
一种消除热轧酸洗搪瓷钢板表面氧斑缺陷的轧制方法.pdf

志玉****爱啊

1/7

2/7
3/7
4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种消除热轧酸洗搪瓷钢板表面氧斑缺陷的轧制方法.pdf
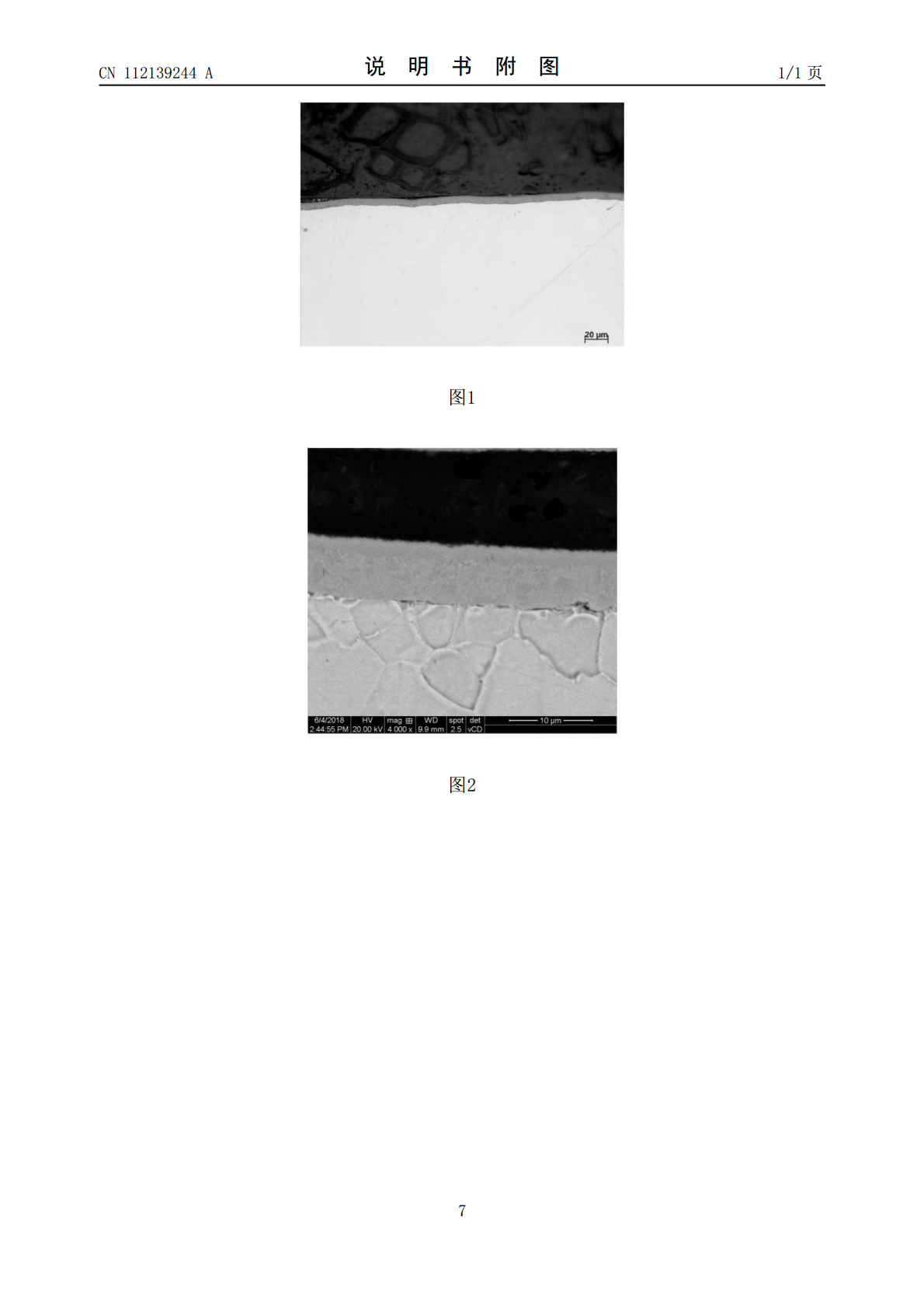
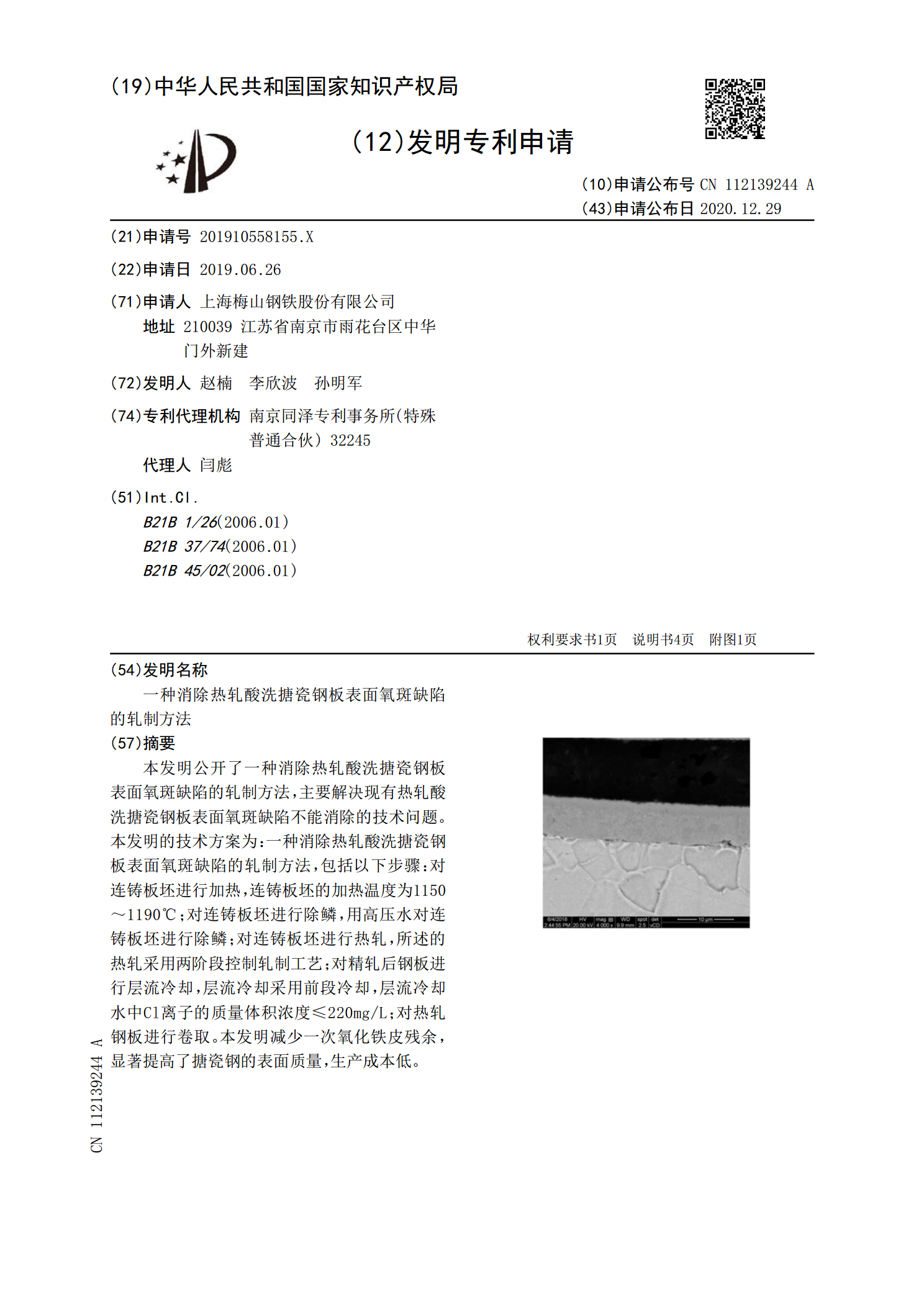
本发明公开了一种消除热轧酸洗搪瓷钢板表面氧斑缺陷的轧制方法,主要解决现有热轧酸洗搪瓷钢板表面氧斑缺陷不能消除的技术问题。本发明的技术方案为:一种消除热轧酸洗搪瓷钢板表面氧斑缺陷的轧制方法,包括以下步骤:对连铸板坯进行加热,连铸板坯的加热温度为1150~1190℃;对连铸板坯进行除鳞,用高压水对连铸板坯进行除鳞;对连铸板坯进行热轧,所述的热轧采用两阶段控制轧制工艺;对精轧后钢板进行层流冷却,层流冷却采用前段冷却,层流冷却水中Cl离子的质量体积浓度≤220mg/L;对热轧钢板进行卷取。本发明减少一次氧化铁皮残

