
一种自动加工装置及其加工方法.pdf

是你****枝呀

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种自动加工装置及其加工方法.pdf
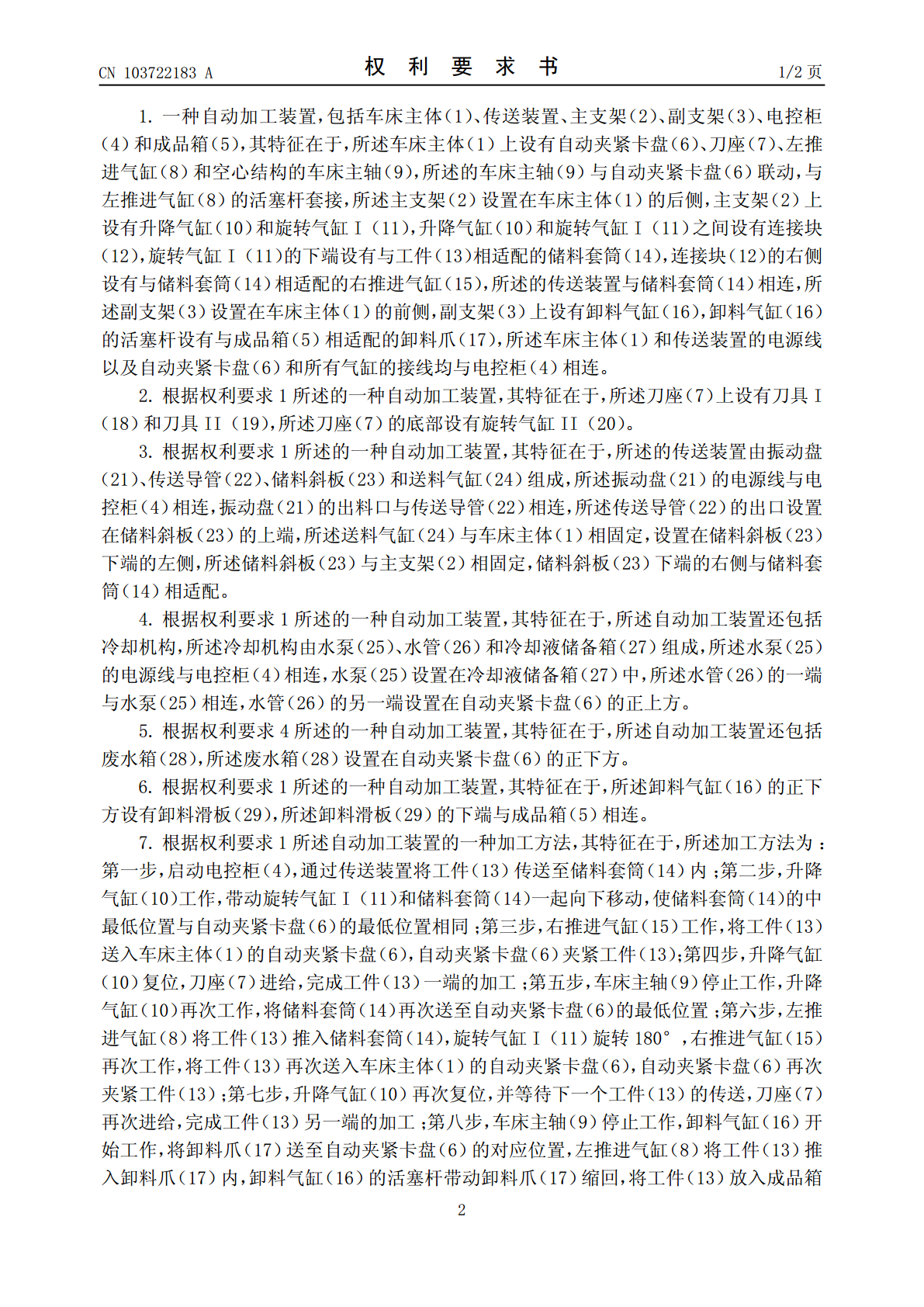
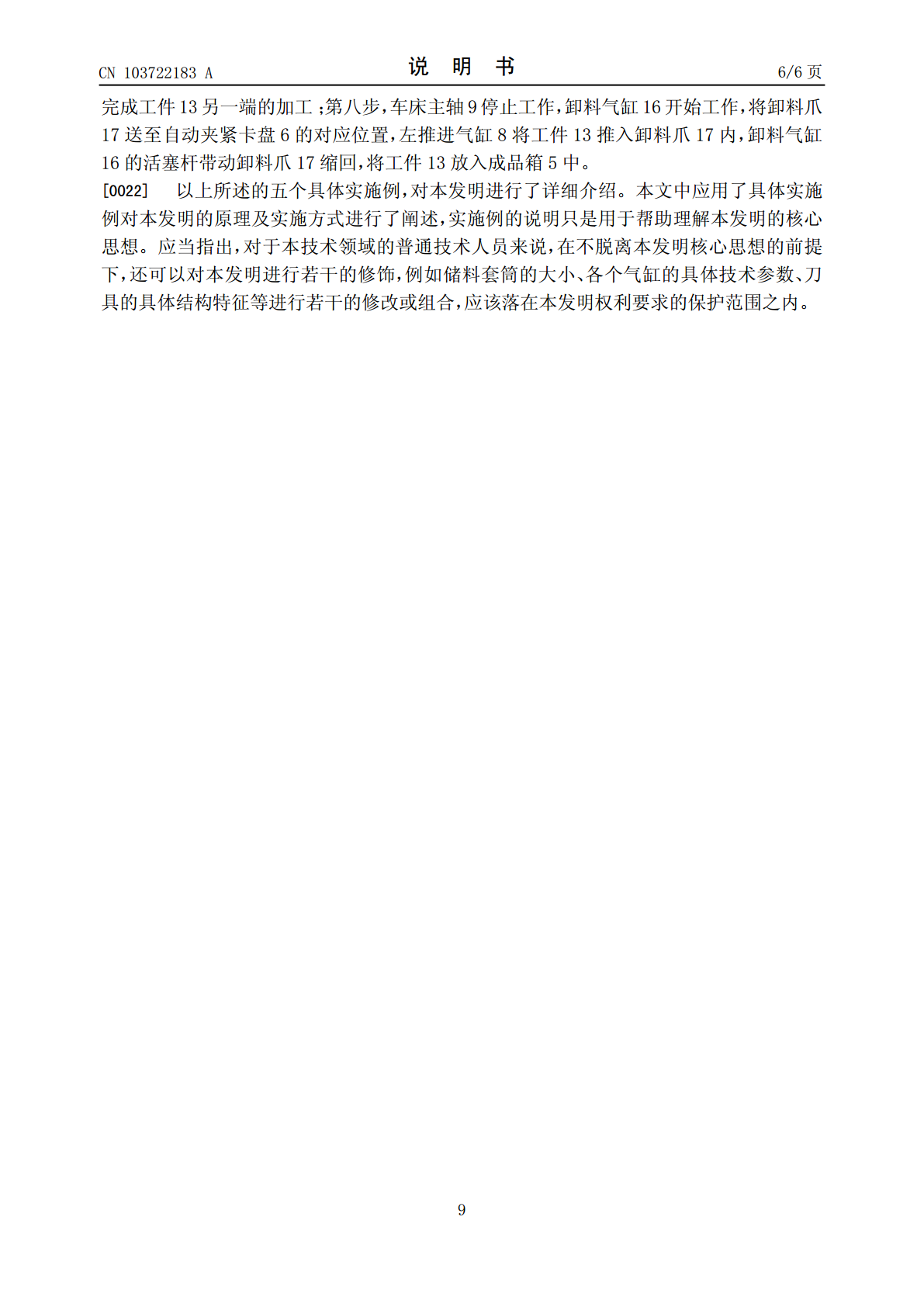
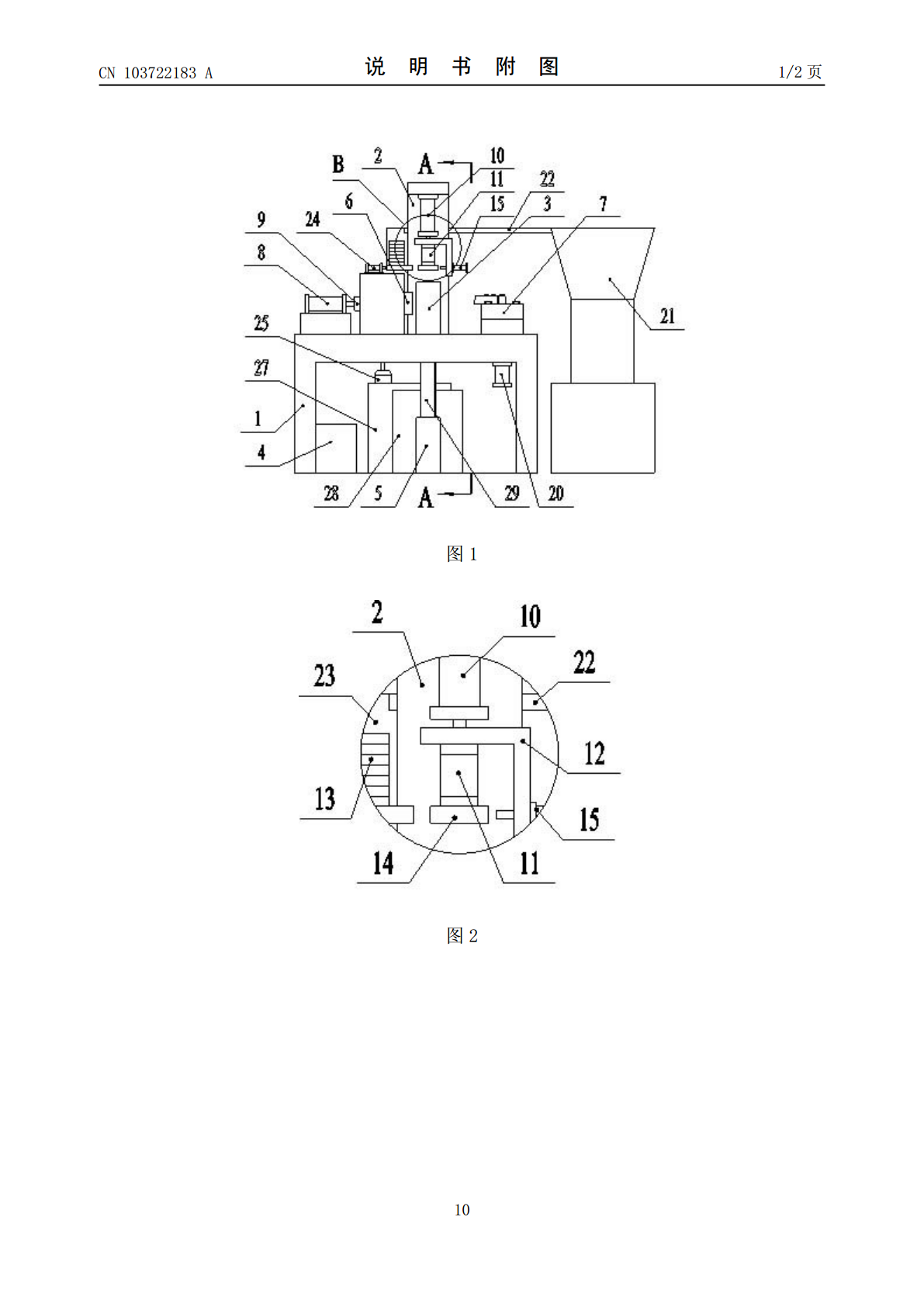
