强度360MPa级热轧钢板,其化学成分重量百分比为:C:0.03‑0.07%,Si:0.10‑0.20%,Mn:1.20‑1.30%,P≤0.020%,S≤0.010%,Nb:0.025‑0.035%,Ti:0.013‑0.023%,Ca:0.0015‑0.0040%,N≤0.006%,余量为铁和不可避免夹杂