
一种纤维增强树脂基复合材料夹芯管的湿法缠绕成型方法.pdf

是秋****写意


1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种纤维增强树脂基复合材料夹芯管的湿法缠绕成型方法.pdf
本发明公开了一种树脂基复合材料夹芯管的缠绕成型方法,包括蜂窝夹芯结构成型及泡沫夹芯管结构成型,其中蜂窝夹芯结构具有优异的弯曲刚度和扭转刚度,特别适用于海洋、航空、兵器等领域中主承力结构件,及对重量要求严格的大跨度结构件;而泡沫夹芯结构则因其泡沫材料具有较好的吸热、吸声、减震等性能,特别适用于防爆筒及发动机短舱等有特殊功能性要求的结构件;本发明解决了现有夹芯管成型工艺的生产效率低、成本高等问题。本发明方法主要步骤为:模具处理、内蒙皮成型、夹芯结构层成型、外蒙皮成型、旋转固化、脱模并后处理。

一种蜂窝夹芯树脂基复合材料的成型方法.pdf
本发明公开一种蜂窝夹芯树脂基复合材料的成型方法,该成型方法对蜂窝芯四周的蜂窝格进行挤压以使蜂窝芯周边区域密度加大,提高该区域蜂窝法线方向和与法线垂直的方向的压缩强度,可制得外观和强度都更优的产品;此外,在铺贴外蒙皮预浸料之前,先铺贴一层预制好的外蒙皮,预制好的蒙皮虽然很薄,但相对软性的预浸料有较好的刚性,能承受真空压力和热压罐一般的压力,保证在固化过程中,非模具面蒙皮不会凹陷于蜂窝格内,使产品有一个较平整的表面,不需要大量的后处理工作。
一种纤维增强树脂蜂窝夹芯结构复合材料及其制备方法.pdf
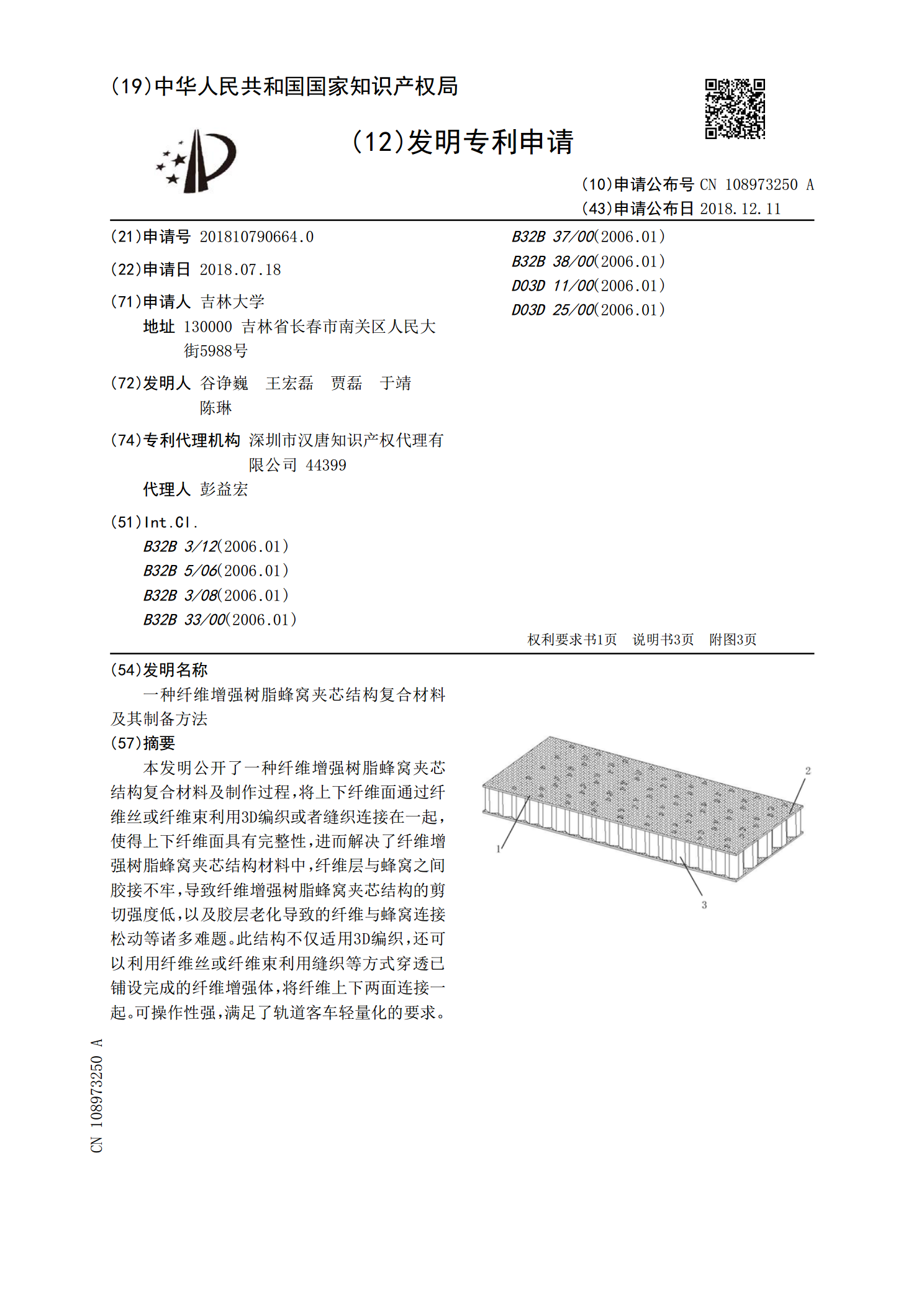
本发明公开了一种纤维增强树脂蜂窝夹芯结构复合材料及制作过程,将上下纤维面通过纤维丝或纤维束利用3D编织或者缝织连接在一起,使得上下纤维面具有完整性,进而解决了纤维增强树脂蜂窝夹芯结构材料中,纤维层与蜂窝之间胶接不牢,导致纤维增强树脂蜂窝夹芯结构的剪切强度低,以及胶层老化导致的纤维与蜂窝连接松动等诸多难题。此结构不仅适用3D编织,还可以利用纤维丝或纤维束利用缝织等方式穿透已铺设完成的纤维增强体,将纤维上下两面连接一起。可操作性强,满足了轨道客车轻量化的要求。

玻璃纤维缠绕增强热固性树脂夹砂压力管(执行标准)-JC.docx
JC/T838—199801JC中华人民共和国建材行业标准JC/T838-1998———————————————————————————————————————玻璃纤维缠绕增强热固性树脂夹砂压力管1998-11-09发布1999-04-01实施国家建筑材料工业局发布JC/T838—1998前言本标准是玻璃钢纤维缠绕增强热固性树脂夹砂压力管在我国的应用实践,并结合国内外同类产品的要求而制订的。本标准非等效采用ANSI/AWWAC950—95《玻璃纤维增强塑料压力管》本标准在技术内容与。ANSI/AWWAC9
玻璃纤维缠绕增强热固性树脂夹砂压力管(执行标准)-JC.docx
JC中华人民共和国建材行业标准JC/T838-1998———————————————————————————————————————玻璃纤维缠绕增强热固性树脂夹砂压力管1998-11-09发布1999-04-01实施国家建筑材料工业局发布JC/T838—1998前言本标准是玻璃钢纤维缠绕增强热固性树脂夹砂压力管在我国的应用实践并结合国内外同类产品的要求而制订的。本标准非等效采用ANSI/AWWAC950—95《玻璃纤维增强