
一种车用一体式限位安装螺栓及其制造方法.pdf

一条****发啊


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种车用一体式限位安装螺栓及其制造方法.pdf
本发明公开了一种车用一体式限位安装螺栓及其制造方法,涉及安装螺栓设计及其制造方法技术领域,为解决在塑料材料部件的设计中,安装孔内增加金属衬套来解决紧固安装变形问题;无形的增加产品的设计数量,大幅增加制造成本,影响生产线的安装效率的问题。所述车身的上方设置有加强筋,所述螺栓法兰头体的下方设置有支架体,所述支架体的下方设置有螺纹体,所述支架体的下端设置有限位环,所述螺纹体的下端设置有圆弧倒角。所述限位环的外径与加强筋过渡配合,所述限位环高度小于等于限位环外径的四分之一。所述支架体高度等于小于加强筋的高度。所述
一种螺栓及其制造方法.pdf
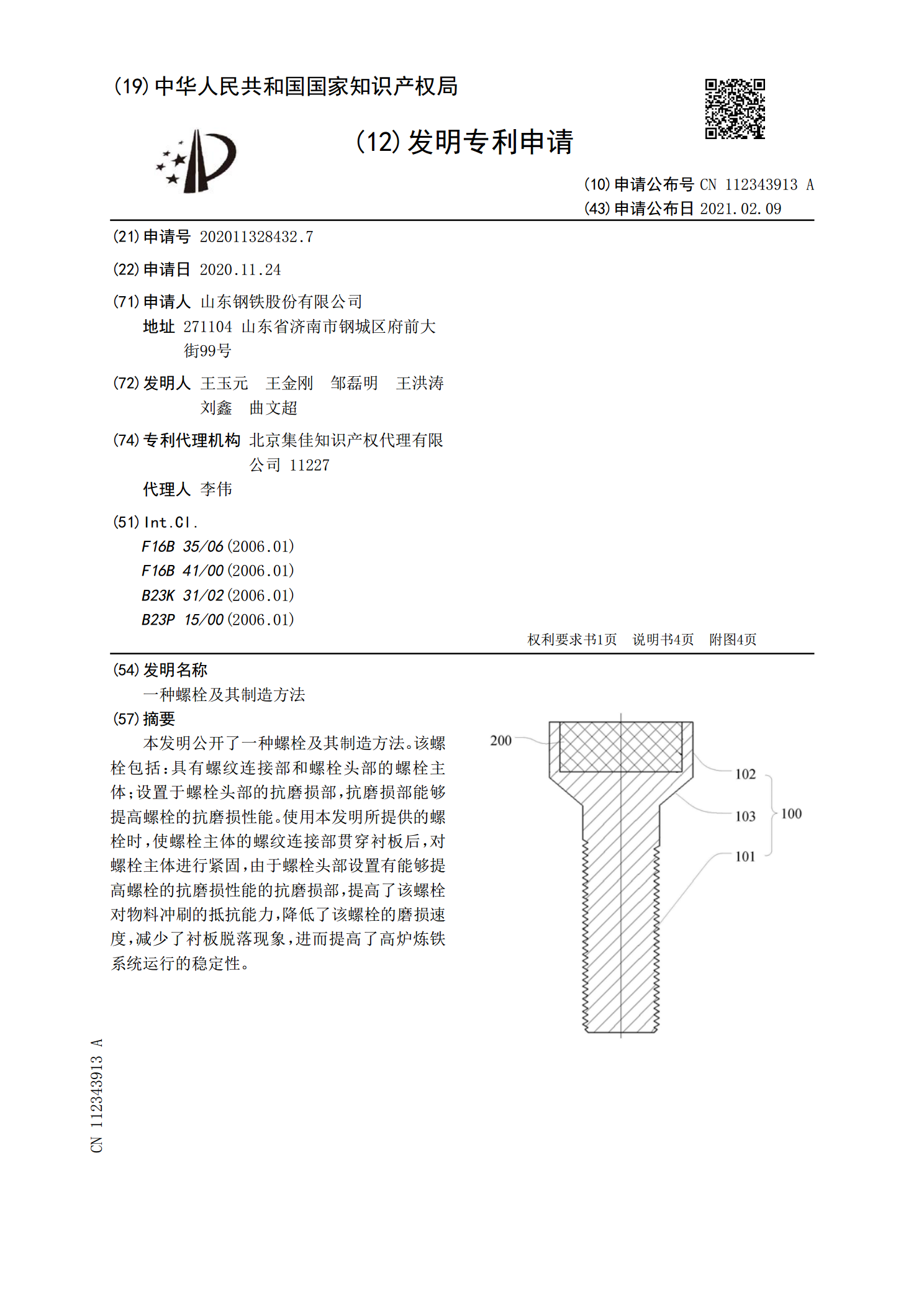
本发明公开了一种螺栓及其制造方法。该螺栓包括:具有螺纹连接部和螺栓头部的螺栓主体;设置于螺栓头部的抗磨损部,抗磨损部能够提高螺栓的抗磨损性能。使用本发明所提供的螺栓时,使螺栓主体的螺纹连接部贯穿衬板后,对螺栓主体进行紧固,由于螺栓头部设置有能够提高螺栓的抗磨损性能的抗磨损部,提高了该螺栓对物料冲刷的抵抗能力,降低了该螺栓的磨损速度,减少了衬板脱落现象,进而提高了高炉炼铁系统运行的稳定性。

一种6系铝合金制车用螺栓制造方法.pdf
本发明提供一种6系铝合金制车用螺栓制造方法,属于标准件生产领域。该方法选用铝合金6082原材料,通过对线材的多次拉拔和软化热处理,可消除材料内部缺陷,增强线材抗拉强度。在制成规定线径的线材表面制备润滑涂层以及预热处理,可获得表面光洁的铝合金挤压坯料,同时也能降低模具损耗,延长模具使用寿命。使用连续热处理炉,采用T6热处理工艺,固溶处理温度500?560℃,固溶时间2?4小时,水淬温度不高于50℃,延时时间不超过5小时,人工时效温度150?180℃,人工时效时间2?10小时,可获得布氏硬度不低于90HBW,

限位开关及其制造方法.pdf
本发明提供一种头部的组装作业容易,生产率高的限位开关及其制造方法。因此,限位开关将转动轴(61)经由圆筒状轴承部(60)可转动地插入到设于形成壳体(10)的一部分的箱体(53)的侧面的组装孔(55),在转动轴(61)的前端部设置凸轮组件(62、63、64),另一方面,在另一端部设置操作杆(69),通过箱体(53)内部具备的凸轮组件(62、63、64)将操作杆(69)的转动动作变换为上下方向的动作,对收纳、固定于壳体(10)内的开关主体(20)的触点进行开闭,其中,凸轮组件(62、63、64)的外径比组装孔

一种耐腐蚀铁路螺栓和道钉用钢及其制造方法.pdf
本发明公开了一种耐腐蚀铁路螺栓和道钉用钢及其制造方法,钢的成分组成及质量百分含量:C:0.05~0.10%,Si:0.10~0.15%,Mn:0.10~0.50%,P:0.030~0.045%,S≤0.010%,Cr:0.15~1.00%,Ni:0.10~0.45%,Cu:0.15~0.35%,V:0.04~0.10%,Mo:0.10~0.40%,N:0.010~0.015%,Al≥0.020%,余量为Fe和不可避免的杂质;制造方法包括转炉冶炼、LF精炼、VD真空处理、连铸、缓冷、加热和轧制、探伤工序。本