
一种双面蜂窝夹芯复合材料制件的制造方法.pdf

慧颖****23


1/4
2/4

3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种双面蜂窝夹芯复合材料制件的制造方法.pdf
本发明属于蜂窝夹芯复合材料制造技术,涉及一种双面蜂窝夹芯复合材料制件的制造方法。本发明制造方法包含以下步骤:步骤一,用两套工装分别将夹层结构的上、下蒙皮制出;步骤二,将蜂窝夹芯的底面和侧面与上蒙皮或下蒙皮密切胶粘并完成固化,形成蜂窝预固化体;步骤三,将复合材料制件的另一侧蒙皮与蜂窝夹芯胶结起来;步骤四,在蒙皮上方放置硬质盖板加压,固定成形。本方法工作效率高,简单易行,保证了复杂型面的双面蜂窝夹芯复合材料制件的制造质量,大大降低了产品的返修率。
一种蜂窝夹芯复合材料制件及其制备方法.pdf
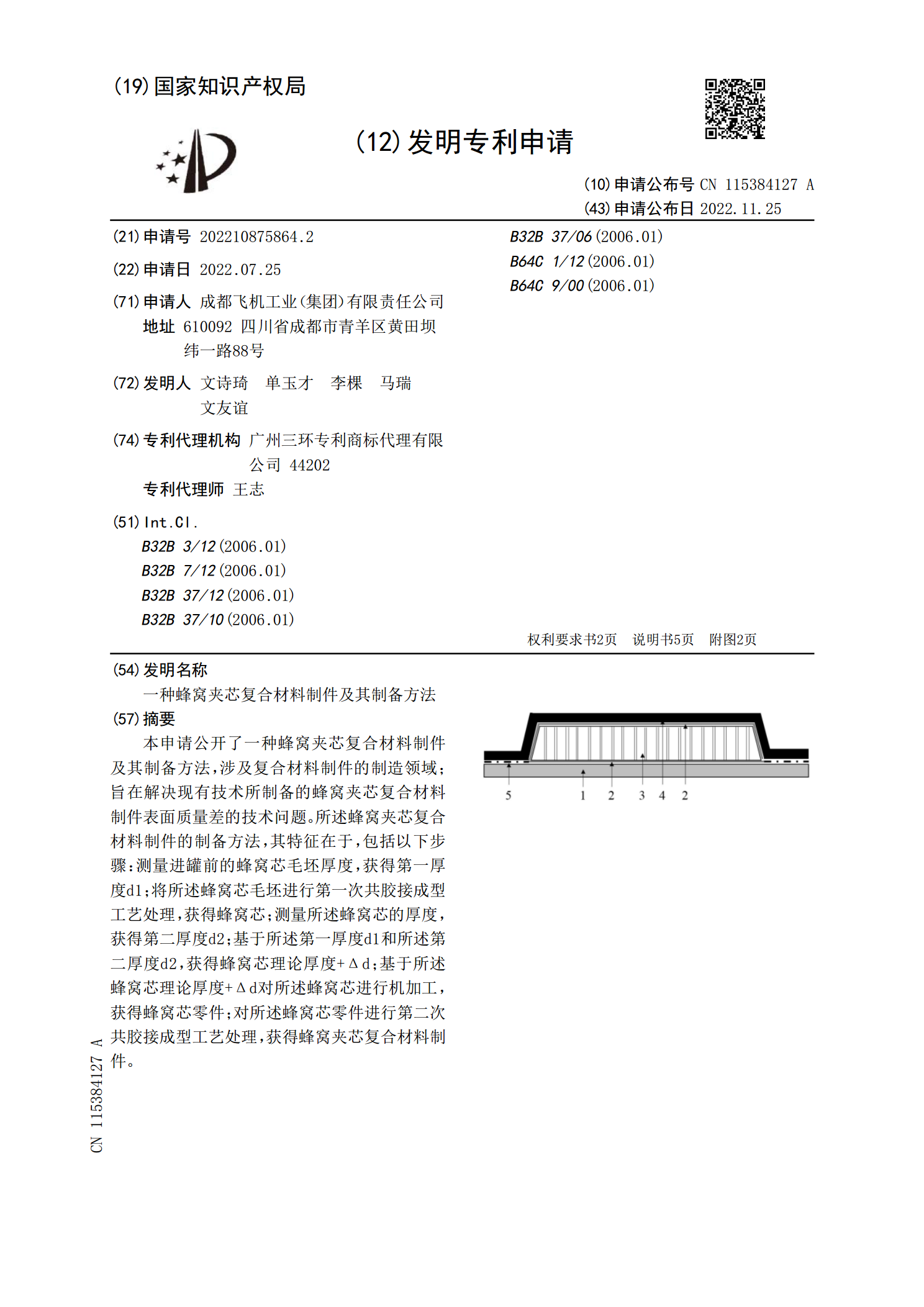
本申请公开了一种蜂窝夹芯复合材料制件及其制备方法,涉及复合材料制件的制造领域;旨在解决现有技术所制备的蜂窝夹芯复合材料制件表面质量差的技术问题。所述蜂窝夹芯复合材料制件的制备方法,其特征在于,包括以下步骤:测量进罐前的蜂窝芯毛坯厚度,获得第一厚度d1;将所述蜂窝芯毛坯进行第一次共胶接成型工艺处理,获得蜂窝芯;测量所述蜂窝芯的厚度,获得第二厚度d2;基于所述第一厚度d1和所述第二厚度d2,获得蜂窝芯理论厚度+Δd;基于所述蜂窝芯理论厚度+Δd对所述蜂窝芯进行机加工,获得蜂窝芯零件;对所述蜂窝芯零件进行第二次

