
薄壁蜂窝夹芯复合材料结构件制孔方法.pdf

小代****回来

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
薄壁蜂窝夹芯复合材料结构件制孔方法.pdf
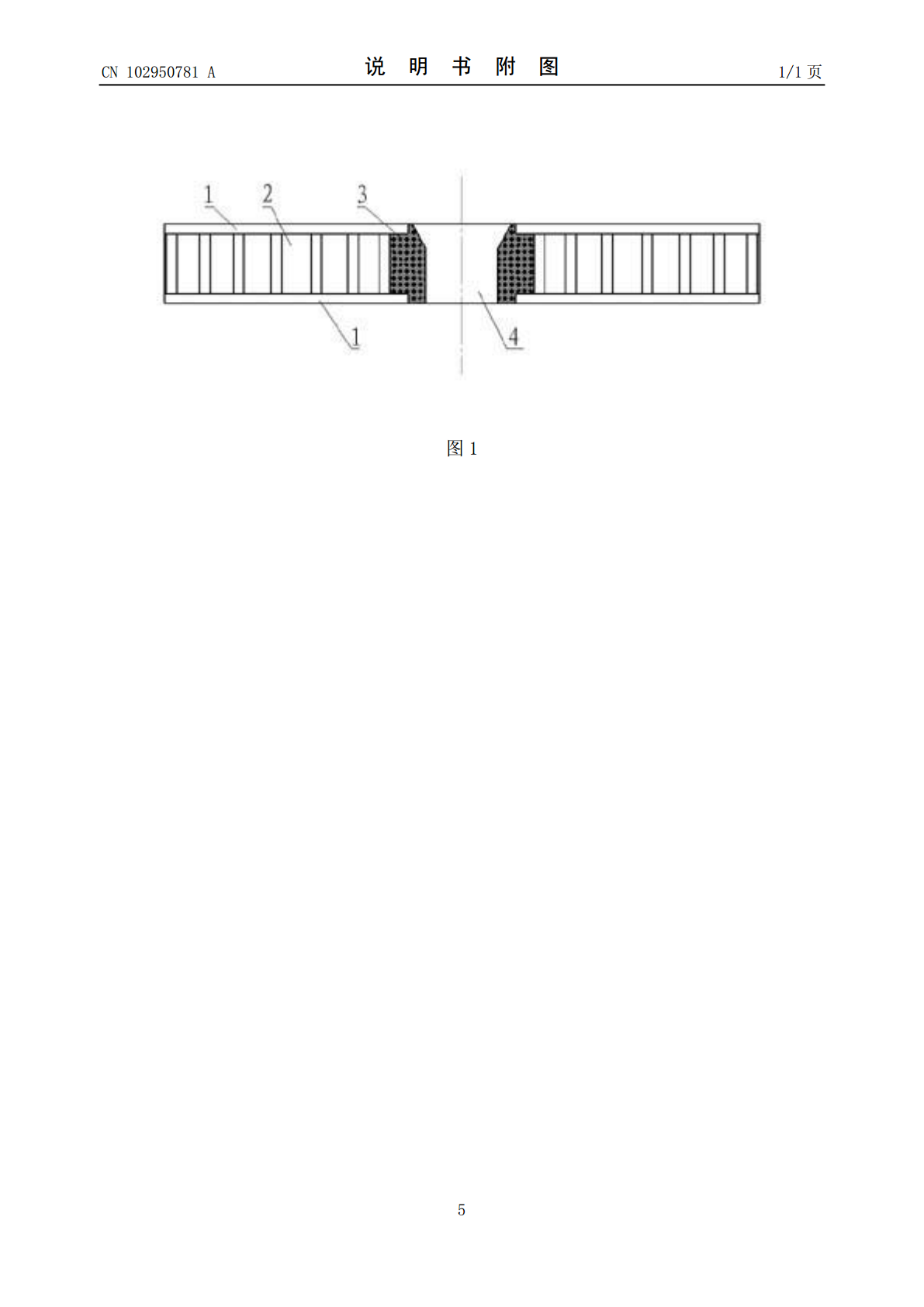
本发明公开了薄壁蜂窝夹芯复合材料结构件制孔方法,包括如下步骤:按初孔直径尺寸制通孔(4)并在通孔(4)一端按照埋头型螺栓的相应头型锥度锪制锥形锪窝孔,所述的初孔直径按公式Φ1=Φ(1+C%)取值;在通孔(4)的另一端封堵孔口,用快速固化胶(3)填充通孔及锥形锪窝孔;在快速固化胶(3)固化后,撕去封堵的胶带纸,在原通孔(4)位置按终孔直径尺寸制通孔(4)并在通孔(4)一端按照埋头型螺栓的相应头型锥度锪制锥形锪窝孔;这种二次制孔的方法,可以获得尺寸精确的终孔尺寸,由于固化的胶液可增强蜂窝夹芯层强度使得制孔时不
一种蜂窝夹芯复合材料结构件上的通孔孔边封装方法.pdf
本发明提供的一种蜂窝夹芯复合材料结构件上的通孔孔边封装方法,包括如下步骤:(1)在孔边的表面层上涂抹发泡胶;(2)待发泡胶固化后,在发泡胶表面依次平铺胶膜、预浸料、可剥布;(3)在所述结构件上的通孔中放入一个橡胶空心柱体或球体,对所述橡胶空心柱体或球体加热并抽真空,使预浸料与孔边紧密贴合;(4)将预浸料和胶膜固化,固化完成后剥除可剥布,取出橡胶空心柱体或球体,即可完成孔边的封装。其优点在于,使用的材料易获得,无需严格的加工条件和施工条件,成本相对低廉,简单易操作,同时提升了孔边封装质量。
蜂窝夹芯结构件及其制备方法.pdf
本发明公开了蜂窝夹芯结构件及其制备方法。该方法包括如下步骤:S1、选取蜂窝芯并填充泡沫,形成泡沫蜂窝芯;S2、选取两层无纺布层与两层热熔胶膜层,依次将无纺布层、热熔胶膜层、泡沫蜂窝芯、热熔胶膜层以及无纺布层置于第一模具中,调整温度和压力进行热压结合,得到中间芯;S3、将中间芯置于两个纤维增强热塑性面板之间,并置于第二模具中,调整温度和压力进行热压结合,热压完成后迅速冷却,得到蜂窝夹芯中间板;S4、在蜂窝夹芯中间板周部注塑包边,即得到蜂窝夹芯结构件。本发明所述蜂窝夹芯结构件的制备方法,其制备的蜂窝夹芯结构件

