
防止蜂窝芯塌陷的复合材料蜂窝夹层结构制件成型方法.pdf

闪闪****魔王

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
防止蜂窝芯塌陷的复合材料蜂窝夹层结构制件成型方法.pdf
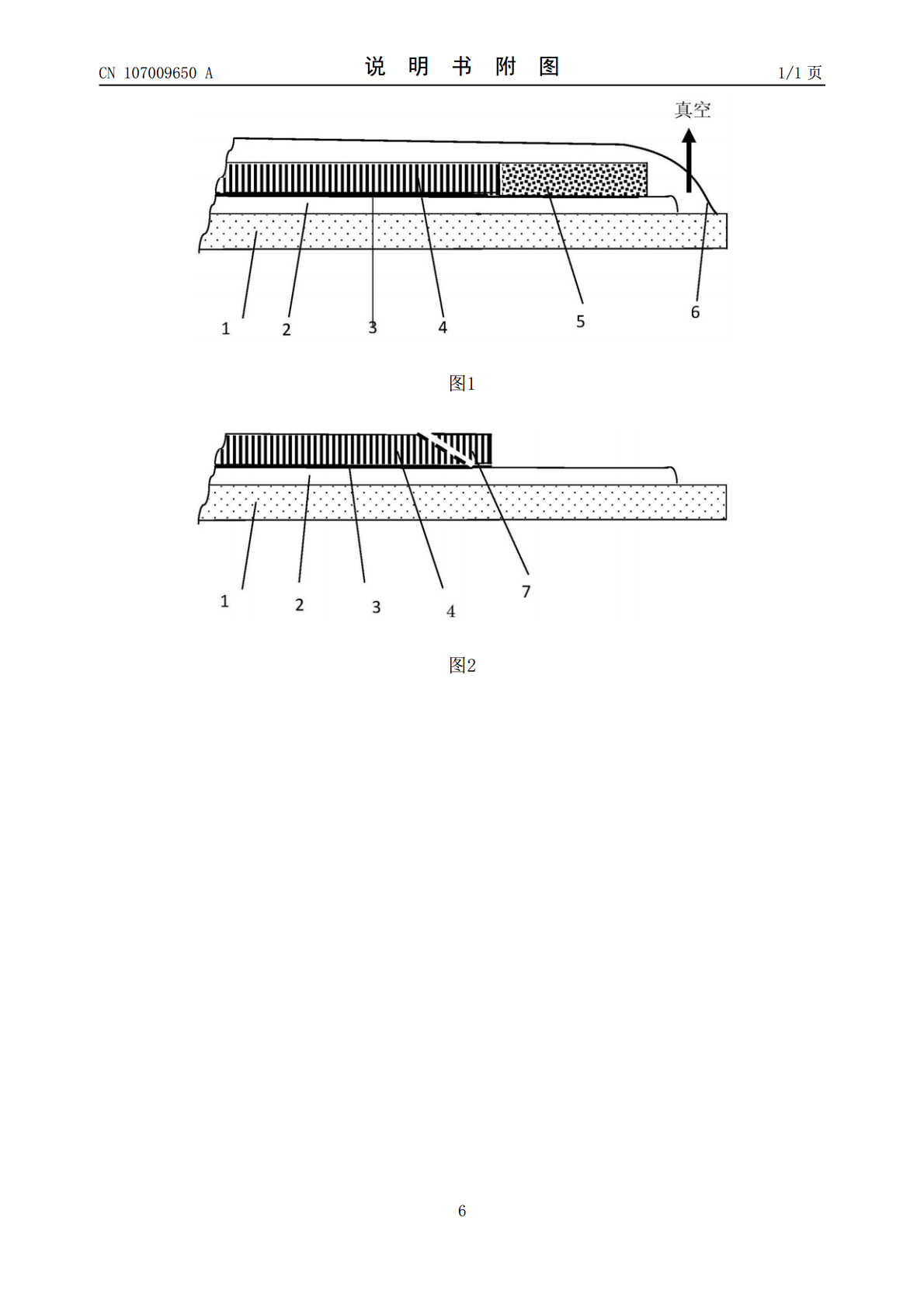
本发明属于复合材料制造技术领域,涉及成型复合材料蜂窝夹层结构件时防止蜂窝芯塌陷的技术方法。本发明采用先把蜂窝芯毛坯件与已固化的外蒙皮胶接,再铺贴内蒙皮进行胶接共固化的工艺方案,蜂窝芯毛坯件的周围端面垂直外蒙皮型面切面,