
金属蜂窝芯自动化生产设备及方法.pdf

代瑶****zy


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

金属蜂窝芯自动化生产设备及方法.pdf
本发明提供了一种金属蜂窝芯自动化生产设备,包括用于将金属箔片裁切为所需宽度的裁边装置、用于将已裁切的金属箔片成型为波浪状的成型装置、用于在波浪状金属箔片的波峰涂覆粘胶的涂胶装置、用于将已涂胶金属箔片裁剪为所需长度之单元金属箔片的裁剪装置、用于将单元金属箔片叠加粘连为金属蜂窝芯的叠加装置,上述装置依次首尾衔接,形成生产流水线。该设备可全程自动化生产制造金属蜂窝芯,无需人工介入,自动化程度高、生产效率高、生产成本低。本发明还提供了一种金属蜂窝芯自动化生产方法,该方法全部依靠上述金属蜂窝芯自动化生产设备完成,无

蜂窝芯自动化焊接生产设备、生产方法.pdf
本发明涉及一种蜂窝芯自动化焊接生产设备,包括整平装置、成型装置、拉料机构、剪切装置、转运机构、焊接机构以及出料机构。一种蜂窝芯板的生产方法,包括片状料带进入整平装置,将片材料带被整平之后输出;成型装置的各个上齿模和下齿模冲压出波浪形状;拉料机构拉动波浪料带向右侧移动,波浪料带在进入转运机构预定长度之后,由剪切装置将波浪料带剪断;转运机构夹持水平放置在转运工位上的波浪料带,并将拨料料带转送至焊接机构;设置在机架的焊接工位,并适于将两个待焊接波浪料带焊接在一起。提升了蜂窝芯板的生产效果,设备稳定可靠,实现自动
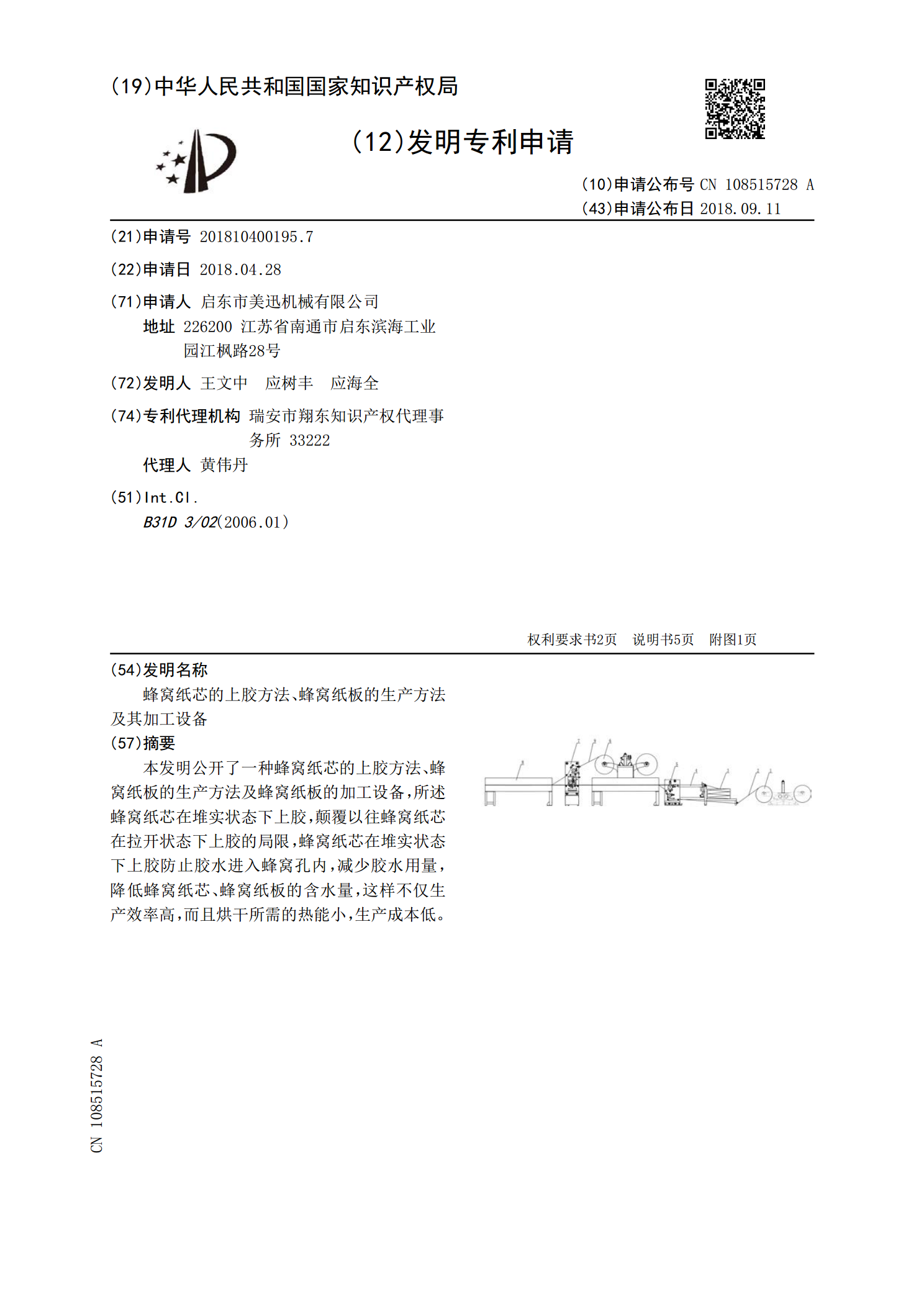
蜂窝纸芯的上胶方法、蜂窝纸板的生产方法及其加工设备.pdf
