
一种精密冲压汽车安全带卡扣用冷轧钢板及其制造方法.pdf

猫巷****婉慧

1/9

2/9

3/9
4/9
5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种精密冲压汽车安全带卡扣用冷轧钢板及其制造方法.pdf
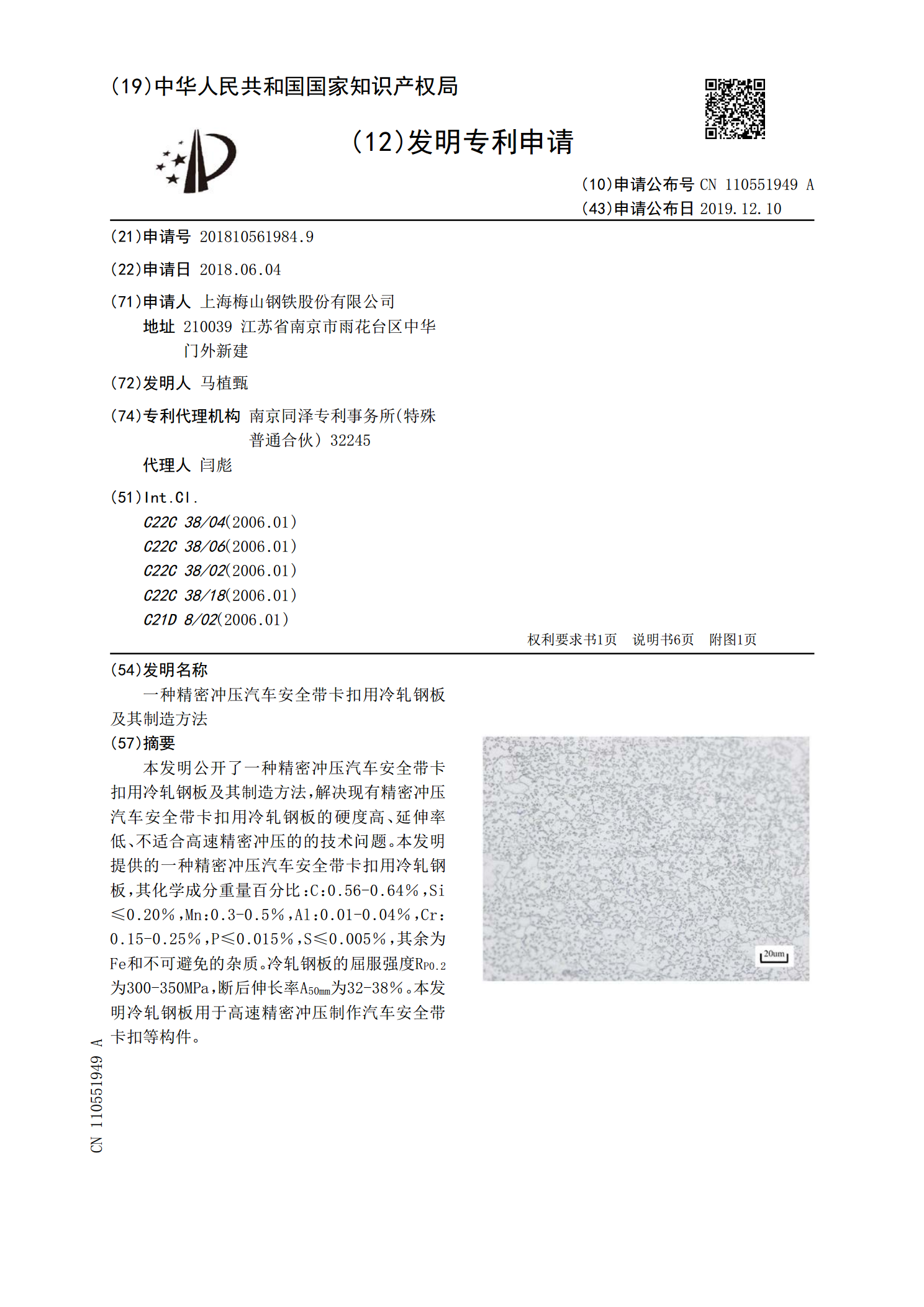
本发明公开了一种精密冲压汽车安全带卡扣用冷轧钢板及其制造方法,解决现有精密冲压汽车安全带卡扣用冷轧钢板的硬度高、延伸率低、不适合高速精密冲压的的技术问题。