
一种大圆刀及其制造方法.pdf

英瑞****写意

1/9

2/9
3/9
4/9
5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种大圆刀及其制造方法.pdf
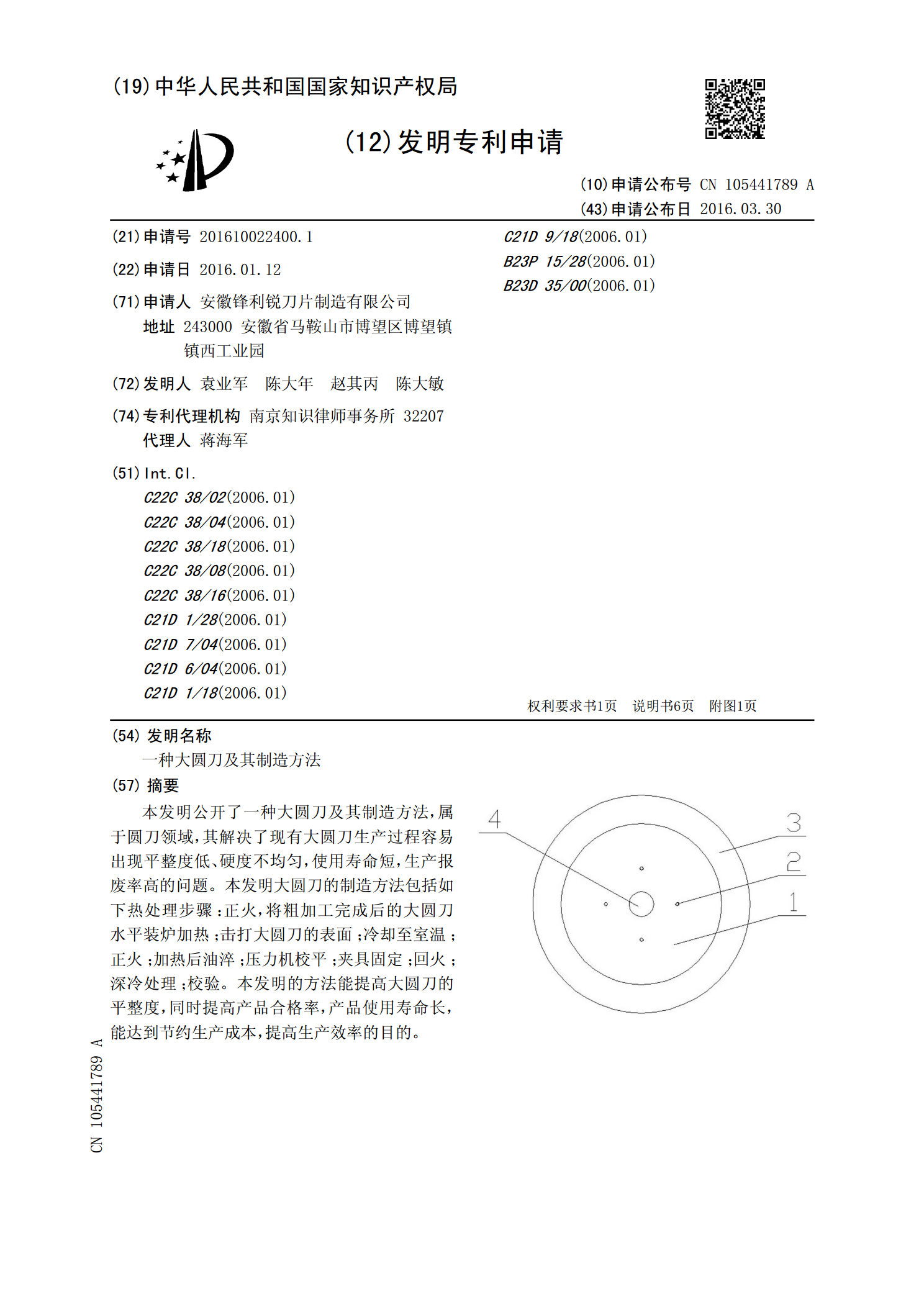
本发明公开了一种大圆刀及其制造方法,属于圆刀领域,其解决了现有大圆刀生产过程容易出现平整度低、硬度不均匀,使用寿命短,生产报废率高的问题。本发明大圆刀的制造方法包括如下热处理步骤:正火,将粗加工完成后的大圆刀水平装炉加热;击打大圆刀的表面;冷却至室温;正火;加热后油淬;压力机校平;夹具固定;回火;深冷处理;校验。