
一种消除表面黑钢缺陷的热轧酸洗板及其生产方法.pdf

小长****6淑


1/7
2/7

3/7

4/7

5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种消除表面黑钢缺陷的热轧酸洗板及其生产方法.pdf
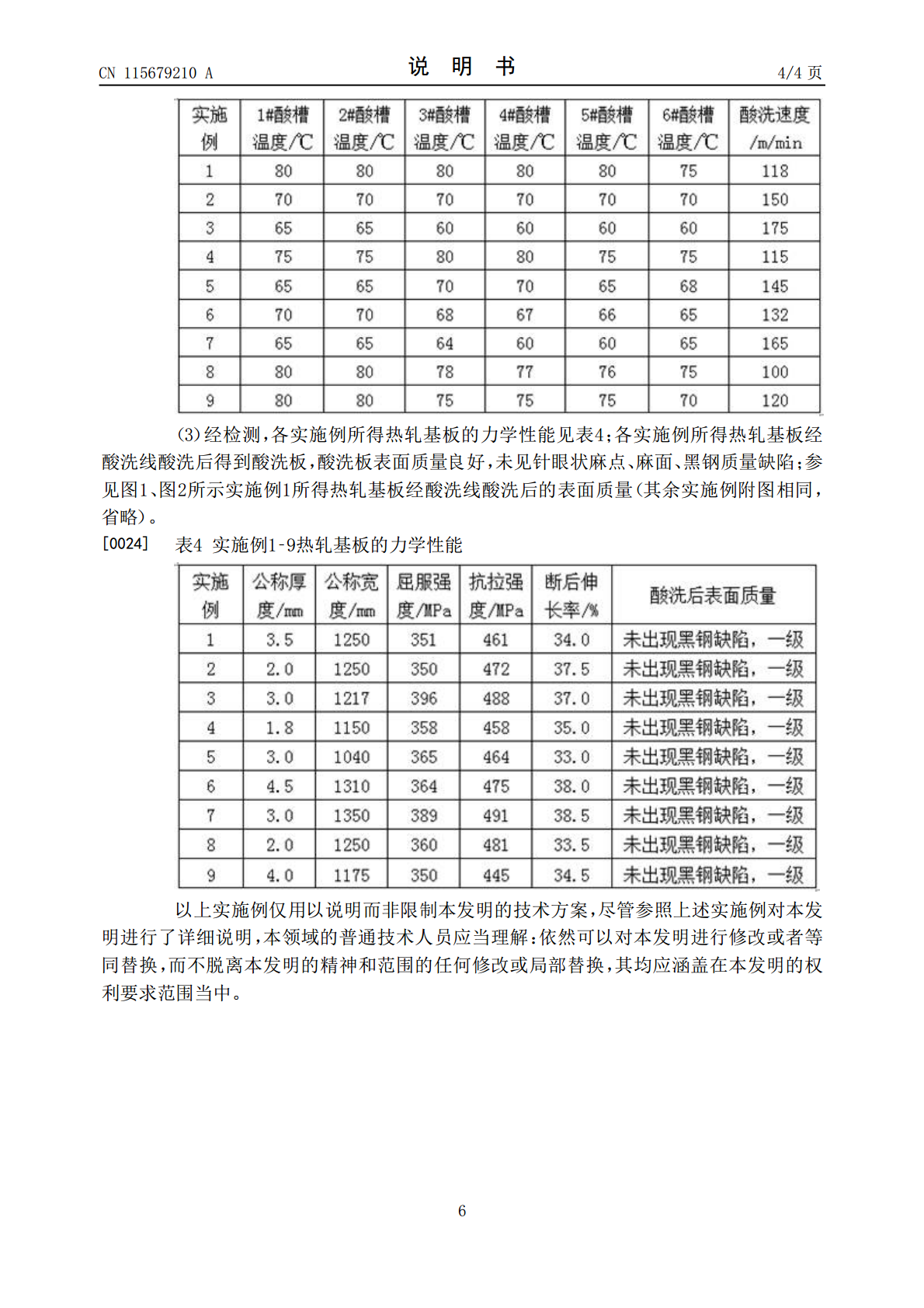
本发明公开一种消除表面黑钢缺陷的热轧酸洗板及其生产方法,属于热轧酸洗板技术领域。热轧酸洗板化学成分组成及质量百分含量为:C:0.07%~0.095%,Si:0.03%~0.08%,Mn:1.15%~1.28%,P≤0.18%,S≤0.008%,Al:0.02%~0.04%,Nb:0.005%~0.012%,Ti:0.006%~0.016%,As≤0.06%,余量为Fe及不可避免的杂质。生产方法包括热连轧工序和酸洗工序;所述热连轧工序:精轧轧制温度1010~1040℃,终轧温度890~910℃、卷取温度62