本发明公开了一种蜂窝纸芯的上胶方法、蜂窝纸板的生产方法及蜂窝纸板的加工设备,所述蜂窝纸芯在堆实状态下上胶,颠覆以往蜂窝纸芯在拉开状态下上胶的局限,蜂窝纸芯在堆实状态下上胶防止胶水进入蜂窝孔内,减少胶水用量,降低蜂窝纸芯、蜂窝纸板的含水量,这样不仅生产效率高,而且烘干所需的热能小,生产成本低。
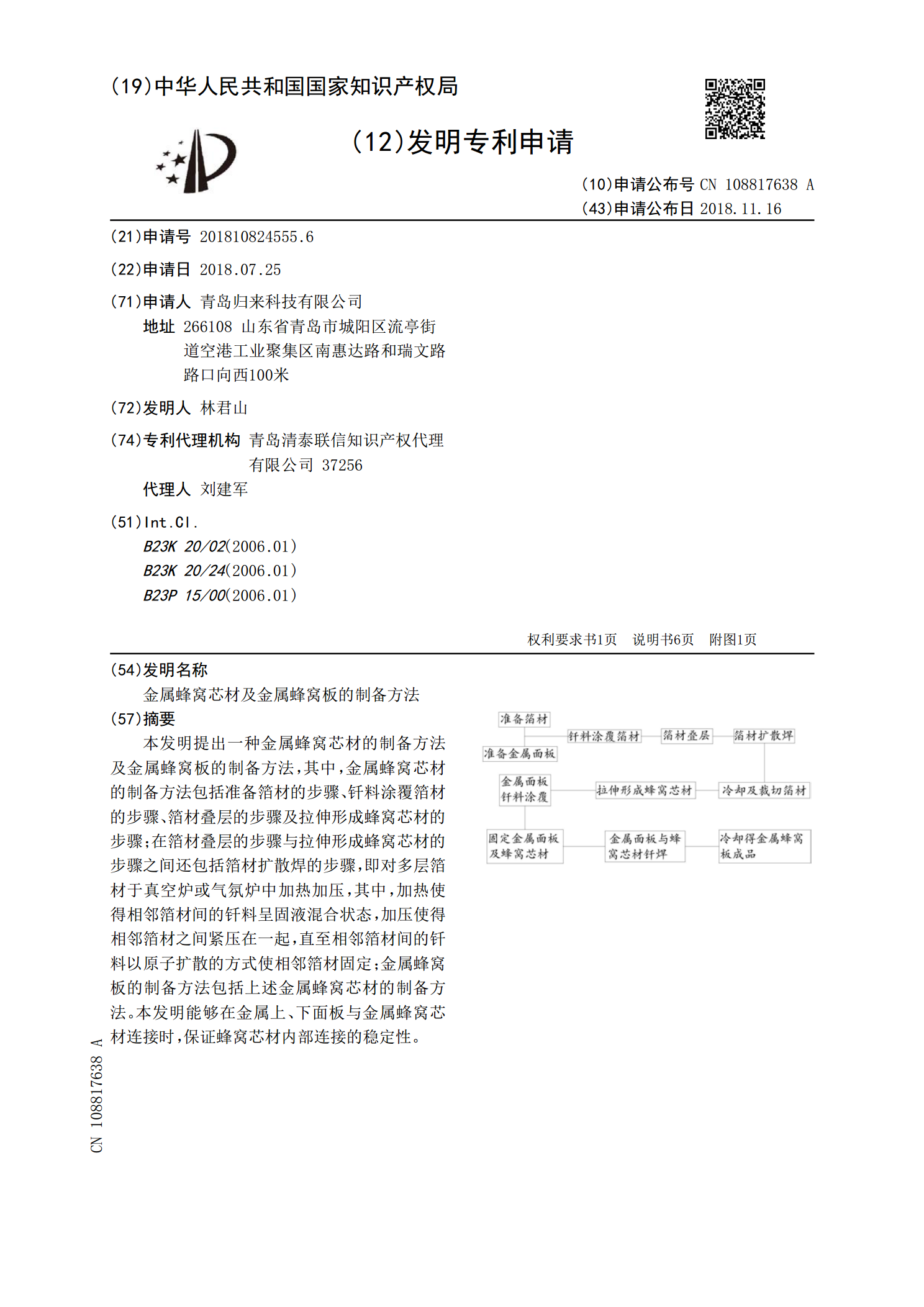
金属蜂窝芯材及金属蜂窝板的制备方法.pdf
本发明提出一种金属蜂窝芯材的制备方法及金属蜂窝板的制备方法,其中,金属蜂窝芯材的制备方法包括准备箔材的步骤、钎料涂覆箔材的步骤、箔材叠层的步骤及拉伸形成蜂窝芯材的步骤;在箔材叠层的步骤与拉伸形成蜂窝芯材的步骤之间还包括箔材扩散焊的步骤,即对多层箔材于真空炉或气氛炉中加热加压,其中,加