本发明提供的一种精密冲压汽车安全带卡扣用冷轧钢板,其化学成分重量百分比:C:0.56‑0.64%,Si≤0.20%,Mn:0.3‑0.5%,Al:0.01‑0.04%,Cr:0.15‑0.25%,P≤0.015%,S≤0.005%,其余为Fe和不可避免的杂质。冷轧钢板的屈服强度R
一种精密冲压用冷轧钢板及其制造方法.pdf
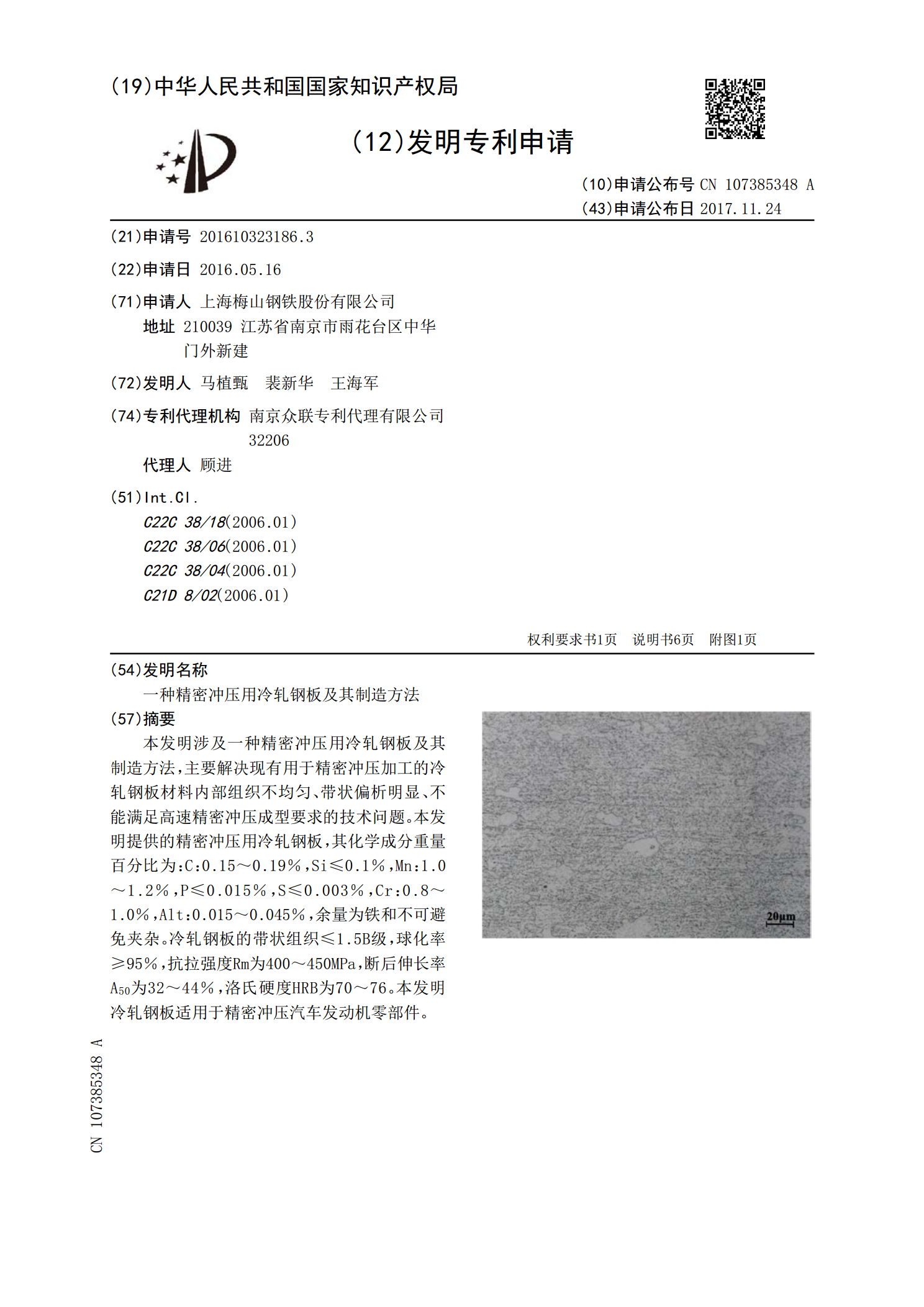
本发明涉及一种精密冲压用冷轧钢板及其制造方法,主要解决现有用于精密冲压加工的冷轧钢板材料内部组织不均匀、带状偏析明显、不能满足高速精密冲压成型要求的技术问题。