
一种蜂窝夹芯复合材料结构件上的通孔孔边封装方法.pdf

白凡****12

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种蜂窝夹芯复合材料结构件上的通孔孔边封装方法.pdf
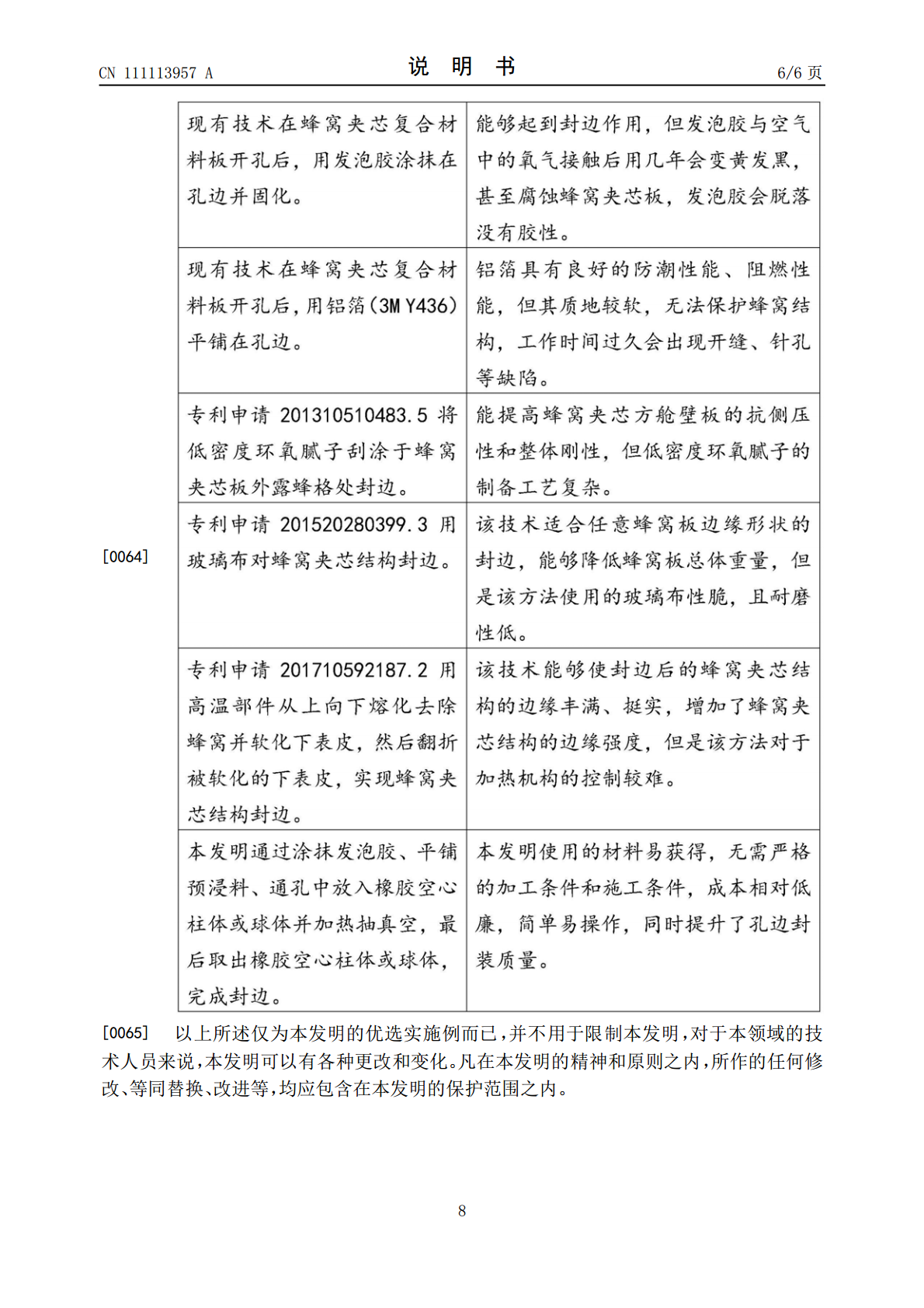
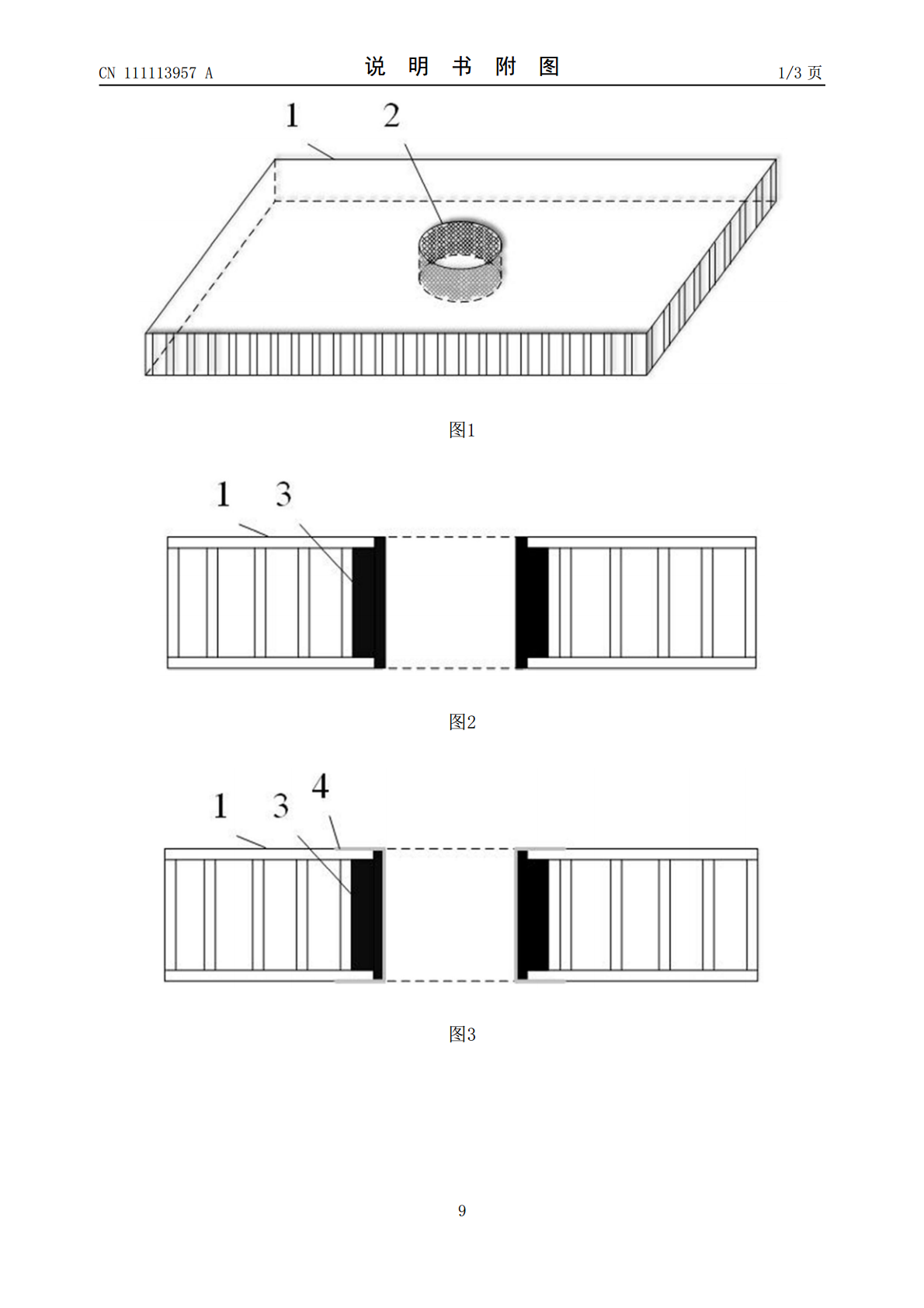
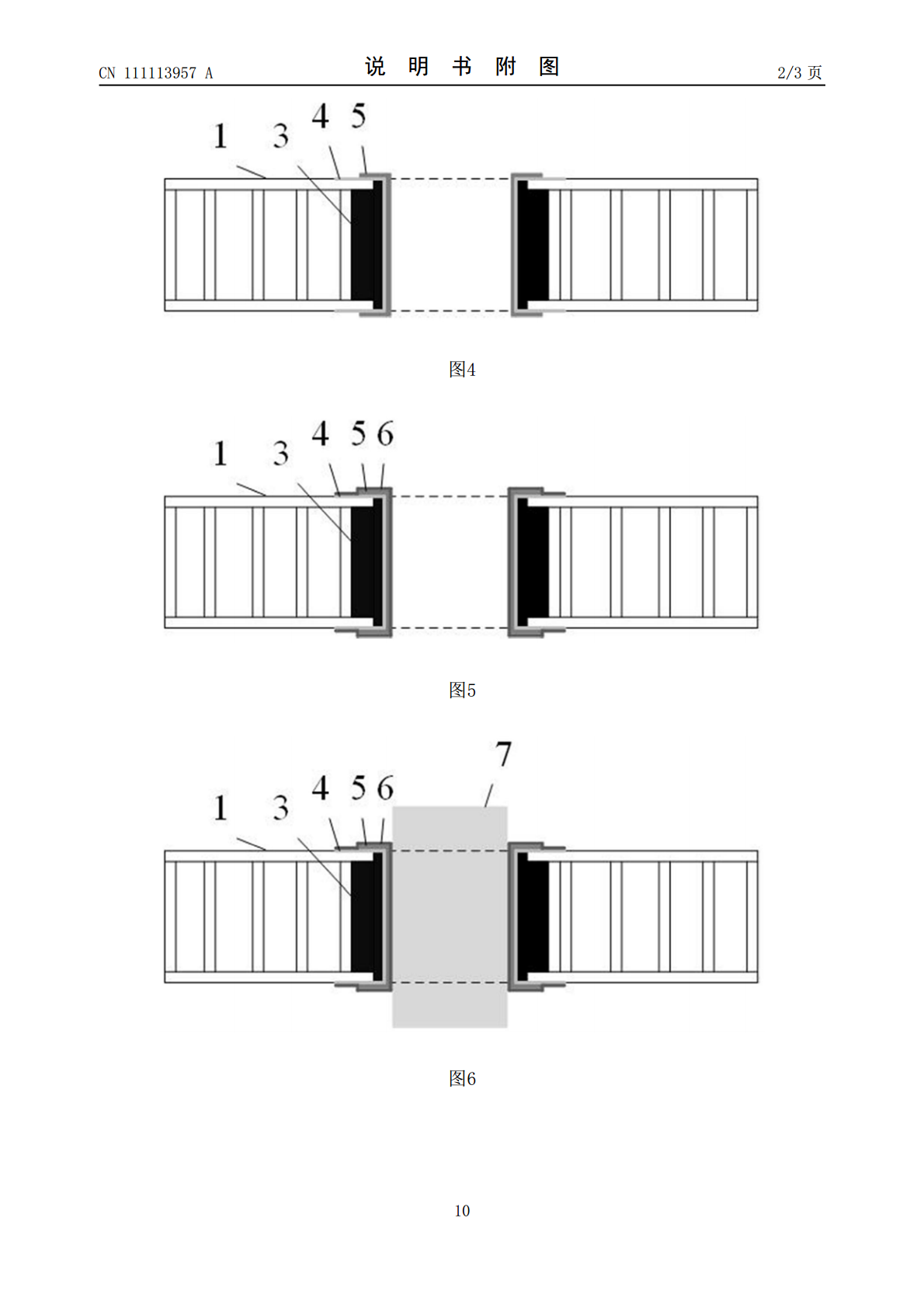