胶接时安装复合材料夹层结构工艺挡圈工装保护蜂窝芯毛坯件,胶接完成后再加工蜂窝芯周边部分的斜坡。本发明可有效防止成型时蜂窝芯制件与外蒙皮之间的滑移,避免蜂窝芯的塌陷缺陷。
防止复合材料的蜂窝芯开裂的成型方法.pdf
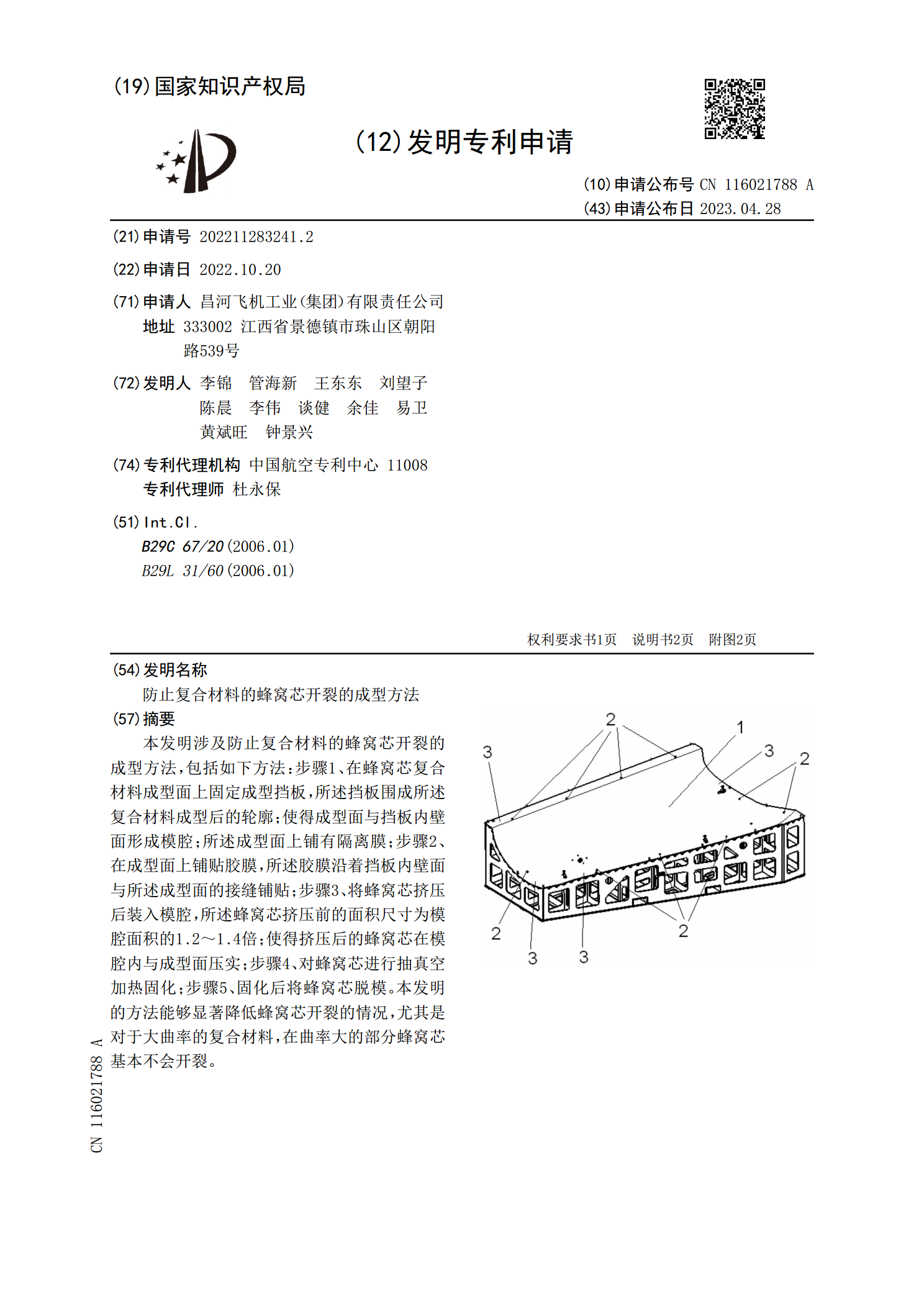
本发明涉及防止复合材料的蜂窝芯开裂的成型方法,包括如下方法:步骤1、在蜂窝芯复合材料成型面上固定成型挡板,所述挡板围成所述复合材料成型后的轮廓;使得成型面与挡板内壁面形成模腔;所述成型面上铺有隔离膜;步骤2、在成型面上铺贴胶膜,所述胶膜沿着挡板内壁面与