
一种合金机夹组合拉刀及其制造方法.pdf

fu****级甜


1/9
2/9

3/9
4/9
5/9

6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种合金机夹组合拉刀及其制造方法.pdf
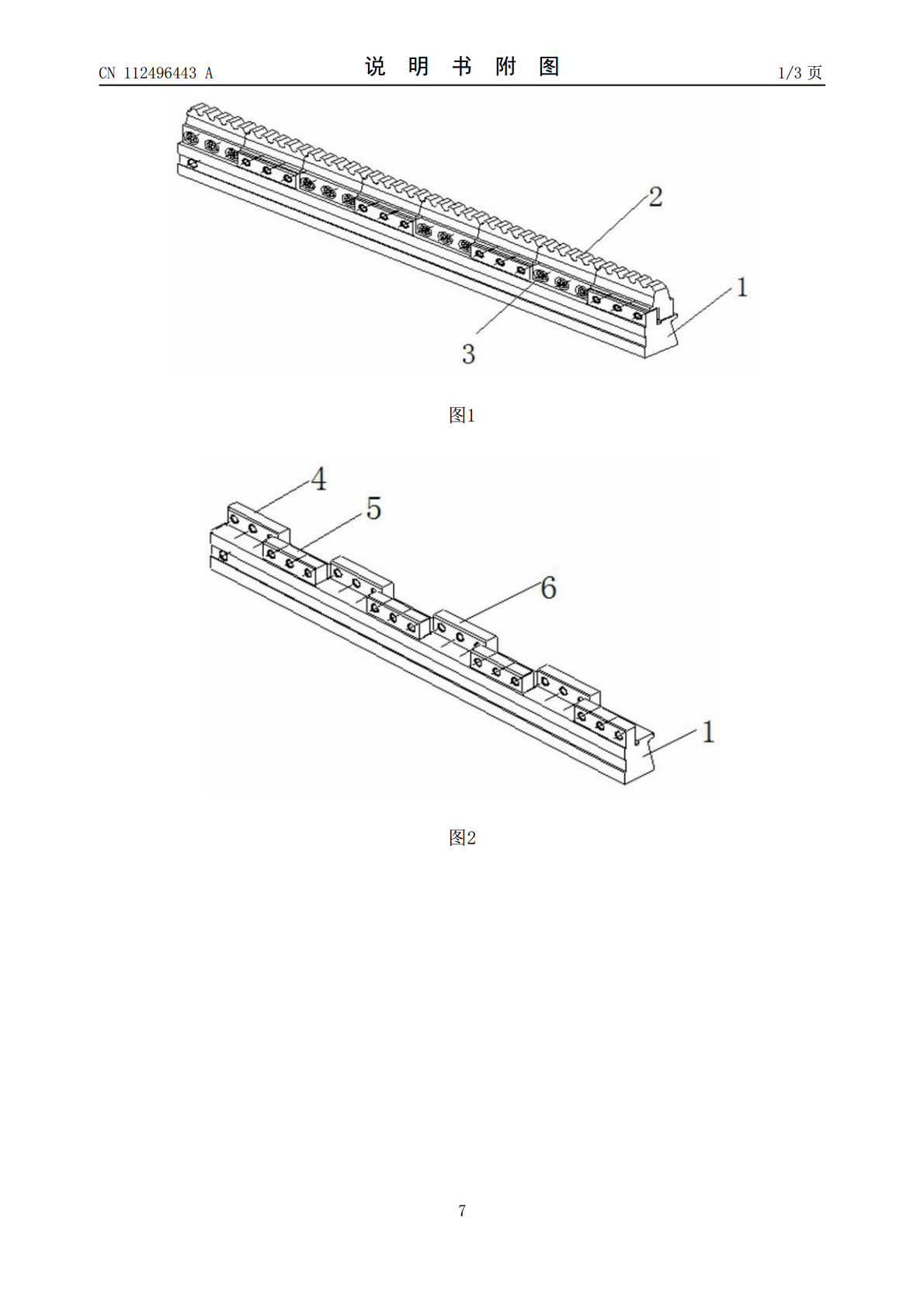
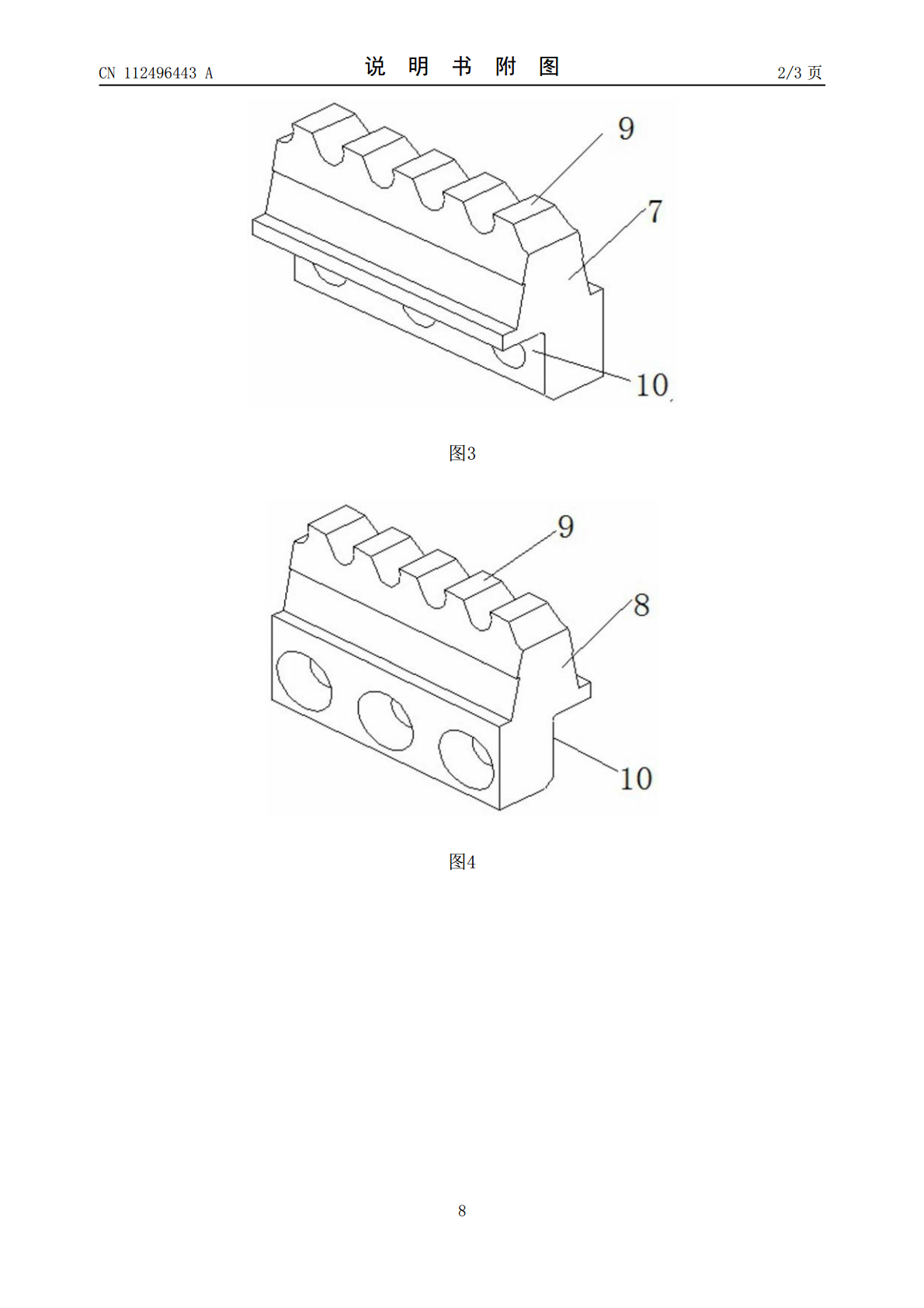
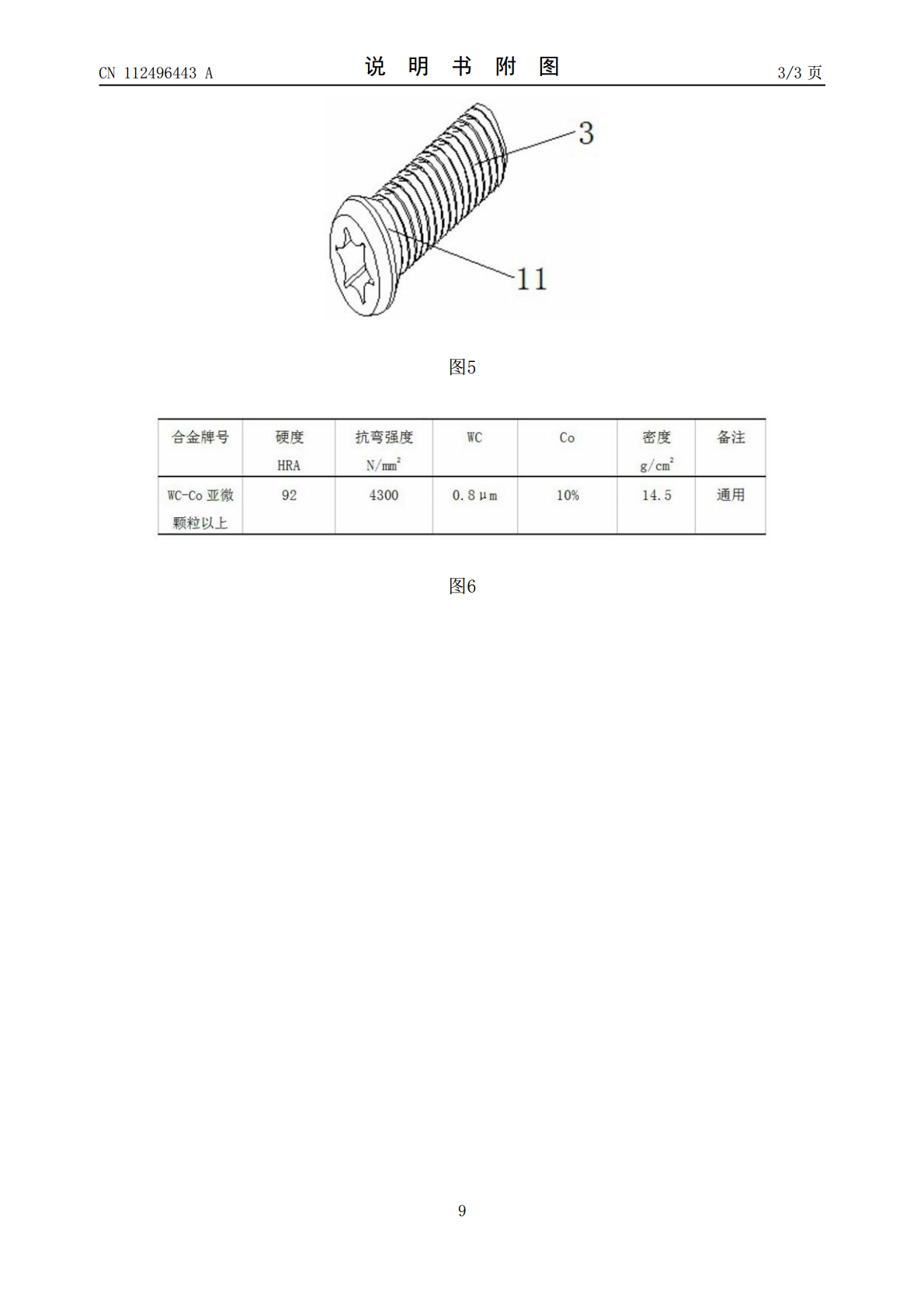
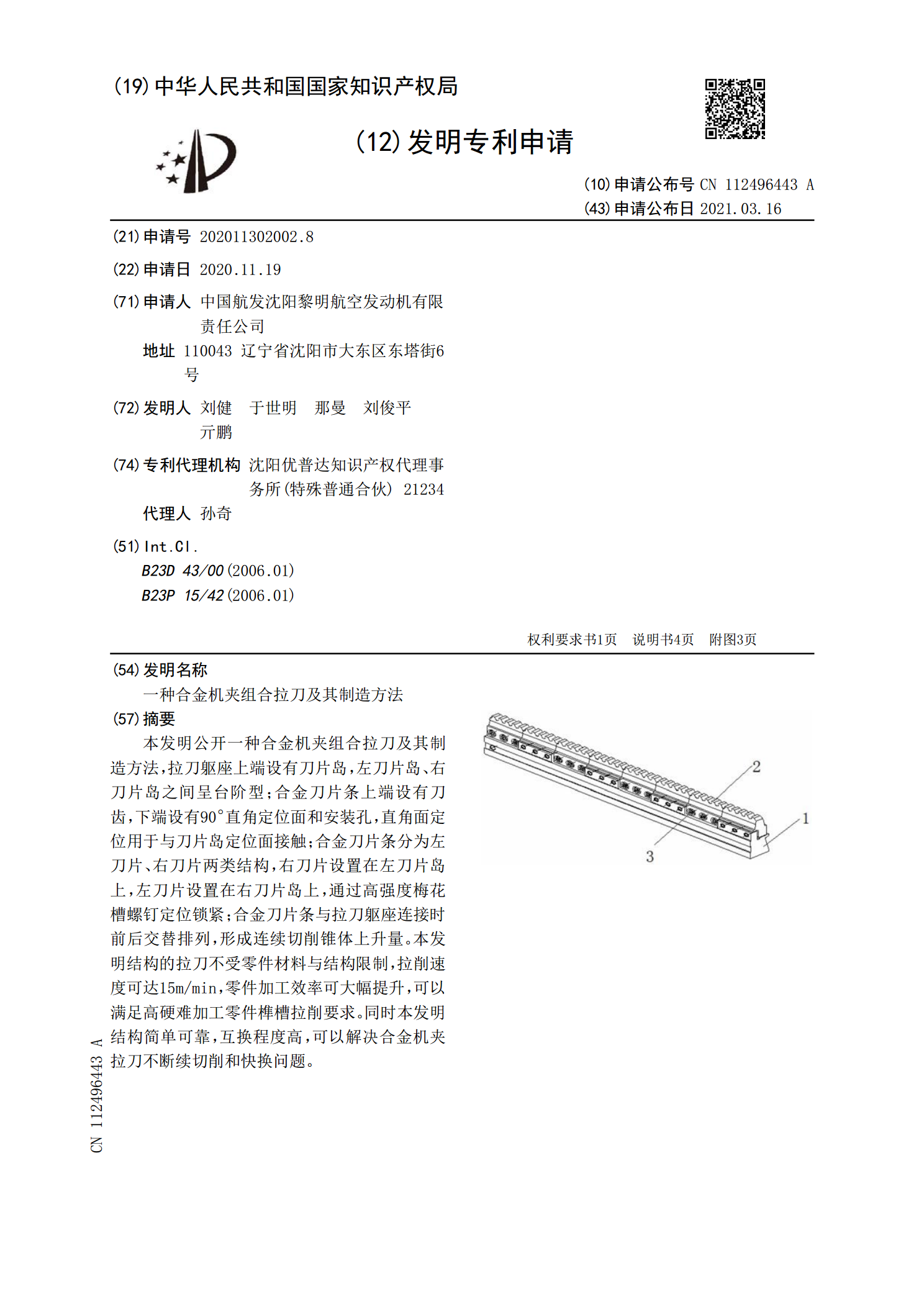