本发明提供的一种蜂窝夹芯复合材料结构件上的通孔孔边封装方法,包括如下步骤:(1)在孔边的表面层上涂抹发泡胶;(2)待发泡胶固化后,在发泡胶表面依次平铺胶膜、预浸料、可剥布;(3)在所述结构件上的通孔中放入一个橡胶空心柱体或球体,对所述橡胶空心柱体或球体加热并抽真空,使预浸料与孔边紧密贴合;(4)将预浸料和胶膜固化,固化完成后剥除可剥布,取出橡胶空心柱体或球体,即可完成孔边的封装。其优点在于,使用的材料易获得,无需严格的加工条件和施工条件,成本相对低廉,简单易操作,同时提升了孔边封装质量。
薄壁蜂窝夹芯复合材料结构件制孔方法.pdf
本发明公开了薄壁蜂窝夹芯复合材料结构件制孔方法,包括如下步骤:按初孔直径尺寸制通孔(4)并在通孔(4)一端按照埋头型螺栓的相应头型锥度锪制锥形锪窝孔,所述的初孔直径按公式Φ1=Φ(1+C%)取值;在通孔(4)的另一端封堵孔口,用快速固化胶(3)填充通孔及锥形锪窝孔;在快速固化胶(3)固化后,撕去封堵的胶带纸,在原通孔(4)位置按终孔直径尺寸制通孔(4)并在通孔(4)一端按照埋头型螺栓的相应头型锥度锪制锥形锪窝孔;这种二次制孔的方法,可以获得尺寸精确的终孔尺寸,由于固化的胶液可增强蜂窝夹芯层强度使得制孔时不
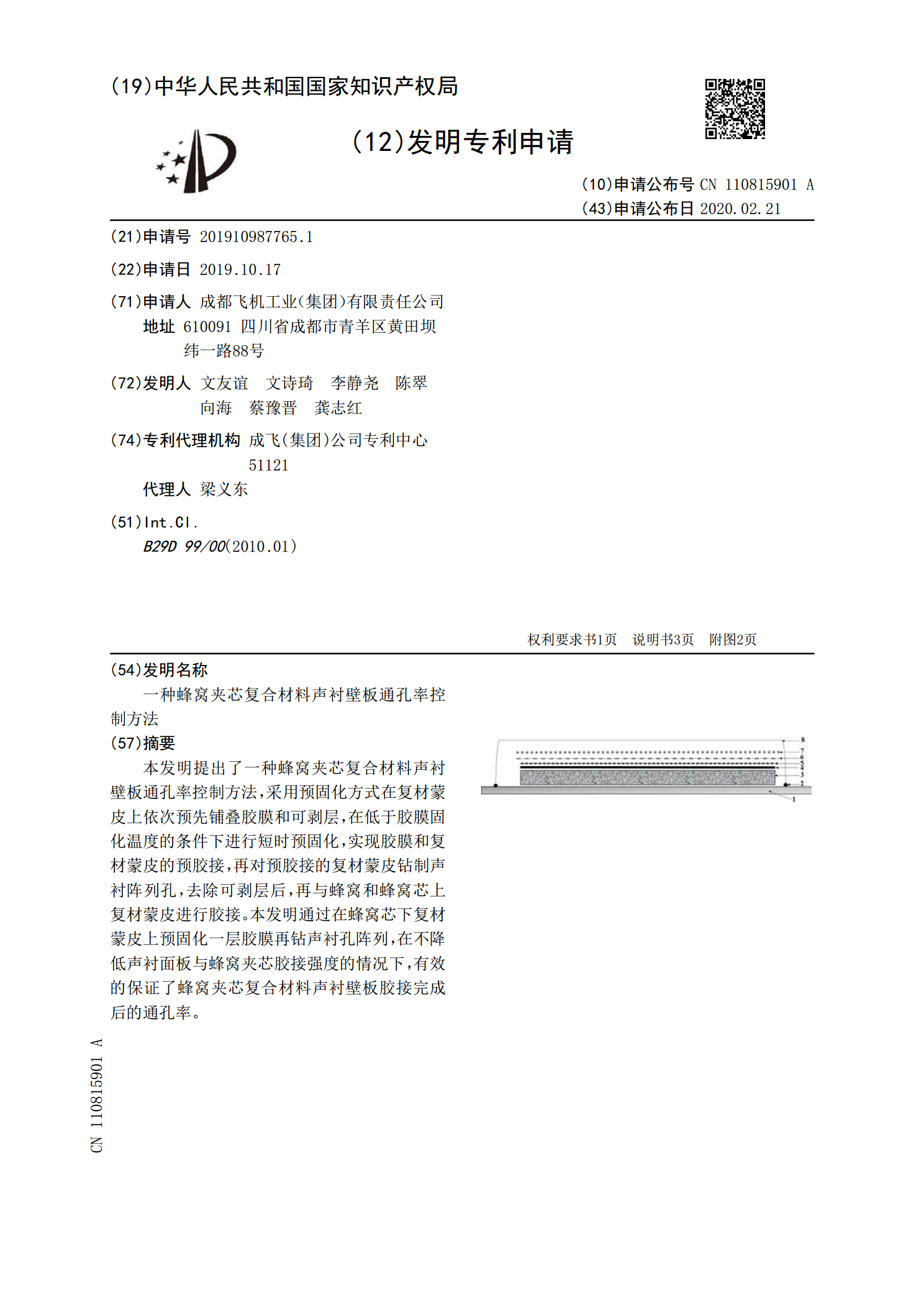
一种蜂窝夹芯复合材料声衬壁板通孔率控制方法.pdf
