
一种钢木复合地板用自润滑热镀锌钢板及其制造方法.pdf

韶敏****ab

1/9

2/9
3/9

4/9
5/9
6/9

7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种钢木复合地板用自润滑热镀锌钢板及其制造方法.pdf
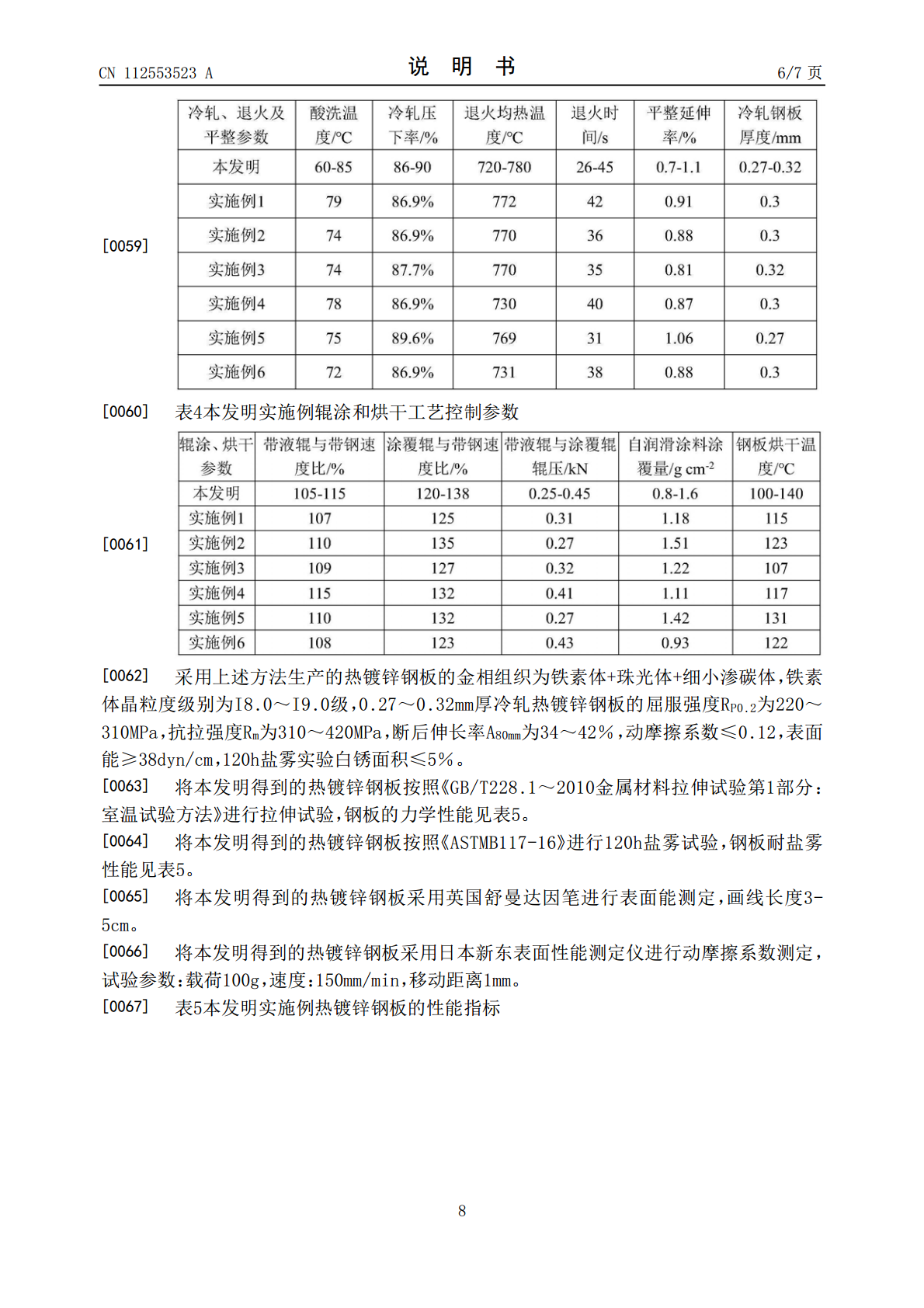
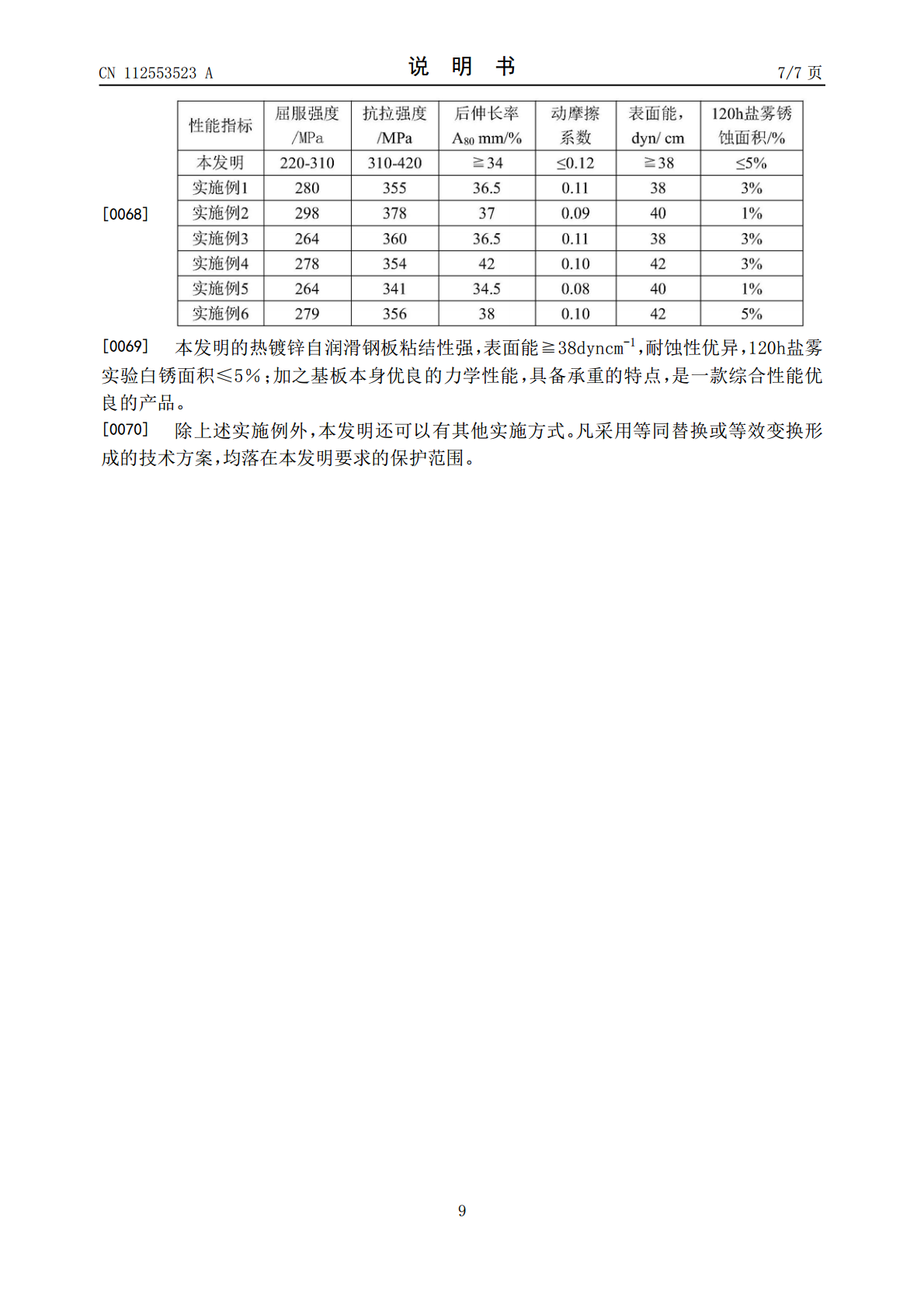
本发明公开了一种钢木复合地板用自润滑热镀锌钢板及其制造方法,主要解决现有技术中现有自润滑热镀锌钢板的粘结性能差、制造成本高的技术问题。本发明提供的一种钢木复合地板用自润滑热镀锌钢板,其基板的化学成分重量百分比为:C:0.02~0.06%,Si≤0.04%,Mn:0.2~0.4%,P≤0.02%,S≤0.017%,Alt:0.025~0.050%,B:0.001~0.003%,N≤0.0035%,余量为Fe和不可避免的夹杂元素。本发明热镀锌钢板的动摩擦系数≤0.12,表面能≥38dyn/cm,120h盐雾实
一种用于热镀锌板的自润滑涂料及自润滑热镀锌钢板及其制造方法.pdf
本发明公开了一种用于热镀锌板的自润滑涂料,主要组分为:碱溶性丙烯酸树脂、聚多元醇、小粒径硅溶胶和水,四种之和满足100%;所述自润滑涂料的组分中还包括增稠剂和碱,其中增稠剂的添加量以调节自润滑涂料的粘度到20‑60mPa·s为准,碱的添加量以调节自润滑涂料pH至8.5‑10.5为准;在上述基础上,本发明还提供一种采用上述自润滑涂料的自润滑热镀锌板,其制造方法为:利用辊涂工艺将上述自润滑涂料直接涂覆在热镀锌钢板表面,采用两段式烘干炉进行烘干即可得到自润滑热镀锌板,成本低、生产工艺简单,同时有效控制自润滑热镀