所述成型面的接缝铺贴;步骤3、将蜂窝芯挤压后装入模腔,所述蜂窝芯挤压前的面积尺寸为模腔面积的1.2~1.4倍;使得挤压后的蜂窝芯在模腔内与成型面压实;步骤4、对蜂窝芯进行抽真空加热固化;步骤5、固化后将蜂窝芯脱模。本发明的方法能够显著降低蜂窝芯开裂的情况,尤
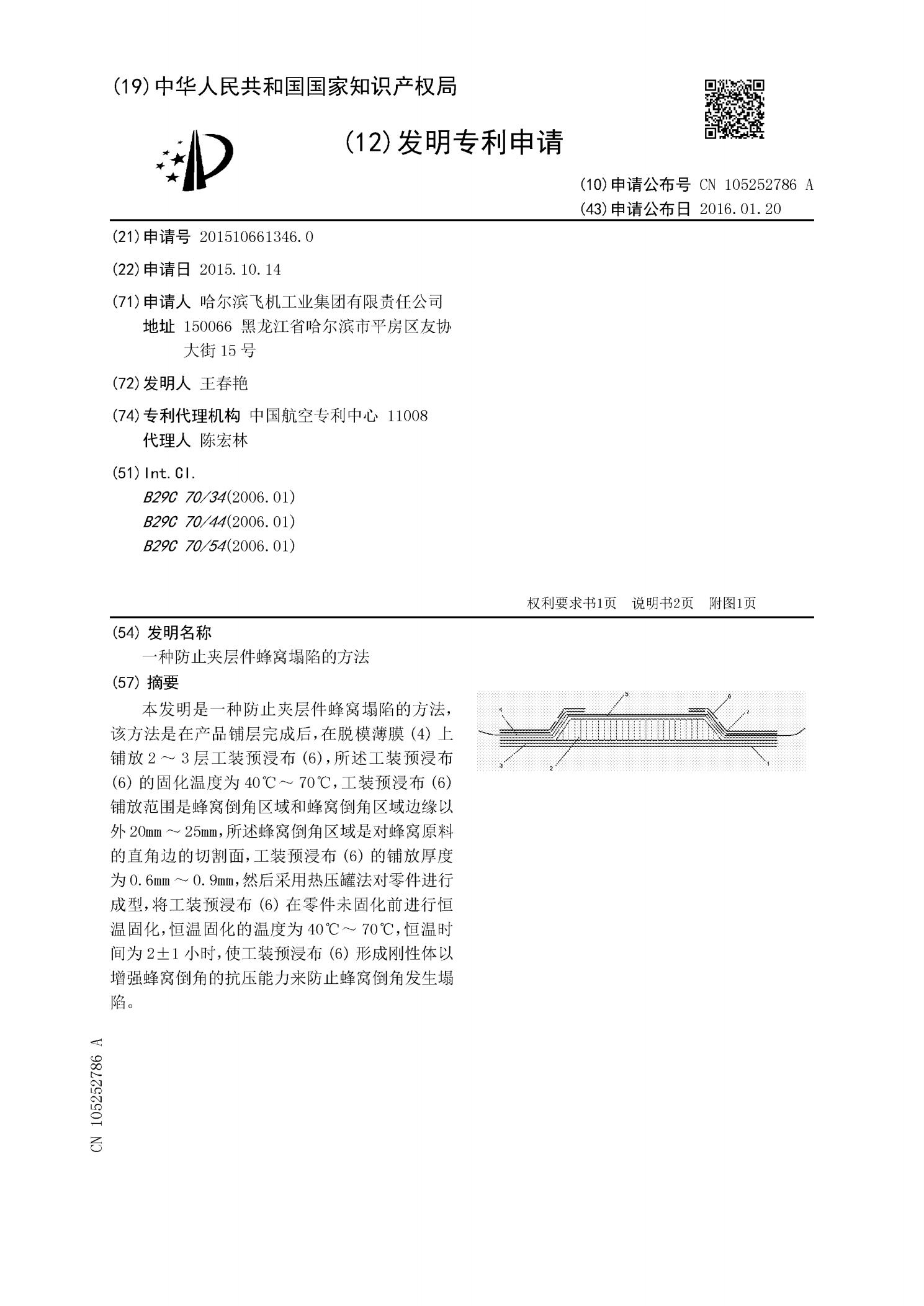
一种防止夹层件蜂窝塌陷的方法.pdf
本发明是一种防止夹层件蜂窝塌陷的方法,该方法是在产品铺层完成后,在脱模薄膜(4)上铺放2~3层工装预浸布(6),所述工装预浸布(6)的固化温度为40℃~70℃,工装预浸