一种蜂窝夹芯复合材料的制备方法.pdf
本发明公开了一种蜂窝夹芯复合材料的制备方法,属于航空航天材料制备技术领域,其特征在于,包括以下步骤:a、配制浸渍液一;b、将矩形截面蜂窝芯一放于浸渍槽中充分浸渍;c、配制浸渍液二;d、将梯形截面蜂窝芯二放于浸渍槽中充分浸渍;e、采用胶膜将矩形截面蜂窝芯一和梯形截面蜂窝芯二粘接在一起,得到复合蜂窝芯;f、在复合蜂窝芯的上表面粘接上面板,复合蜂窝芯的下表面粘接下面板,最后进行固化冷却至室温后,得到蜂窝夹芯复合材料。本发明通过湿法浸渍得到两种含不同吸波体涂层的蜂窝芯,并通过合理设计得到复合蜂窝夹芯结构,再与面板
一种蜂窝夹芯复合材料声衬壁板通孔率控制方法.pdf
本发明提出了一种蜂窝夹芯复合材料声衬壁板通孔率控制方法,采用预固化方式在复材蒙皮上依次预先铺叠胶膜和可剥层,在低于胶膜固化温度的条件下进行短时预固化,实现胶膜和复材蒙皮的预胶接,再对预胶接的复材蒙皮钻制声衬阵列孔,去除可剥层后,再与蜂窝和蜂窝芯上复材蒙皮进行胶接。本发明通过在蜂窝芯下复材蒙皮上预固化一层胶膜再钻声衬孔阵列,在不降低声衬面板与蜂窝夹芯胶接强度的情况下,有效的保证了蜂窝夹芯复合材料声衬壁板胶接完成后的通孔率。