本发明提出了一种蜂窝夹芯复合材料声衬壁板通孔率控制方法,采用预固化方式在复材蒙皮上依次预先铺叠胶膜和可剥层,在低于胶膜固化温度的条件下进行短时预固化,实现胶膜和复材蒙皮的预胶接,再对预胶接的复材蒙皮钻制声衬阵列孔,去除可剥层后,再与蜂窝和蜂窝芯上复材蒙皮进行胶接。本发明通过在蜂窝芯下复材蒙皮上预固化一层胶膜再钻声衬孔阵列,在不降低声衬面板与蜂窝夹芯胶接强度的情况下,有效的保证了蜂窝夹芯复合材料声衬壁板胶接完成后的通孔率。
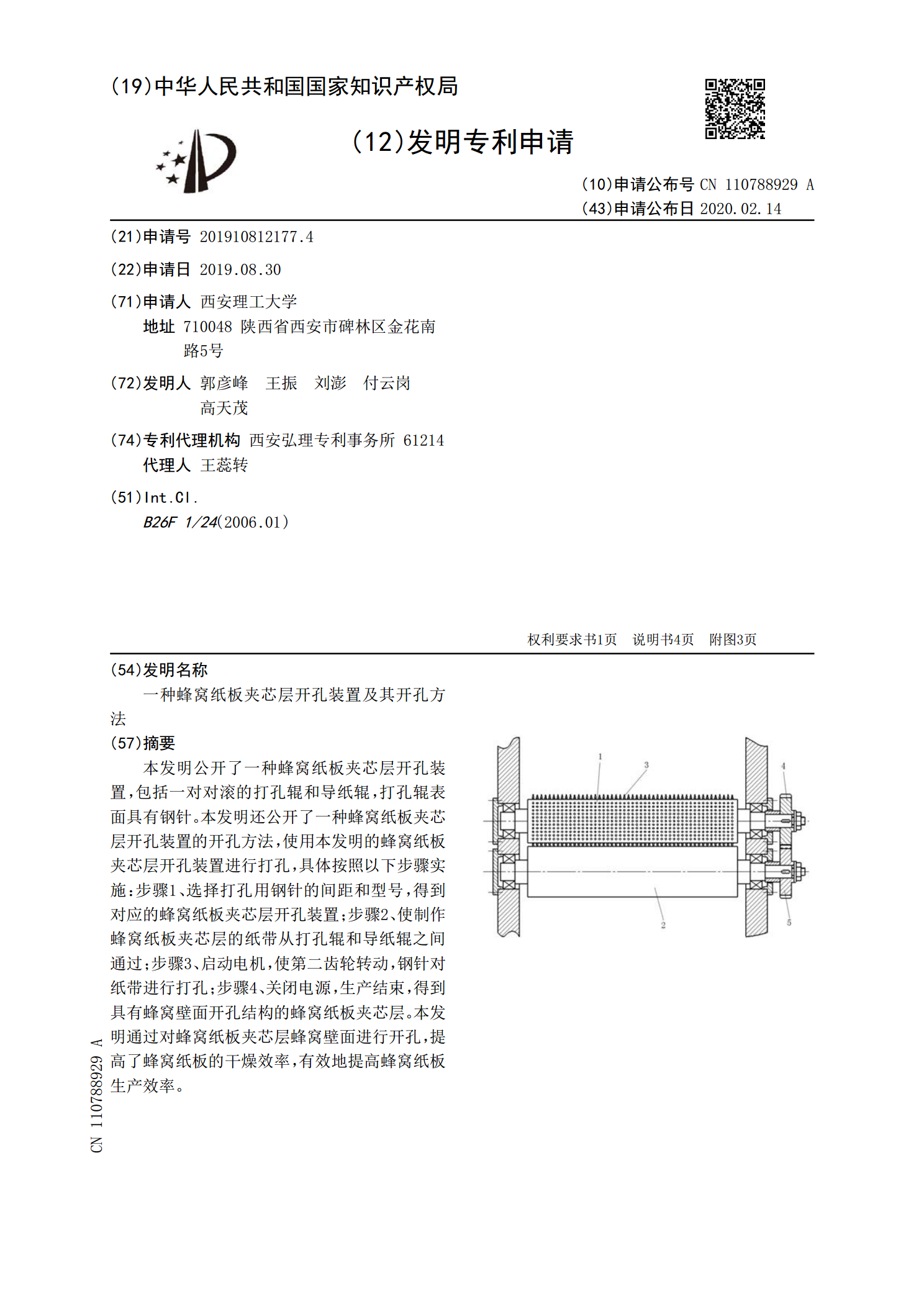
一种蜂窝纸板夹芯层开孔装置及其开孔方法.pdf