本发明的方法能提高大圆刀的平整度,同时提高产品合格率,产品使用寿命长,能达到节约生产成本,提高生产效率的目的。
刀轮及其制造方法.pdf
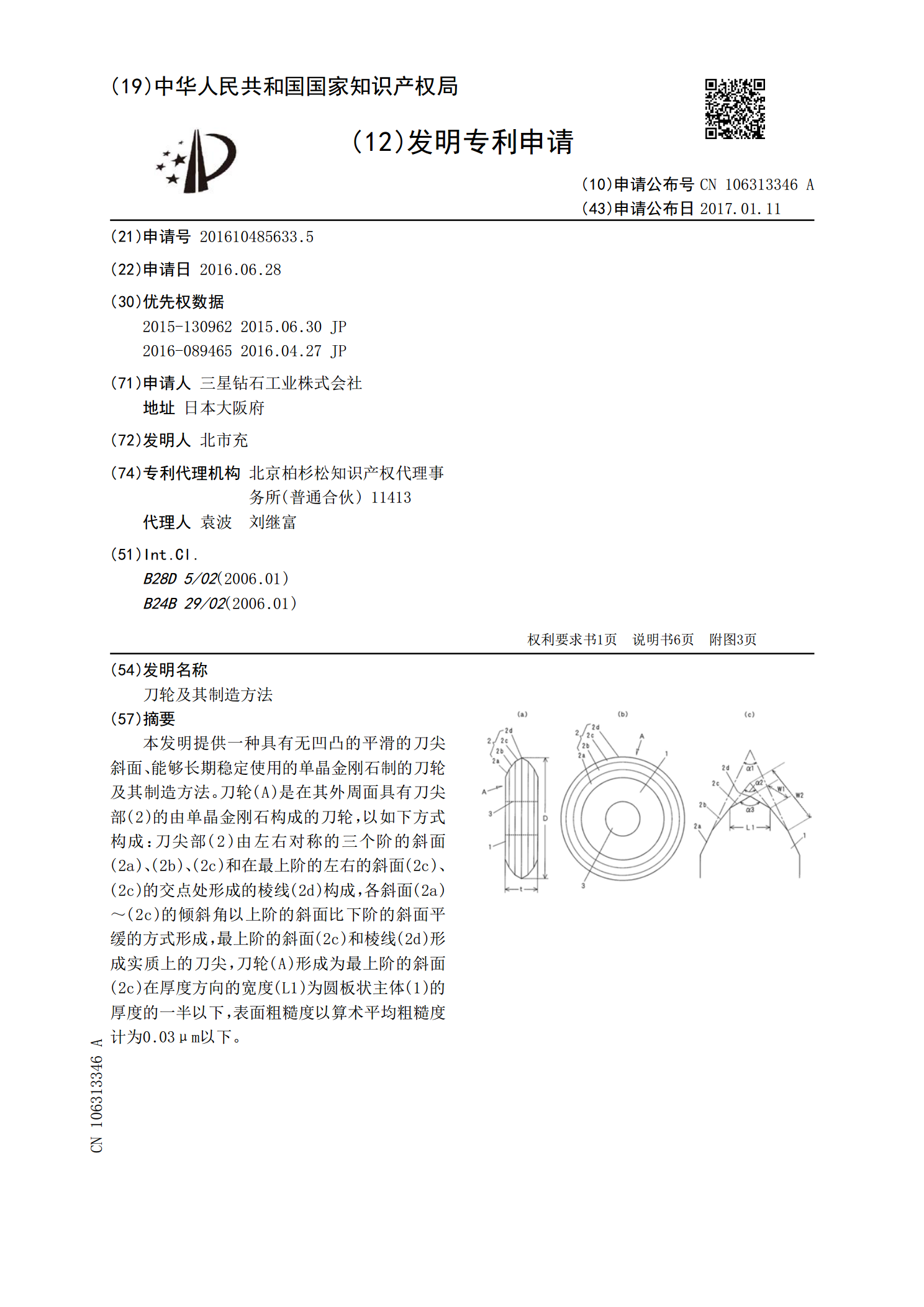
本发明提供一种具有无凹凸的平滑的刀尖斜面、能够长期稳定使用的单晶金刚石制的刀轮及其制造方法。刀轮(A)是在其外周面具有刀尖部(2)的由单晶金刚石构成的刀轮,以如下方式构成:刀尖部(2)由左右对称的三个阶的斜面(2a)、(2b)、(2c)和在最上阶的左右的斜面(2c)、(2c)的交点处形成的棱线(2d)构成,各斜面(2a)~(2c)的倾斜角以上阶的斜面比下阶的斜面平缓的方式形成,最上阶的