本发明提供的精密冲压用冷轧钢板,其化学成分重量百分比为:C:0.15~0.19%,Si≤0.1%,Mn:1.0~1.2%,P≤0.015%,S≤0.003%,Cr:0.8~1.0%,Alt:0.015~0.045%,余量为铁和不可避免夹杂。冷轧钢板的带状组织≤1.5B级,球化率≥95%,抗拉强度Rm为400~450MPa,断后伸长率A
一种精密冲压用高球化率的冷轧钢板及其制造方法.pdf
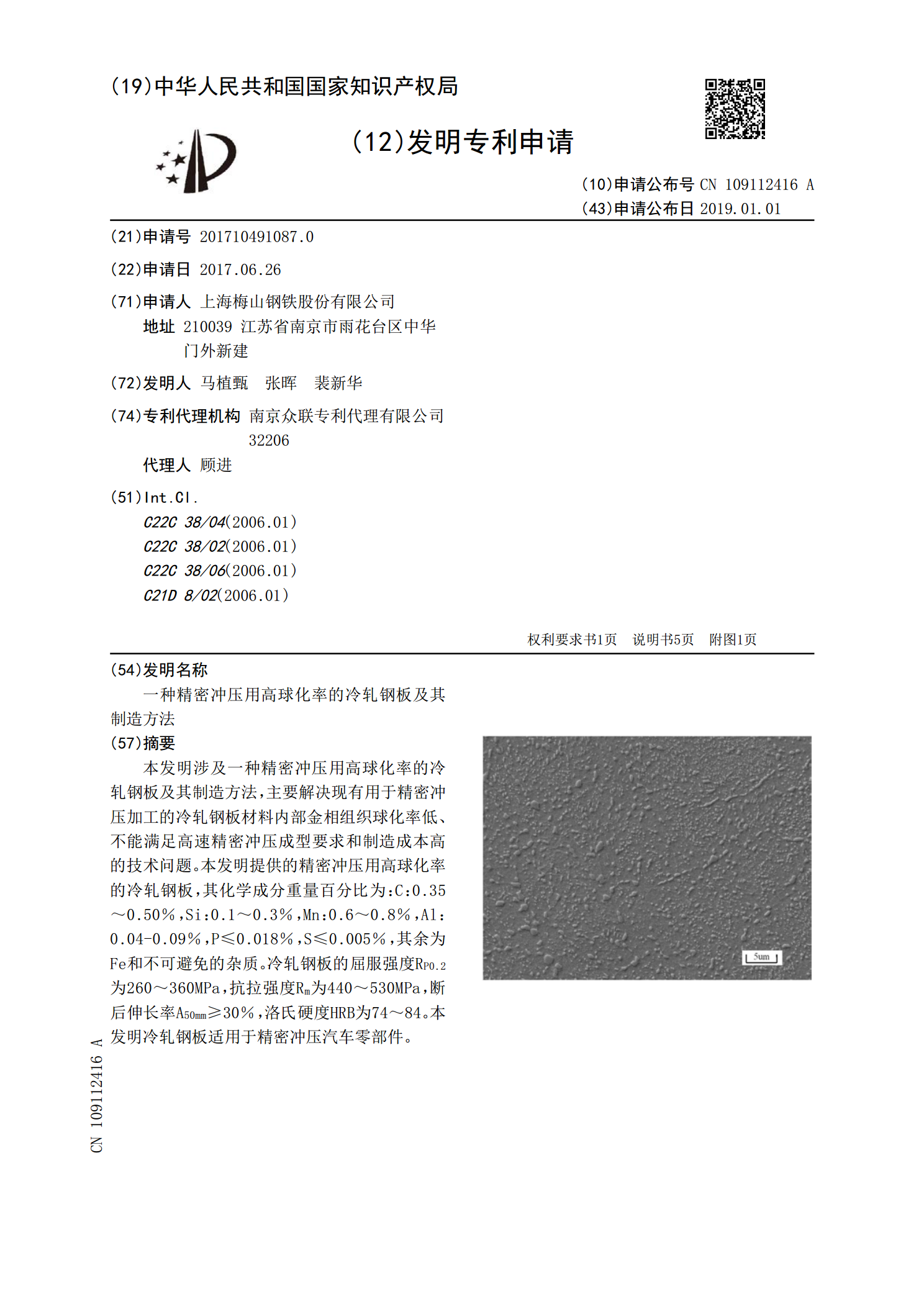