本发明公开了一种蜂窝纸板夹芯层开孔装置,包括一对对滚的打孔辊和导纸辊,打孔辊表面具有钢针。本发明还公开了一种蜂窝纸板夹芯层开孔装置的开孔方法,使用本发明的蜂窝纸板夹芯层开孔装置进行打孔,具体按照以下步骤实施:步骤1、选择打孔用钢针的间距和型号,得到对应的蜂窝纸板夹芯层开孔装置;步骤2、使制作蜂窝纸板夹芯层的纸带从打孔辊和导纸辊之间通过;步骤3、启动电机,使第二齿轮转动,钢针对纸带进行打孔;步骤4、关闭电源,生产结束,得到具有蜂窝壁面开孔结构的蜂窝纸板夹芯层。本发明通过对蜂窝纸板夹芯层蜂窝壁面进行开孔,提高
一种蜂窝夹芯复合材料声衬的通孔率自动化检测装置与方法.pdf
本发明公开一种蜂窝夹芯复合材料声衬的通孔率自动化检测装置与方法,测装置由定制化工装数据采集系统、移动机构系统和数据处理系统组成;数据采集系统使用二维激光轮廓传感器以平行移动拍摄的方式采集待测样件的表面三维点云数据,与高性能图形工作站进行连接,将采集数据导入以便后续处理;移动机构系统由工业机器人组成,末端固定有二维激光轮廓传感器,用于支撑数据采集系统进行平移扫描的方式;数据处理系统由高性能图形工作站组成,在数据采集的过程中起到路径规划与数据存储的作用,并通过提出的改进算法输出检测结果。本发明可用于具有数字模