消除薄规格热轧酸洗钢表面麻坑缺陷的方法.pdf
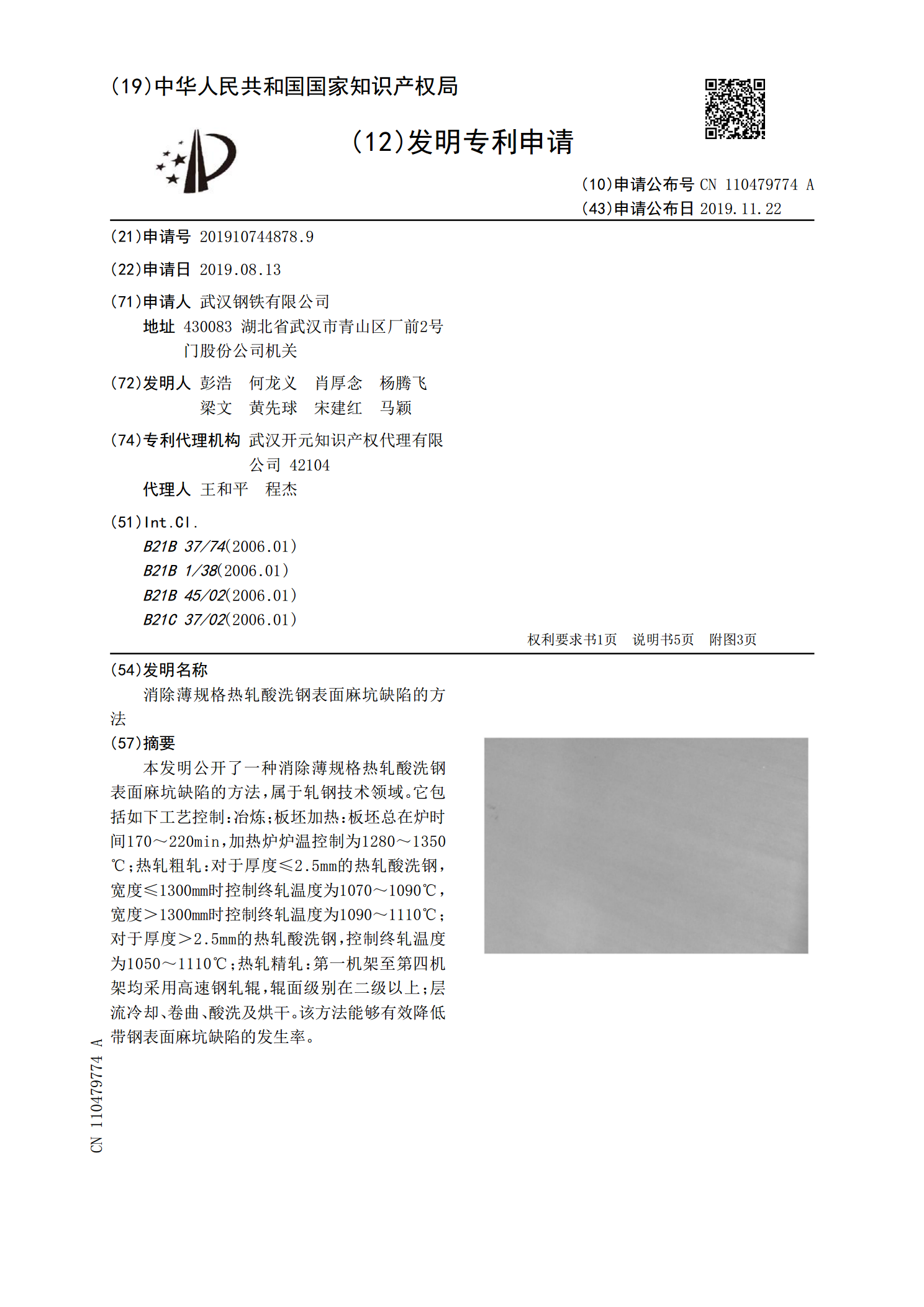
本发明公开了一种消除薄规格热轧酸洗钢表面麻坑缺陷的方法,属于轧钢技术领域。它包括如下工艺控制:冶炼;板坯加热:板坯总在炉时间170~220min,加热炉炉温控制为1280~1350℃;热轧粗轧:对于厚度≤2.5mm的热轧酸洗钢,宽度≤1300mm时控制终轧温度为1070~1090℃,宽度>1300mm时控制终轧温度为1090~1110℃;对于厚度>2.5mm的热轧酸洗钢,控制终轧温度为1050~1110℃;热轧精轧:第一机架至第四机架均采用高速钢轧辊,辊面级别在二级以上;层流冷却、卷曲、酸洗及烘干。该方法

一种能够避免产生酸洗黑钢缺陷的热轧结构钢生产方法.pdf