本发明公布了一种自动加工装置及其加工方法,包括车床主体、传送装置、主支架、副支架、电控柜和成品箱,其特征在于,所述车床主体上设有自动夹紧卡盘、刀座、左推进气缸和车床主轴,所述车床主轴与自动夹紧卡盘联动,与左推进气缸的活塞杆套接,所述主支架从上至下依次设有升降气缸、连接块、旋转气缸I和储料套筒,连接块的右侧设有右推进气缸,副支架上设有卸料气缸,卸料气缸的活塞杆设有与成品箱相适配的卸料爪,所述传送装置与储料套筒相连,所有电气元件的接线均与电控柜相连。本发明通过车床主体、传送装置和气缸的结合创新,提供一种加工精
一种高锁螺母自动加工装置及其加工方法.pdf
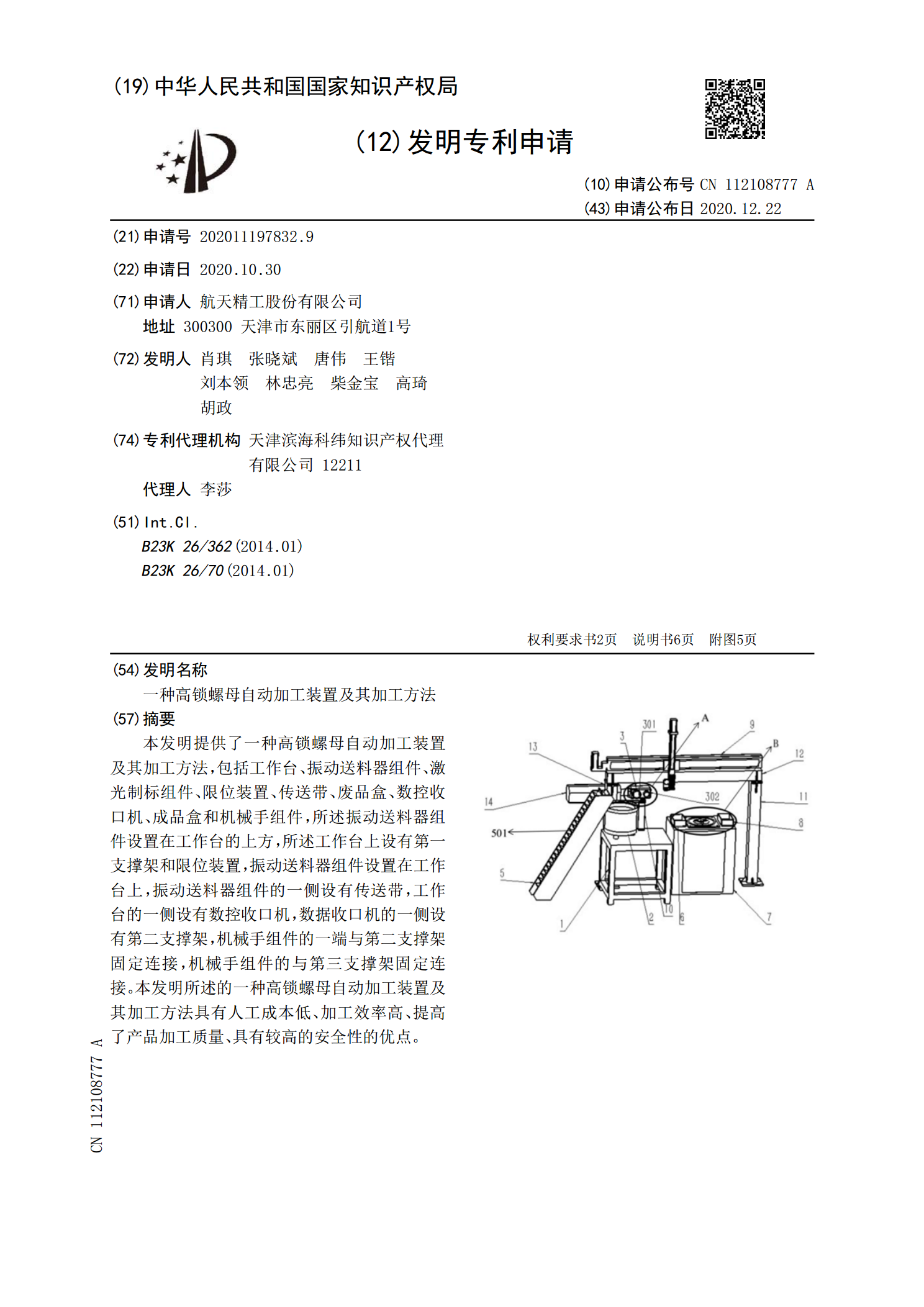
本发明提供了一种高锁螺母自动加工装置及其加工方法,包括工作台、振动送料器组件、激光制标组件、限位装置、传送带、废品盒、数控收口机、成品盒和机械手组件,所述振动送料器组件设置在工作台的上方,所述工作台上设有第一支撑架和限位装置,振动送料器组件设置在工作台上,振动送料器组件的一侧设有传送带,工作台的一侧设有数控收口机,数据收口机的一侧设有第二支撑架,机械手组件的一端与第二支撑架固定连接,机械手组件的与第三支撑架固定连接。