本发明涉及一种精密冲压用高球化率的冷轧钢板及其制造方法,主要解决现有用于精密冲压加工的冷轧钢板材料内部金相组织球化率低、不能满足高速精密冲压成型要求和制造成本高的技术问题。本发明提供的精密冲压用高球化率的冷轧钢板,其化学成分重量百分比为:C:0.35~0.50%,Si:0.1~0.3%,Mn:0.6~0.8%,Al:0.04‑0.09%,P≤0.018%,S≤0.005%,其余为Fe和不可避免的杂质。冷轧钢板的屈服强度R
一种精密冲压高速切割链锯片用冷轧钢板及其制造方法.pdf
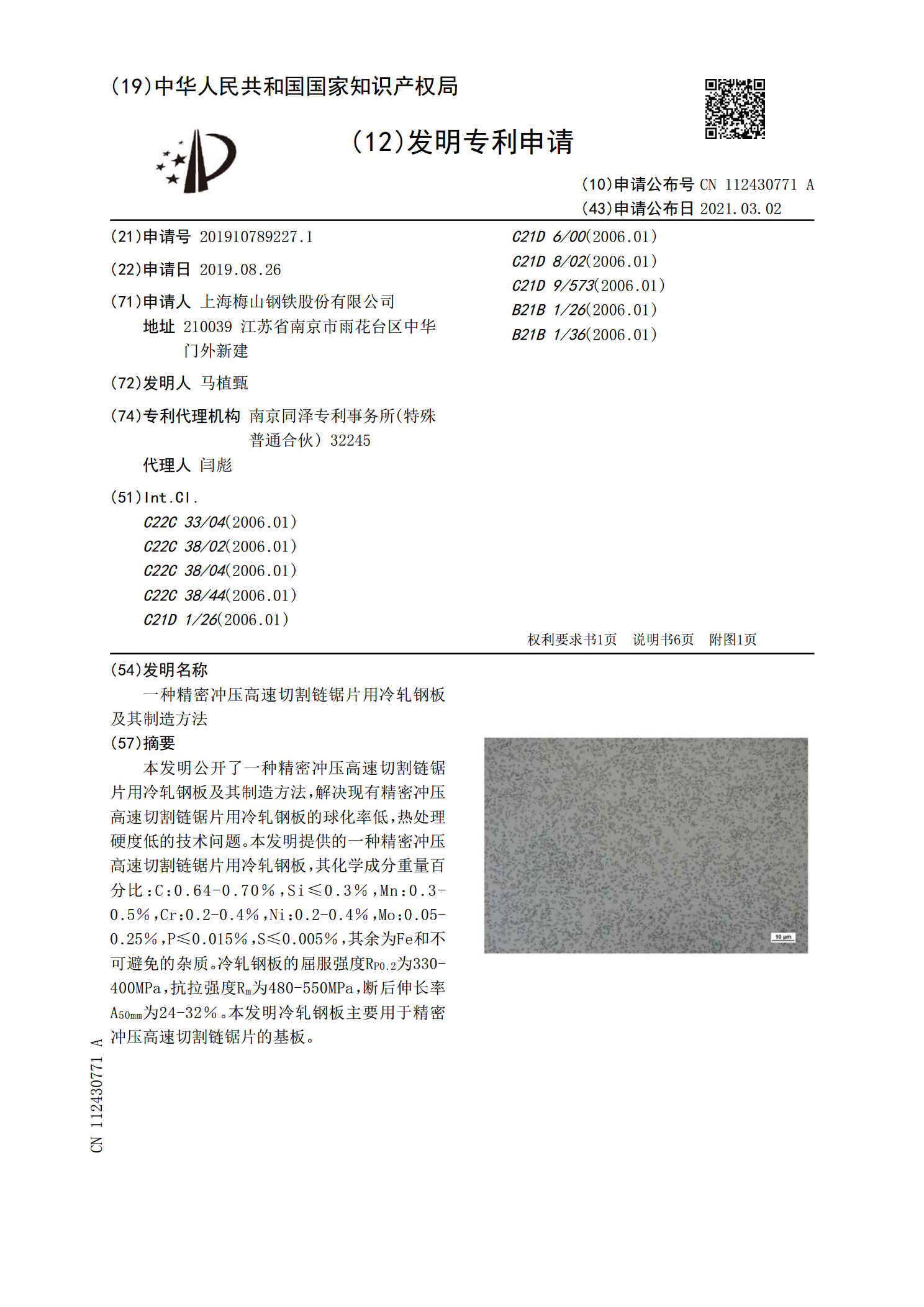