本发明涉及一种能避免产生酸洗黑钢缺陷的热轧结构钢生产方法。包括转炉冶炼、精炼、连铸、粗轧、精轧、层流冷却、卷曲和酸洗工序;精轧工序中,精轧开轧温度为980~1080℃,终轧温度为830~890℃;精轧过程中,当成品厚度≥4.0mm时精轧6组机架间冷却水全部打开,其中前4组机架冷却水比例为20~50%;当成品厚度<4.0mm时精轧机架间冷却水打开组数≤3组;层流冷却速度≥45℃/s。本发明系统考虑热轧、酸洗工序对产品表面质量的影响,有效避免了热轧结构钢酸洗黑钢缺陷,大幅提升了产品表面质量,而且不涉及产品成分
一种消除热轧酸洗搪瓷钢板表面氧斑缺陷的轧制方法.pdf
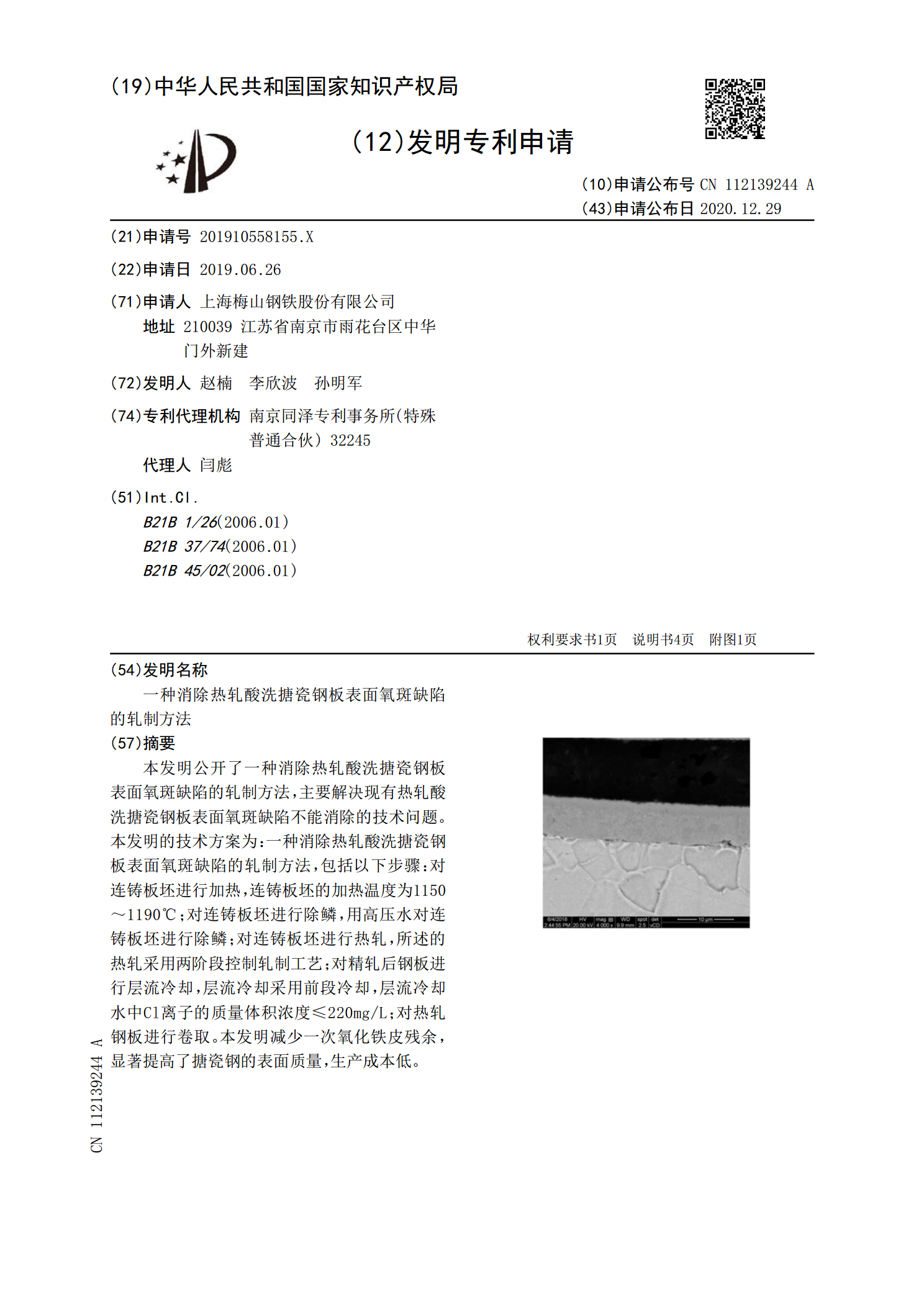
本发明公开了一种消除热轧酸洗搪瓷钢板表面氧斑缺陷的轧制方法,主要解决现有热轧酸洗搪瓷钢板表面氧斑缺陷不能消除的技术问题。本发明的技术方案为:一种消除热轧酸洗搪瓷钢板表面氧斑缺陷的轧制方法,包括以下步骤:对连铸板坯进行加热,连铸板坯的加热温度为1150~1190℃;对连铸板坯进行除鳞,用高压水对连铸板坯进行除鳞;对连铸板坯进行热轧,所述的热轧采用两阶段控制轧制工艺;对精轧后钢板进行层流冷却,层流冷却采用前段冷却,层流冷却水中Cl离子的质量体积浓度≤220mg/L;对热轧钢板进行卷取。本发明减少一次氧化铁皮残
一种防止热轧酸洗钢表面发黑的生产方法.pdf
本发明公开了一种防止热轧酸洗钢表面发黑的生产方法,包括如下工艺控制:冶炼;板坯加热:板坯总在炉时间为170~220min,加热炉炉温控制为1280~1350℃;热轧粗轧:控制终轧温度为1050~1110℃;热轧精轧:第一机架至第四机架均采用高速钢轧辊;层流冷却;卷取:钢卷经层流冷却后在620~680℃温度下卷曲;酸洗:钢卷经连续酸洗槽进行酸洗,酸洗温度为70~85℃,酸洗槽内HCl浓度为80~200g/L,酸洗时钢带带速控制在120~180m/min范围内;烘干。本发明在适当提高热轧酸洗钢高温抗氧化特性基