斜面(2c)和棱线(2d)形成实质上的刀尖,刀轮(A)形成为最上阶的斜面(2c)在厚度方向的宽度(L1)为圆板状主体(1)

一种水刀托具及其制造方法.pdf
本发明涉及一种水刀托具制造方法,包括以下步骤:第一步、将压制保温层的模具凸模水平放置,将压制好的保温层放置在模具凸模上,在保温层上侧面均与涂抹玻璃钢胶水生成型面;第二步、用木板作为模板支撑在型面周围,并在木板内侧涂抹玻璃钢胶水生成周圈边框;第三步、型面晾干达到稳定状态后,将型面和保温层产品分离,外围木板去除,手工打磨型面表面毛刺;第四步、将型面固定在先焊接好的托板上,形成水刀托具;第五步、将水刀托具安装在水切机的切割平台上,通过切割机械手臂在型面边缘上切割出水刀槽轮廓。本发明利用模具表面为胎膜,铸造出与保
一种食品分切刀及其制造方法.pdf
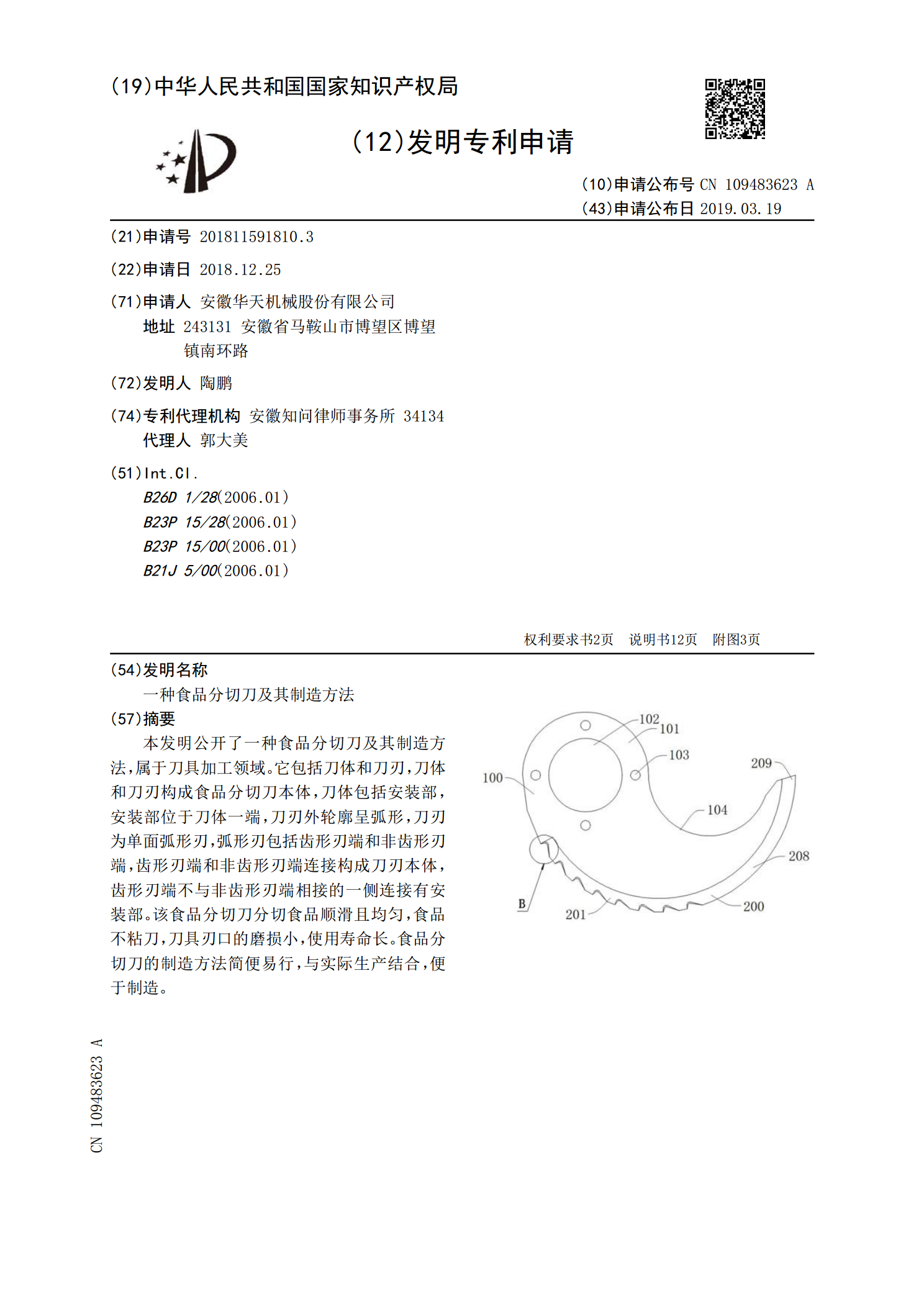
本发明公开了一种食品分切刀及其制造方法,属于刀具加工领域。它包括刀体和刀刃,刀体和刀刃构成食品分切刀本体,刀体包括安装部,安装部位于刀体一端,刀刃外轮廓呈弧形,刀刃为单面弧形刃,弧形刃包括齿形刃端和非齿形刃端,齿形刃端和非齿形刃端连接构成刀刃本体,齿形刃端不与非齿形刃端相接的一侧连接有安装部。该食品分切刀分切食品顺滑且均匀,食品不粘刀,刀具刃口的磨损小,使用寿命长。食品分切刀的制造方法简便易行,与实际生产结合,便于制造。