本发明所述的一种高锁螺母自动加工装置及其加工方法具有人工成本低、加工效率高、提高了产品加工
一种硬质材料的侧面加工装置及其自动加工装置.pdf
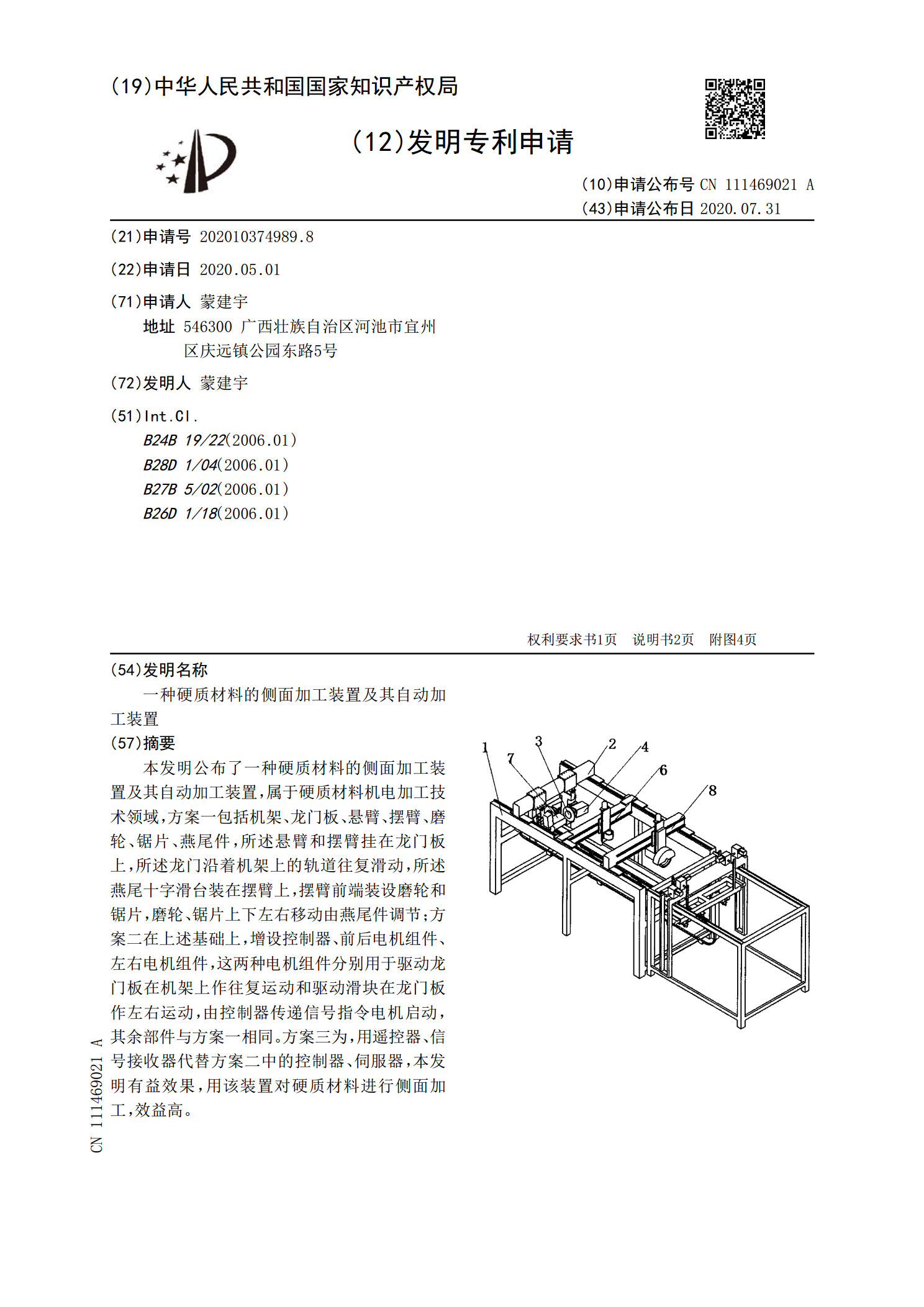
本发明公布了一种硬质材料的侧面加工装置及其自动加工装置,属于硬质材料机电加工技术领域,方案一包括机架、龙门板、悬臂、摆臂、磨轮、锯片、燕尾件,所述悬臂和摆臂挂在龙门板上,所述龙门沿着机架上的轨道往复滑动,所述燕尾十字滑台装在摆臂上,