一种消除热轧超低碳钢板酸洗后表面出现黑斑的轧制方法.pdf
本发明公开了一种消除热轧超低碳钢板酸洗后表面出现黑斑的轧制方法,属于金属塑性成型加工领域。本发明轧制方法具体步骤是:(1)在板坯经过连续加热炉加热到1180~1200℃出炉;(2)应用高水压、大水量除鳞,保证把钢坯的表面温度降到1150℃以下;(3)进入粗轧机进行轧制,轧制的相对压下量不能大于经验值;(4)进行轧间高水压、小水量除鳞;(5)重复步骤(3)、(4),直到板坯粗轧的目标厚度;(6)进入精轧。本发明通过采用高压水除鳞技术结合特定的热轧工艺,使得在热轧软钢时不会造成氧化铁皮压入的问题,在酸洗后钢板
消除薄规格热轧酸洗钢表面麻坑缺陷的方法.pdf
本发明公开了一种消除薄规格热轧酸洗钢表面麻坑缺陷的方法,属于轧钢技术领域。它包括如下工艺控制:冶炼;板坯加热:板坯总在炉时间170~220min,加热炉炉温控制为1280~1350℃;热轧粗轧:对于厚度≤2.5mm的热轧酸洗钢,宽度≤1300mm时控制终轧温度为1070~1090℃,宽度>1300mm时控制终轧温度为1090~1110℃;对于厚度>2.5mm的热轧酸洗钢,控制终轧温度为1050~1110℃;热轧精轧:第一机架至第四机架均采用高速钢轧辊,辊面级别在二级以上;层流冷却、卷曲、酸洗及烘干。该方法
一种消除热轧带钢表面色差缺陷的控制轧制方法.pdf
为了解决热轧带钢表面色差缺陷的问题,本发明提供了一种消除带钢表面色差缺陷的控制轧制方法,属于冶金技术领域。该方法为将连铸成形的板坯置于加热炉中进行加热处理,出炉后对板坯进行高压水除鳞,将一次氧化铁皮除净;再将板坯进行3-5道次粗轧,采用奇数道次除鳞;然后将进入精轧机的板坯除磷1次后进行7机架的精轧,并且在第二至第六机架根据带钢厚度和速度要求投入热轧润滑;精轧后的带钢采用前段式层流冷却模式冷却后卷取。应用本发明,可使热轧带钢的氧化铁皮横向均匀性较传统工艺明显提高,氧化铁皮结构更加合理,有效地消除了热轧带钢表

一种消除表面黑钢缺陷的热轧酸洗板及其生产方法.pdf
本发明公开一种消除表面黑钢缺陷的热轧酸洗板及其生产方法,属于热轧酸洗板技术领域。热轧酸洗板化学成分组成及质量百分含量为:C:0.07%~0.095%,Si:0.03%~0.08%,Mn:1.15%~1.28%,P≤0.18%,S≤0.008%,Al:0.02%~0.04%,Nb:0.005%~0.012%,Ti:0.006%~0.016%,As≤0.06%,余量为Fe及不可避免的杂质。生产方法包括热连轧工序和酸洗工序;所述热连轧工序:精轧轧制温度1010~1040℃,终轧温度890~910℃、卷取温度62