一种合金机夹组合拉刀及其制造方法.pdf
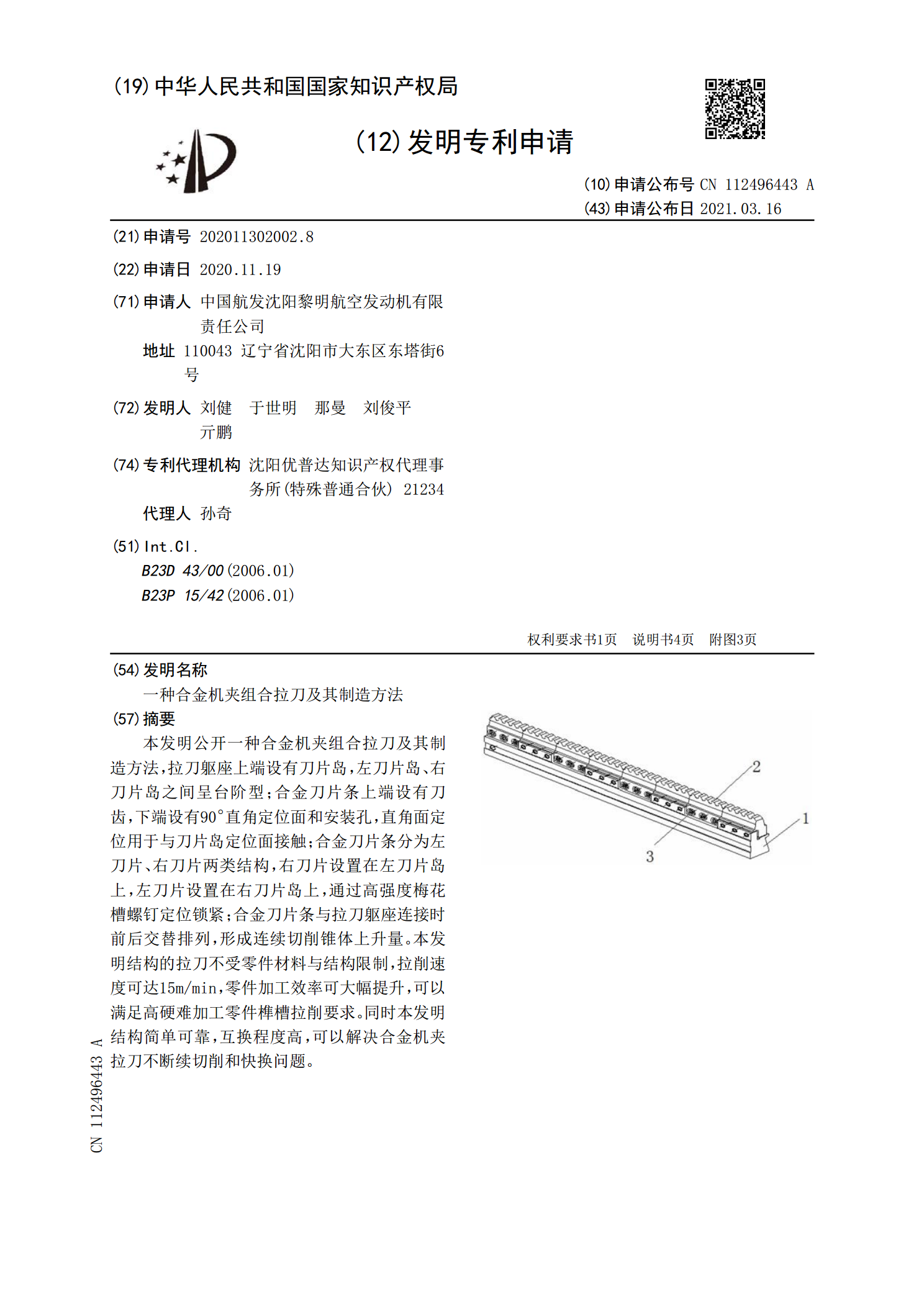
本发明公开一种合金机夹组合拉刀及其制造方法,拉刀躯座上端设有刀片岛,左刀片岛、右刀片岛之间呈台阶型;合金刀片条上端设有刀齿,下端设有90°直角定位面和安装孔,直角面定位用于与刀片岛定位面接触;合金刀片条分为左刀片、右刀片两类结构,右刀片设置在左刀片岛上,左刀片设置在右刀片岛上,通过高强度梅花槽螺钉定位锁紧;合金刀片条与拉刀躯座连接时前后交替排列,形成连续切削锥体上升量。本发明结构的拉刀不受零件材料与结构限制,拉削速度可达15m/min,零件加工效率可大幅提升,可以满足高硬难加工零件榫槽拉削要求。同时本发明