摆臂前端装设磨轮和锯片,磨轮、锯片上下左右移动由燕尾件调节;方案二在上述基础上,增设控制器、前后电机组件、左右电机组件,这两种电机组件分别用于驱动龙门板在机架上作往复运动和驱动滑块在龙门板作左右运动,由控制器传递信号指令电机启动,其余部件与方案一相同。方案三为,用遥控器、信号接
一种铣削加工结合电弧加工的装置及其加工方法.pdf
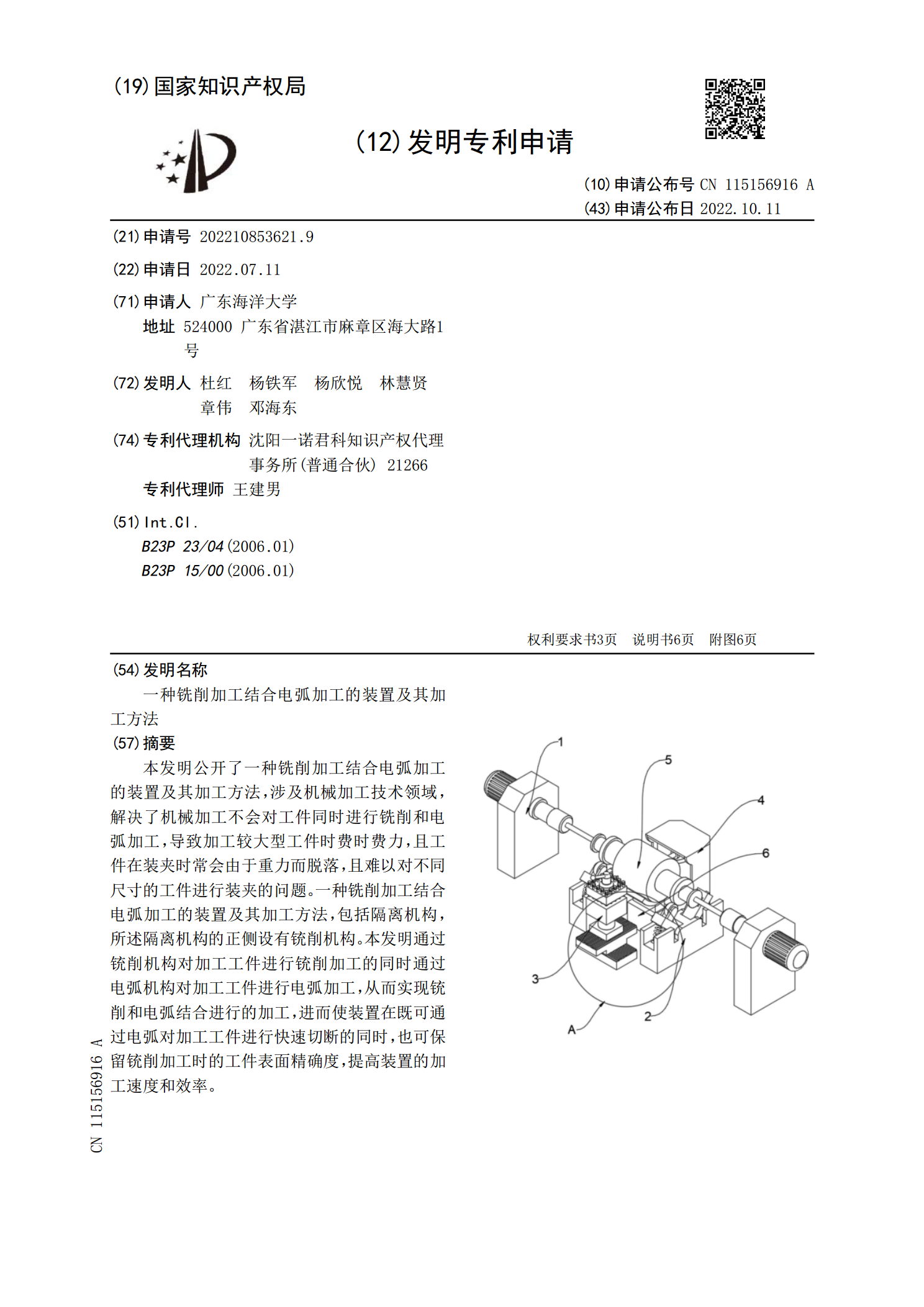
本发明公开了一种铣削加工结合电弧加工的装置及其加工方法,涉及机械加工技术领域,