一种蜂窝夹芯复合材料的制备方法.pdf
本发明公开了一种蜂窝夹芯复合材料的制备方法,属于航空航天材料制备技术领域,其特征在于,包括以下步骤:a、配制浸渍液一;b、将矩形截面蜂窝芯一放于浸渍槽中充分浸渍;c、配制浸渍液二;d、将梯形截面蜂窝芯二放于浸渍槽中充分浸渍;e、采用胶膜将矩形截面蜂窝芯一和梯形截面蜂窝芯二粘接在一起,得到复合蜂窝芯;f、在复合蜂窝芯的上表面粘接上面板,复合蜂窝芯的下表面粘接下面板,最后进行固化冷却至室温后,得到蜂窝夹芯复合材料。本发明通过湿法浸渍得到两种含不同吸波体涂层的蜂窝芯,并通过合理设计得到复合蜂窝夹芯结构,再与面板

一种复合材料蜂窝夹芯管的制备方法.pdf
本发明公开了一种复合材料蜂窝夹芯管的制备方法,包括以下步骤:准备柱状阳模,在阳模表面涂覆脱模材料;在脱模材料表面铺覆预浸渍纤维或织物预浸料,采用真空袋压同时加热的工艺对其进行固化成型,得到内壁;在所得内壁的外表面依次铺覆