布(6)铺放范围是蜂窝倒角区域和蜂窝倒角区域边缘以外20mm~25mm,所述蜂窝倒角区域是对蜂窝原料的直角边的切割面,工装预浸布(6)的铺放厚度为0.6mm~0.9mm,然后采用热压罐法对零件进行成型,将工装预浸布(6)在零件未固化前进行恒温固化,恒温固化的温度为40℃~70℃,恒温时间为2±1小时,使工装预浸布(6)形成刚性体以增强蜂窝倒
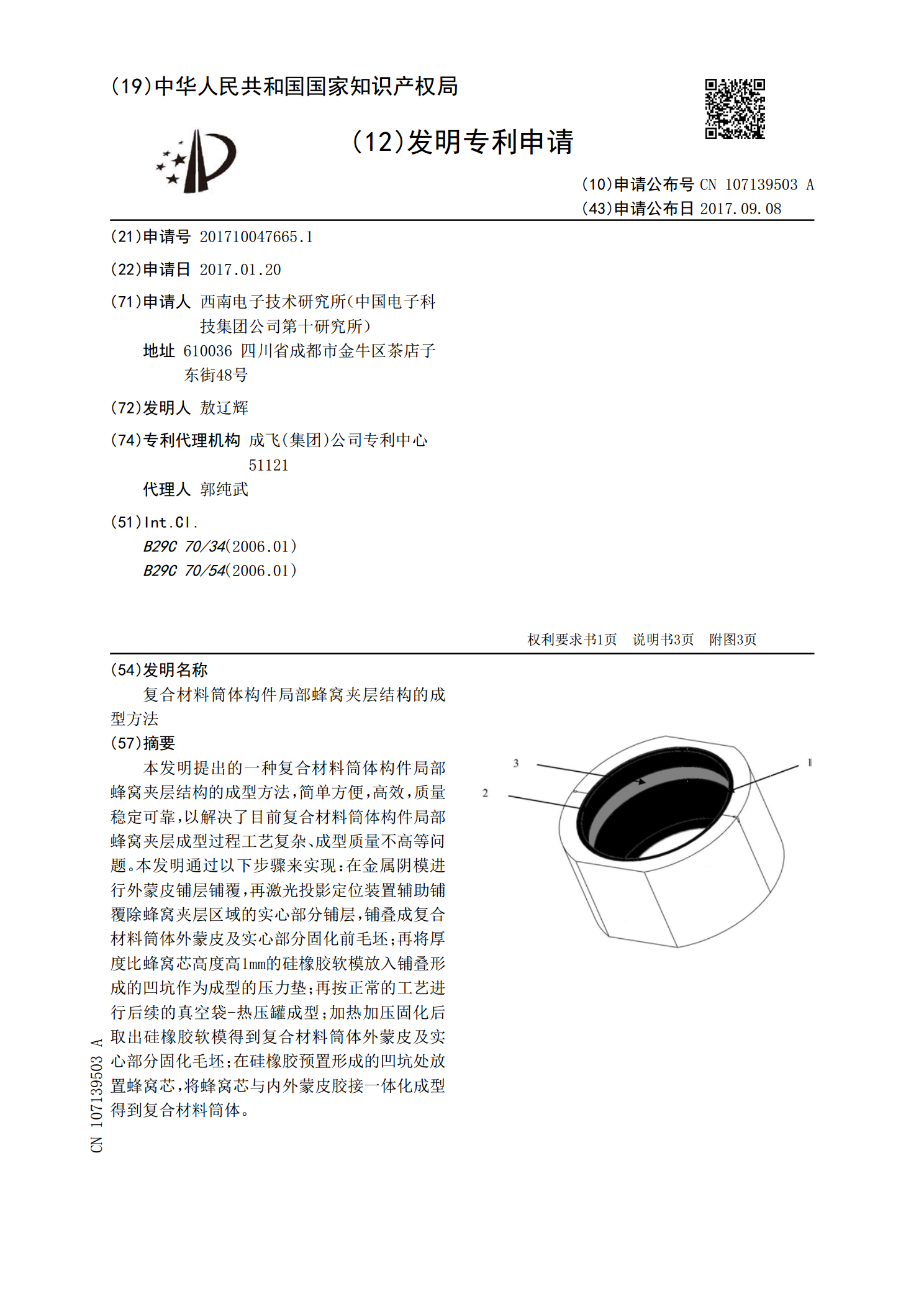
复合材料筒体构件局部蜂窝夹层结构的成型方法.pdf