热使得相邻箔材间的钎料呈固液混合状态,加压使得相邻箔材之间紧压在一起,直至相邻箔材间的钎料以原子扩散的方式使相邻箔材固定;金属蜂窝板的制备方法包括上述金属蜂窝芯材的制备方法。本发明能够在金属上、下面板与金属蜂窝芯材连接时,保证
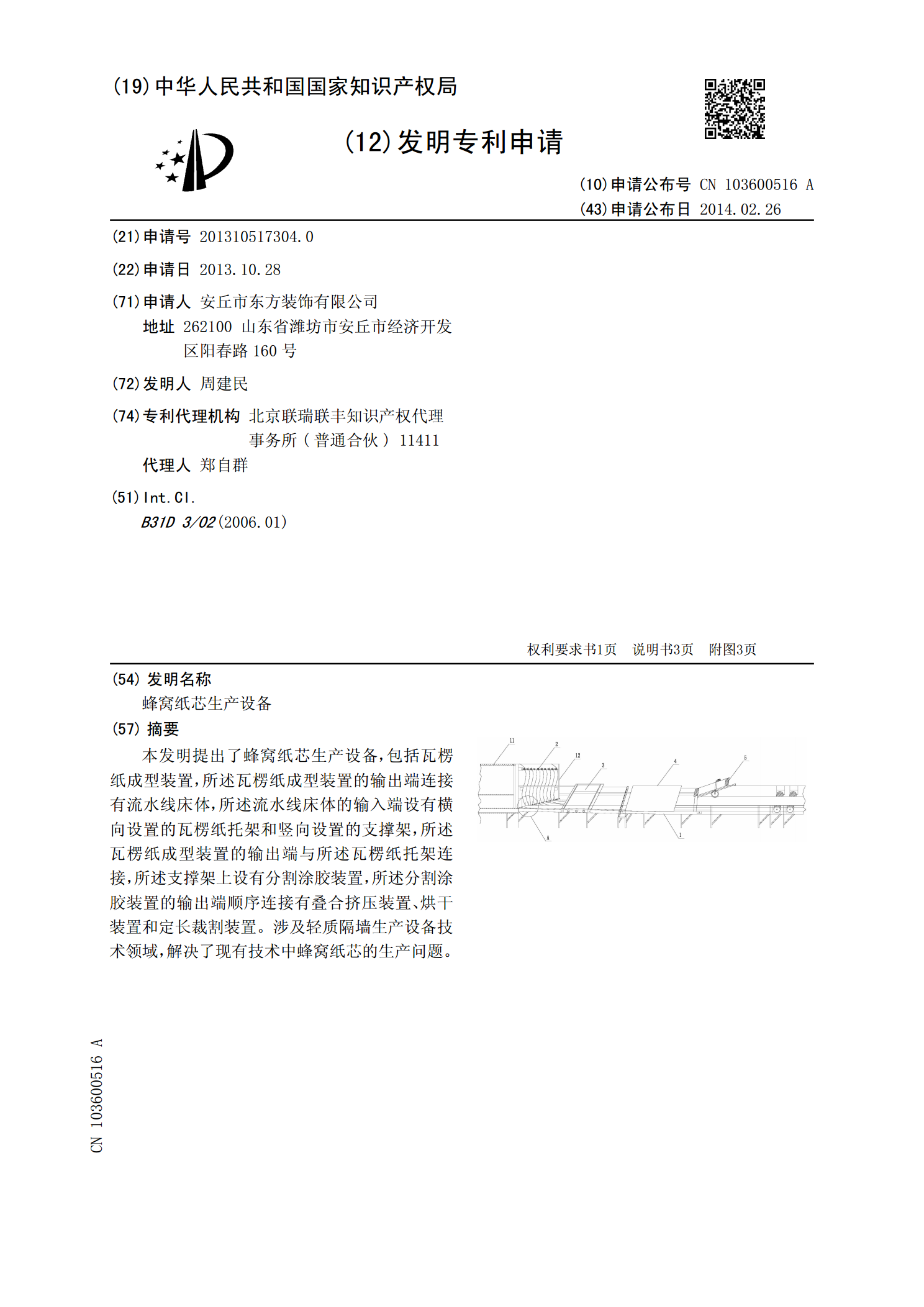
蜂窝纸芯生产设备.pdf
本发明提出了蜂窝纸芯生产设备,包括瓦楞纸成型装置,所述瓦楞纸成型装置的输出端连接有流水线床体,所述流水线床体的输入端设有横向设置的瓦楞纸托架和竖向设置的支撑架,所述瓦楞纸成型装置的输出端与所述瓦楞纸托架连接,所述支撑架上设有分割涂胶装置,所述分割涂胶装置的输出端顺序连接有叠合挤压装置、烘干装置和定长裁割装置。涉及轻质隔墙生产设备技术领域,解决了现有技术中蜂窝纸芯的生产问题。