一种304不锈钢复合板用热镀锌钢板及其制造方法.pdf
本发明公开了一种304不锈钢复合板用热镀锌钢板及其制造方法,主要解决现有技术中不锈钢复合板在折弯加工时发生内凹缺陷、不锈钢复合板的平整度低的技术问题。本发明提供的一种304不锈钢复合板用热镀锌钢板,其基板的化学成分重量百分比为:C:0.06~0.08%,Si≤0.06%,Mn:0.6~0.8%,P:0.04~0.05%,S≤0.025%,Alt:0.025~0.080%,余量为Fe及不可避免的杂质元素。本发明热镀锌钢板的屈服强度R
一种热镀锌钢及其制造方法.pdf
本发明公开了一种热镀锌钢及其制造方法,包含以下质量百分比的化学成分:C:0.15~0.25%、Mn:1.8~2.4%、Si:0.3~0.9%、Al:0.03~0.40%,还包括至少一种如下化学成分:Ti:0.005~0.1%,Nb:0.005~0.1%,Cr:0.01~0.3%,Mo:0.02~0.2%,余量为Fe和不可避免杂质,其中,Si、Al和Cr的含量满足0.5%≤Si+Al+Cr≤1.1%,C和Si的含量满足4C+Si≤2.0%。上述热镀锌钢在降低成本的同时还改善了可制造性,强度优异。并且镀锌钢板
高强度热镀锌钢板及其制造方法.pdf
一种热镀锌钢板的制造方法,用于制造钢板的表面具有每一个表面的镀层附着量为20~120g/m2的镀锌层的高强度热镀锌钢板,其中,所述钢板以质量%计含有C:0.01~0.18%、Si:0.02~2.0%、Mn:1.0~3.0%、Al:0.001~1.0%、P:0.005~0.060%、S≤0.01%,余量由Fe及不可避免的杂质构成,所述制造方法的特征在于,在连续式热镀锌设备中对钢板实施退火及热镀锌处理时,使退火炉内温度在750℃以上的温度范围内的气氛中的露点为-40℃以下。根据该制造方法,能够得到耐腐蚀性和高