
一种用于热镀锌板的自润滑涂料及自润滑热镀锌钢板及其制造方法.pdf

书生****12


1/10
2/10

3/10
4/10

5/10

6/10

7/10

8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种用于热镀锌板的自润滑涂料及自润滑热镀锌钢板及其制造方法.pdf
本发明公开了一种用于热镀锌板的自润滑涂料,主要组分为:碱溶性丙烯酸树脂、聚多元醇、小粒径硅溶胶和水,四种之和满足100%;所述自润滑涂料的组分中还包括增稠剂和碱,其中增稠剂的添加量以调节自润滑涂料的粘度到20‑60mPa·s为准,碱的添加量以调节自润滑涂料pH至8.5‑10.5为准;在上述基础上,本发明还提供一种采用上述自润滑涂料的自润滑热镀锌板,其制造方法为:利用辊涂工艺将上述自润滑涂料直接涂覆在热镀锌钢板表面,采用两段式烘干炉进行烘干即可得到自润滑热镀锌板,成本低、生产工艺简单,同时有效控制自润滑热镀
一种钢木复合地板用自润滑热镀锌钢板及其制造方法.pdf
本发明公开了一种钢木复合地板用自润滑热镀锌钢板及其制造方法,主要解决现有技术中现有自润滑热镀锌钢板的粘结性能差、制造成本高的技术问题。本发明提供的一种钢木复合地板用自润滑热镀锌钢板,其基板的化学成分重量百分比为:C:0.02~0.06%,Si≤0.04%,Mn:0.2~0.4%,P≤0.02%,S≤0.017%,Alt:0.025~0.050%,B:0.001~0.003%,N≤0.0035%,余量为Fe和不可避免的夹杂元素。本发明热镀锌钢板的动摩擦系数≤0.12,表面能≥38dyn/cm,120h盐雾实