本发明公开一种合金机夹组合拉刀及其制造方法,拉刀躯座上端设有刀片岛,左刀片岛、右刀片岛之间呈台阶型;合金刀片条上端设有刀齿,下端设有90°直角定位面和安装孔,直角面定位用于与刀片岛定位面接触;合金刀片条分为左刀片、右刀片两类结构,右刀片设置在左刀片岛上,左刀片设置在右刀片岛上,通过高强度梅花槽螺钉定位锁紧;合金刀片条与拉刀躯座连接时前后交替排列,形成连续切削锥体上升量。本发明结构的拉刀不受零件材料与结构限制,拉削速度可达15m/min,零件加工效率可大幅提升,可以满足高硬难加工零件榫槽拉削要求。同时本发明
一种组合式异形花键拉刀及其设计方法.pdf
本发明提供一种组合式异形花键拉刀,包括花键切削齿部,沿切削方向,花键切削齿部包括依次设置的多个同心布置的层切齿环与半轮廓齿环,层切齿环包括多个呈环状分布的层切齿,半轮廓齿环包括多个呈环状分布的半轮廓齿,各层切齿与半轮廓齿沿切削方向的齿升量依次增加,各相邻层切齿环与各相邻半轮廓齿环之间设置容屑槽,各半轮廓齿齿顶部外周面由低侧齿顶圆弧延伸直线距离、低侧齿顶圆弧、中间齿顶圆弧、高侧齿顶圆弧与高侧齿顶圆弧延伸直线距离构成。本发明的拉刀采用层切齿与半轮廓齿相互结合,层切齿切除工件大部分余量,半轮廓齿只对齿顶圆弧进行