本发明提出的一种复合材料筒体构件局部蜂窝夹层结构的成型方法,简单方便,高效,质量稳定可靠,以解决了目前复合材料筒体构件局部蜂窝夹层成型过程工艺复杂、成型质量不高等问题。本发明通过以下步骤来实现:在金属阴模进行外蒙皮铺层铺覆,再激光投影定位装置辅助铺覆除蜂窝夹层区域的实心部分铺层,铺叠成复合材料筒体外蒙皮及实心部分固化前毛坯;再将厚度比蜂窝芯高度高1mm的硅橡胶软模放入铺叠形成的凹坑作为成型的压力垫;再按正常的工艺进行后续的真空袋‑热压罐成型;加热加压固化后取出硅橡胶软模得到复合材料筒体外蒙皮及实心部分固化
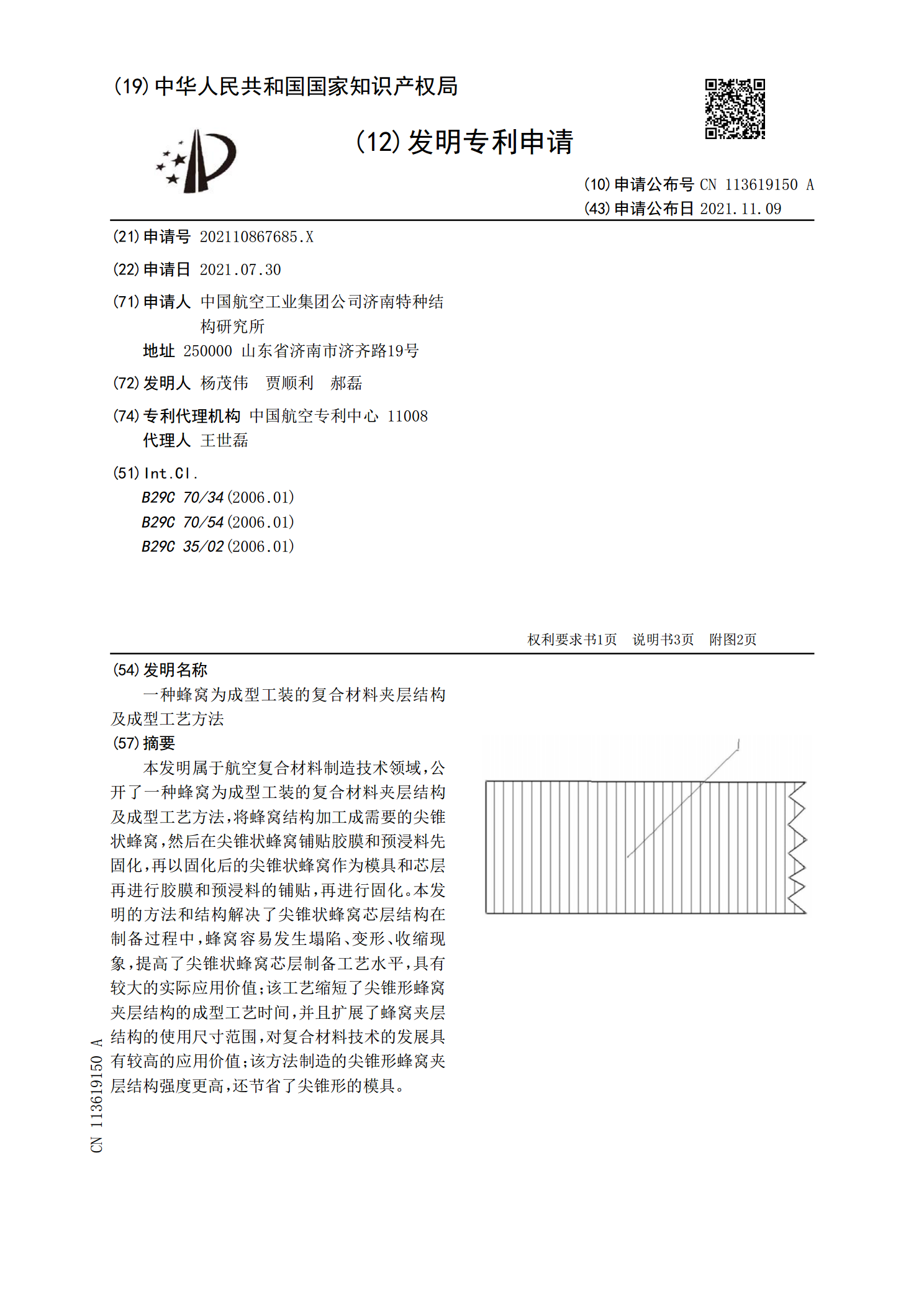
一种蜂窝为成型工装的复合材料夹层结构及成型工艺方法.pdf
本发明属于航空复合材料制造技术领域,公开了一种蜂窝为成型工装的复合材料夹层结构及成型工艺方法,将蜂窝结构加工成需要的尖锥状蜂窝,然后在尖锥状蜂窝铺贴胶膜和预浸料先固化,再以固化后的尖锥状蜂窝作为模具和芯层再进行胶膜和预浸料的铺贴,再进行固化。本发明的方法和结构解决了尖锥状蜂窝芯层结构在制备过程中,蜂窝容易发生塌陷、变形、收缩现象,提高了尖锥状蜂窝芯层制备工艺水平,具有较大的实际应用价值;该工艺缩短了尖锥形蜂窝夹层结构的成型工艺时间,并且扩展了蜂窝夹层结构的使用尺寸范围,对复合材料技术的发展具有较高的应用价