一种用于制造蜗轮的高温自润滑复合材料及其制备方法.pdf
本发明公开了一种用于制造蜗轮的高温自润滑复合材料及其制备方法,材料包括以下重量百分比的各组分:1~10%的氟化钙,1~10%的石墨,1~10%的二硫化钼,10~20%的铜,30~50%的合金粉和37~50%的铁粉;其中,合金粉由以下重量百分比的各组分组成:Cr10~20%,Fe25~35%,Ni30~40%,W8~15%。使用本发明的高温自润滑复合材料制备蜗轮较传统蜗轮蜗杆传动有很明显的优越性,表现在:摩擦系数低、效率高;优异的抗胶合、抗磨损能力;很高的承载能力;良好的润滑性能,对润滑剂品类五严格的选择要
高温仿生自润滑热作模具材料及其制备方法.pdf
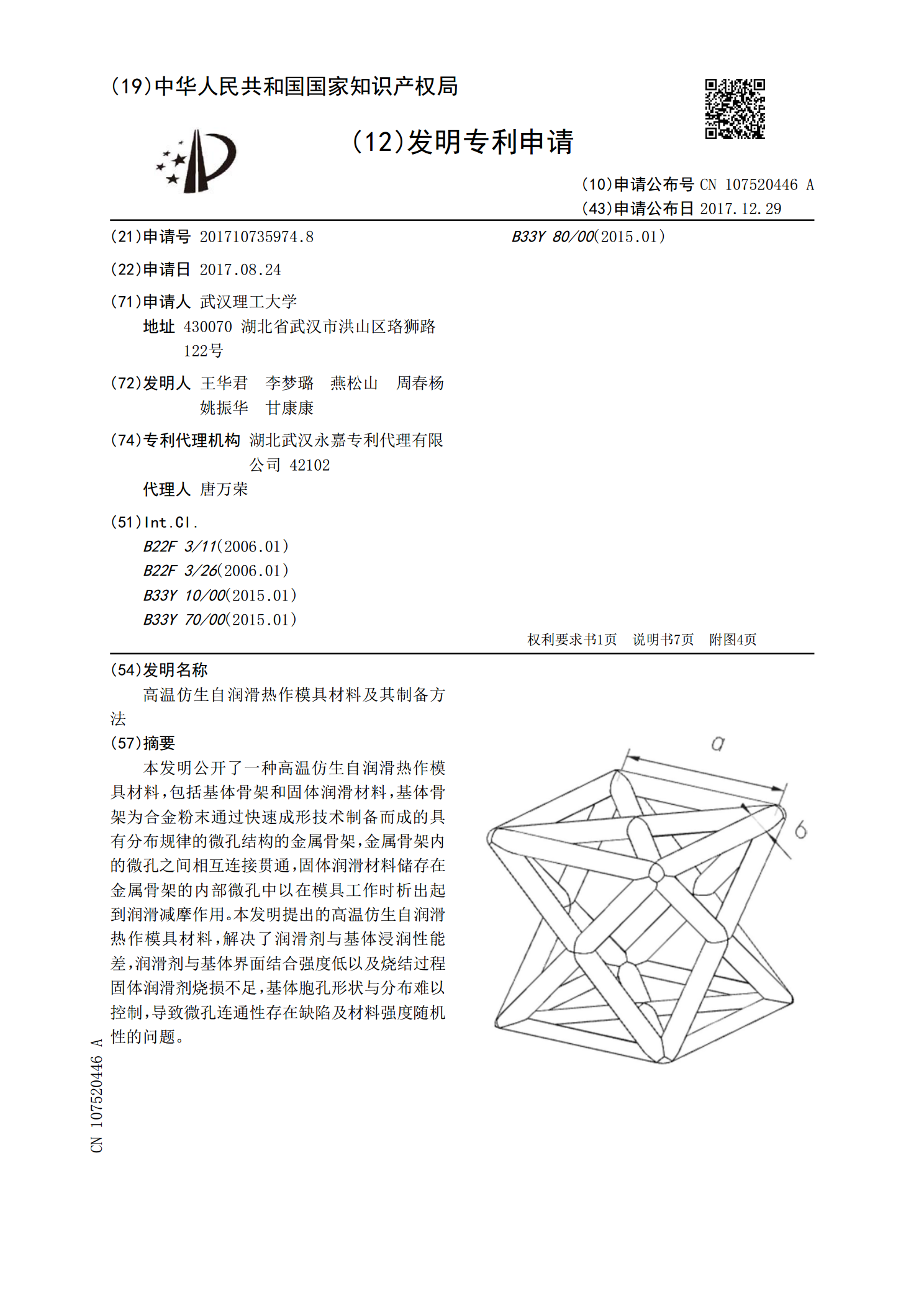
本发明公开了一种高温仿生自润滑热作模具材料,包括基体骨架和固体润滑材料,基体骨架为合金粉末通过快速成形技术制备而成的具有分布规律的微孔结构的金属骨架,金属骨架内的微孔之间相互连接贯通,固体润滑材料储存在金属骨架的内部微孔中以在模具工作时析出起到润滑减摩作用。本发明提出的高温仿生自润滑热作模具材料,解决了润滑剂与基体浸润性能差,润滑剂与基体界面结合强度低以及烧结过程固体润滑剂烧损不足,基体胞孔形状与分布难以控制,导致微孔连通性存在缺陷及材料强度随机性的问题。

一种自润滑滑床板及其制造方法.pdf
本发明公开了一种自润滑滑床板及其制造方法,包括,底板、铁座、台板、导铁、减摩板、沉头螺钉,其中减摩板镶嵌在台板表面的凹槽中,并通过沉头螺栓将减摩板固定在台板上表面,铁座、台板、导铁焊接在底板上。本发明能够在不使用辊轮的情况下,减小尖轨转换阻力和不足位移,确保转辙机正常工作并保持道岔良好的线型,使得列车能够安全通过道岔,有效地降低了施工成本和维护成本,同时具有较高的可靠性,并且能够有效减轻工务人员日常维护的劳动负荷,减少对环境的污染。