解决了机械加工不会对工件同时进行铣削和电弧加工,导致加工较大型工件时费时费力,且工件在装夹时常会由于重力而脱落,且难以对不同尺寸的工件进行装夹的问题。一种铣削加工结合电弧加工的装置及其加工方法,包括隔离机构,所述隔离机构的正侧设有铳削机构。本发明通过铳削机构对加工工件进行铳削加工的同时通过电弧机构对加工工件进行电弧加工,从而实现铳削和电弧结合进行的加工,进而使装置在既可通过电弧对加工工件进行快速切断的同时,也可保留铳削加工时的工

一种鱼干加工装置及其加工方法.pdf
本发明公开了一种鱼干加工装置及其加工方法,包括腌制箱、烘干箱、晾晒罩和传动机构,所述腌制箱、烘干箱、晾晒罩依次等间距排布,且位于一条直线上;所述腌制箱的底端固定安装有出液管,出液管的内侧端固定安装有第一阀门,腌制箱的左侧端刻有容量刻度盘,溶液刻度盘的侧端固定安装有电子称;所述腌制箱的上端固定安装有喷头。本鱼干加工装置及其加工方法,通传动机构控制载鱼笼的移动,操作方便,节省人力,通过喷头淋洗保证鱼干的干净卫生,通过热水对干燥箱进行加热从而对鱼进行初步烘干,无异味,网罩可避免外界蚊虫对鱼干造成污染,晾晒板的上