胶膜和蜂窝芯材,再次采用真空袋压同时加热的工艺使蜂窝芯材通过胶膜固化粘接于内壁的外表面;在蜂窝芯材的外表面依次铺覆胶膜和预浸渍纤维,或者依次铺覆胶膜和织物预浸料,再次采用真空袋压同时加热的工艺进行固化成型,使蜂窝芯材的外表面成型得到外壁;采用物理拔出方式脱出柱状阳模,得到复合材料蜂窝夹芯管
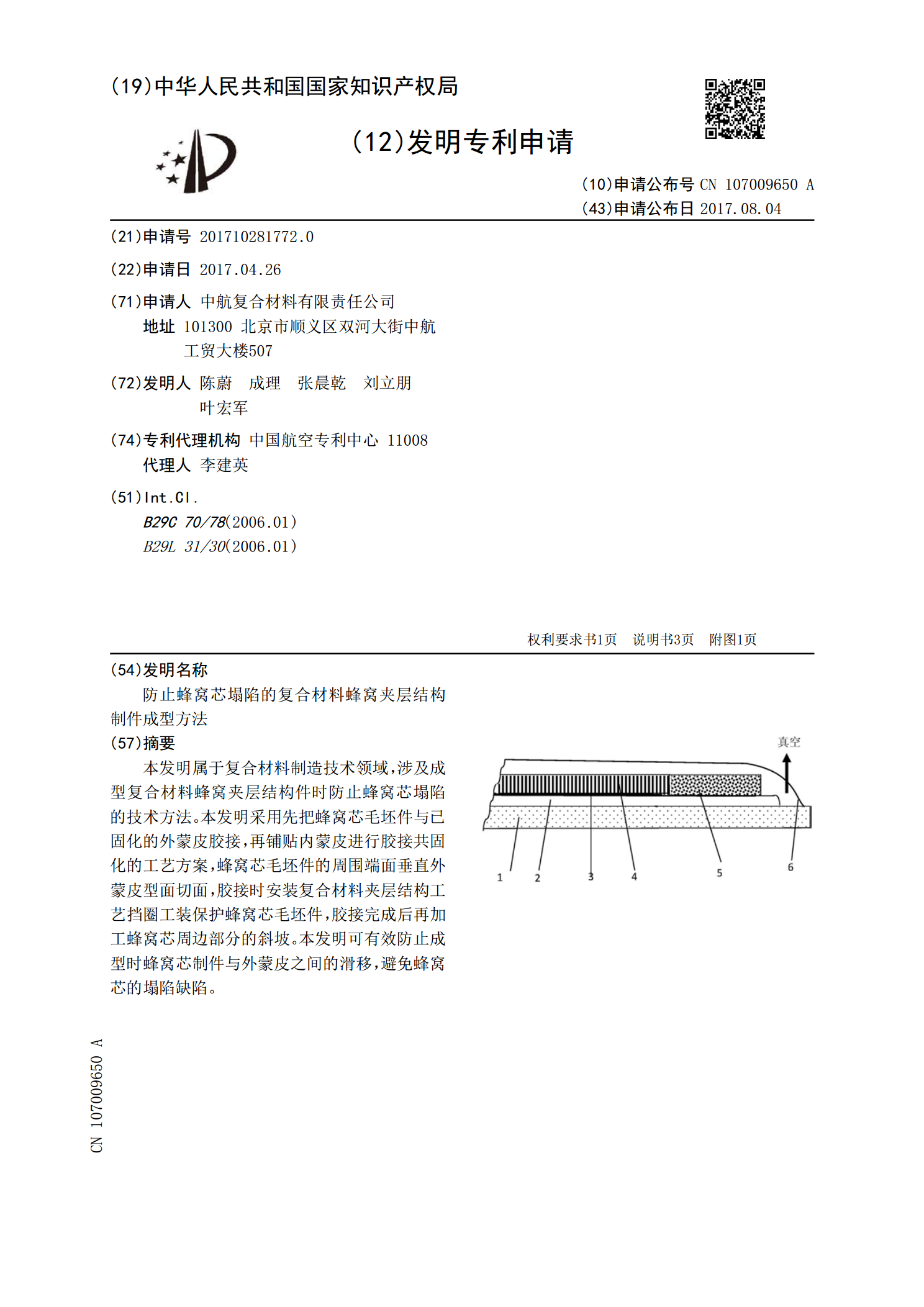
防止蜂窝芯塌陷的复合材料蜂窝夹层结构制件成型方法.pdf
本发明属于复合材料制造技术领域,涉及成型复合材料蜂窝夹层结构件时防止蜂窝芯塌陷的技术方法。本发明采用先把蜂窝芯毛坯件与已固化的外蒙皮胶接,再铺贴内蒙皮进行胶接共固化的工艺方案,蜂窝芯毛坯件的周围端面垂直外蒙皮型面切面,胶接时安装复合材料夹层结构工艺挡圈工装保护蜂窝芯毛坯件,胶接完成后再加工蜂窝芯周边部分的斜坡。本发明可有效防止成型时蜂窝芯制件与外蒙皮之间的滑移,避免蜂窝芯的塌陷缺陷。