一种拉刀材料及其制备方法和拉刀.pdf
本发明提供了一种拉刀材料,以重量份计,包括:85~88份的W;1.7~1.75份的Al;10.2~10.3份的Co;0.44~0.46份的Cr;0.13~0.15份的Hf;0.44~0.46份的Nb;1.5~1.55份的Ta;0.04~0.06份的Cu。本发明提供的拉刀材料采用特定成分的金属元素并合理控制各元素的质量含量,尤其是采用1.7~1.75重量份的铝元素,使这种材料制备的拉刀使用寿命长、刀具刚性高、尺寸稳定性好,加工出的型面精度高、光洁度好,尤其适用于加工涡轮盘的榫槽,能够显著提高拉刀使用寿命,减
一种大圆刀及其制造方法.pdf
本发明公开了一种大圆刀及其制造方法,属于圆刀领域,其解决了现有大圆刀生产过程容易出现平整度低、硬度不均匀,使用寿命短,生产报废率高的问题。本发明大圆刀的制造方法包括如下热处理步骤:正火,将粗加工完成后的大圆刀水平装炉加热;击打大圆刀的表面;冷却至室温;正火;加热后油淬;压力机校平;夹具固定;回火;深冷处理;校验。本发明的方法能提高大圆刀的平整度,同时提高产品合格率,产品使用寿命长,能达到节约生产成本,提高生产效率的目的。
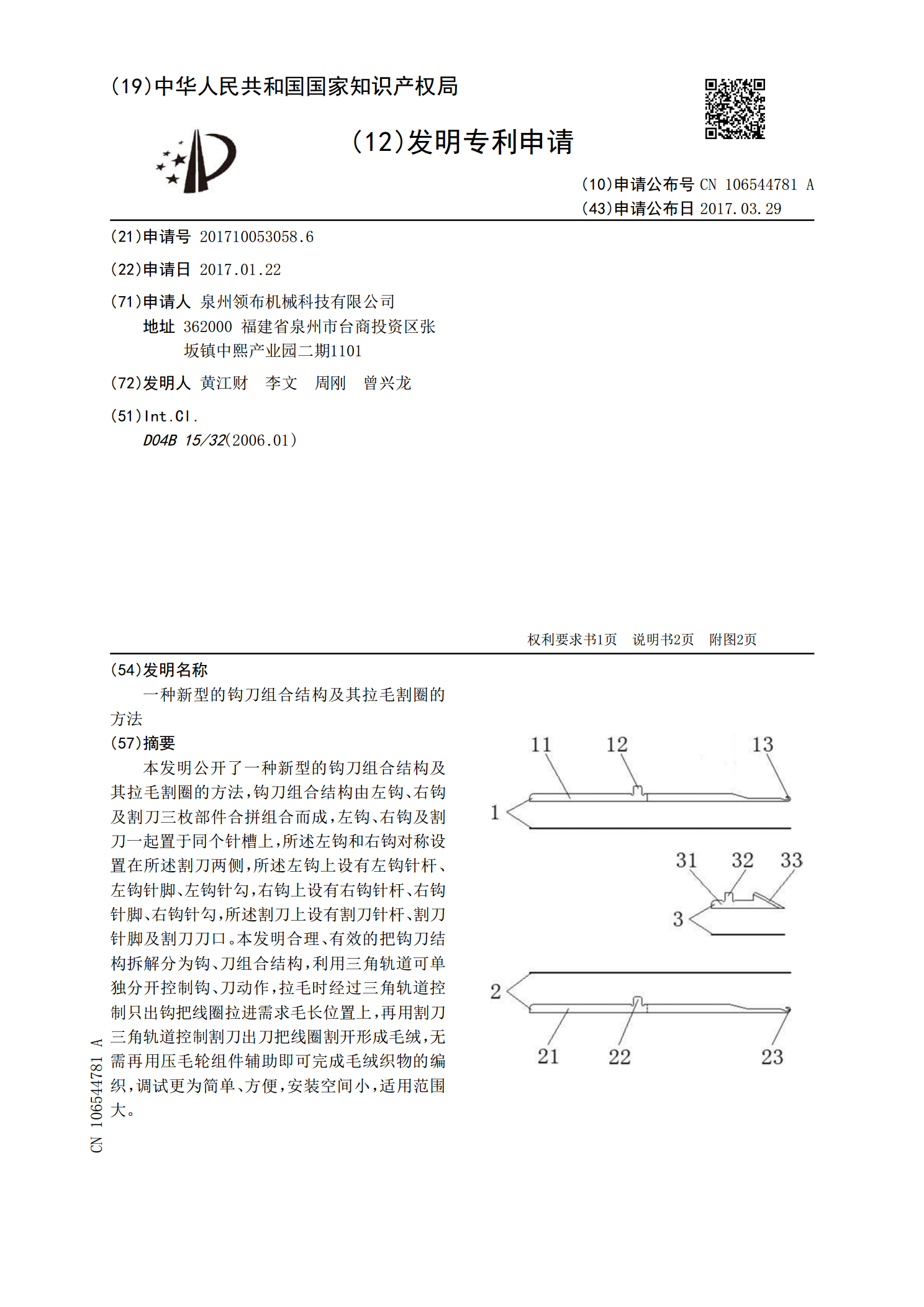
一种新型的钩刀组合结构及其拉毛割圈的方法.pdf
本发明公开了一种新型的钩刀组合结构及其拉毛割圈的方法,钩刀组合结构由左钩、右钩及割刀三枚部件合拼组合而成,左钩、右钩及割刀一起置于同个针槽上,所述左钩和右钩对称设置在所述割刀两侧,所述左钩上设有左钩针杆、左钩针脚、左钩针勾,右钩上设有右钩针杆、右钩针脚、右钩针勾,所述割刀上设有割刀针杆、割刀针脚及割刀刀口。本发明合理、有效的把钩刀结构拆解分为钩、刀组合结构,利用三角轨道可单独分开控制钩、刀动作,拉毛时经过三角轨道控制只出钩把线圈拉进需求毛长位置上,再用割刀三角轨道控制割刀出刀把线圈割开形成毛绒,无需再用压