本发明公开了一种精密冲压高速切割链锯片用冷轧钢板及其制造方法,解决现有精密冲压高速切割链锯片用冷轧钢板的球化率低,热处理硬度低的技术问题。本发明提供的一种精密冲压高速切割链锯片用冷轧钢板,其化学成分重量百分比:C:0.64‑0.70%,Si≤0.3%,Mn:0.3‑0.5%,Cr:0.2‑0.4%,Ni:0.2‑0.4%,Mo:0.05‑0.25%,P≤0.015%,S≤0.005%,其余为Fe和不可避免的杂质。冷轧钢板的屈服强度R
精密冲压汽车座椅调节器齿盘用冷轧钢板及其制造方法.pdf
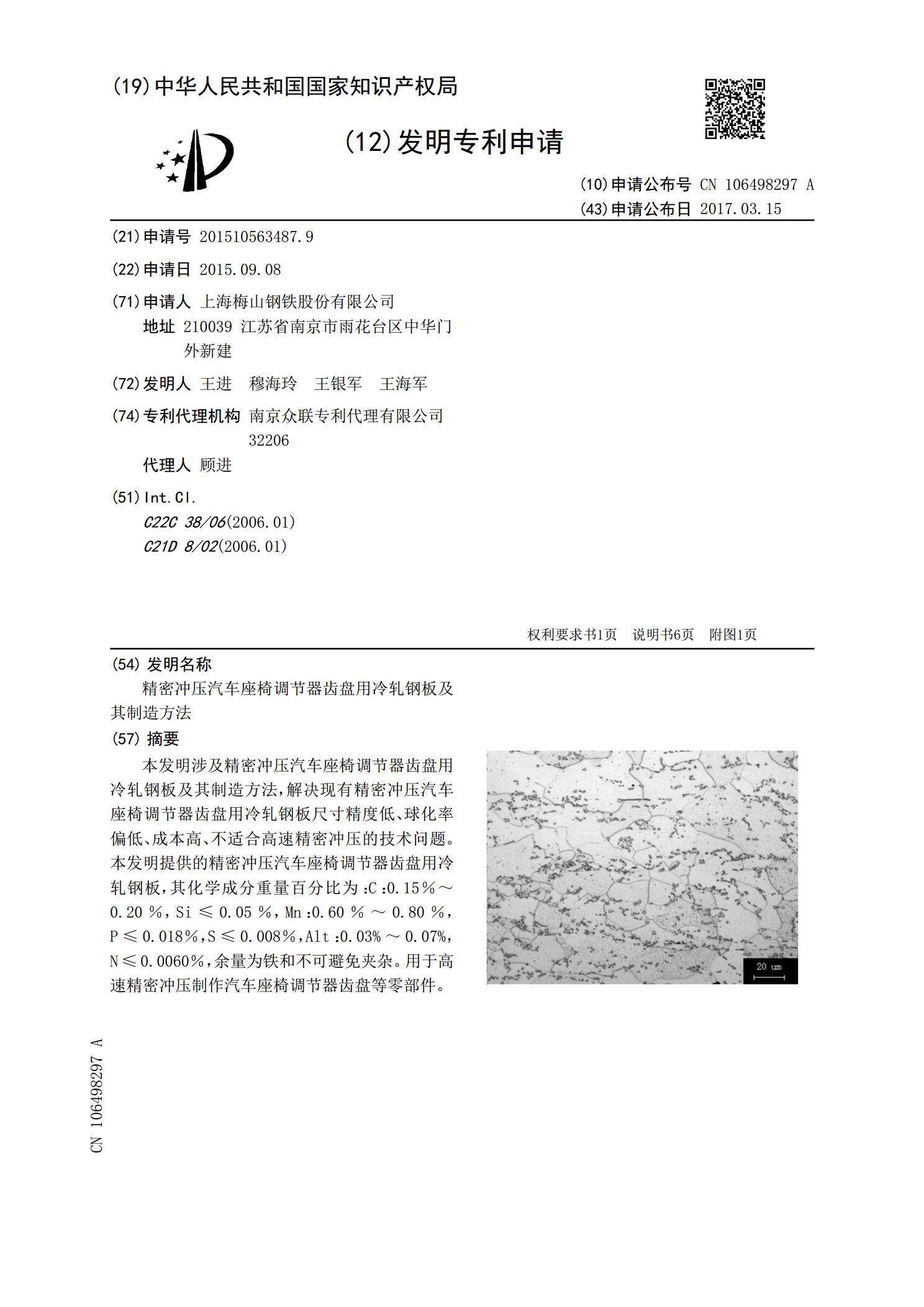
本发明涉及精密冲压汽车座椅调节器齿盘用冷轧钢板及其制造方法,解决现有精密冲压汽车座椅调节器齿盘用冷轧钢板尺寸精度低、球化率偏低、成本高、不适合高速精密冲压的技术问题。本发明提供的精密冲压汽车座椅调节器齿盘用冷轧钢板,其化学成分重量百分比为:C:0.15%~0.20%,Si≤0.05%,Mn:0.60%~0.80%,P≤0.018%,S≤0.008%,Alt:0.03%~0.07%,N≤0.0060%,余量为铁和不可避免夹杂。用于高速精密冲压制作汽车座椅调节器齿盘等零部件。