
PHC通信天线及其加工方法.pdf

盼易****君a


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
PHC通信天线及其加工方法.pdf
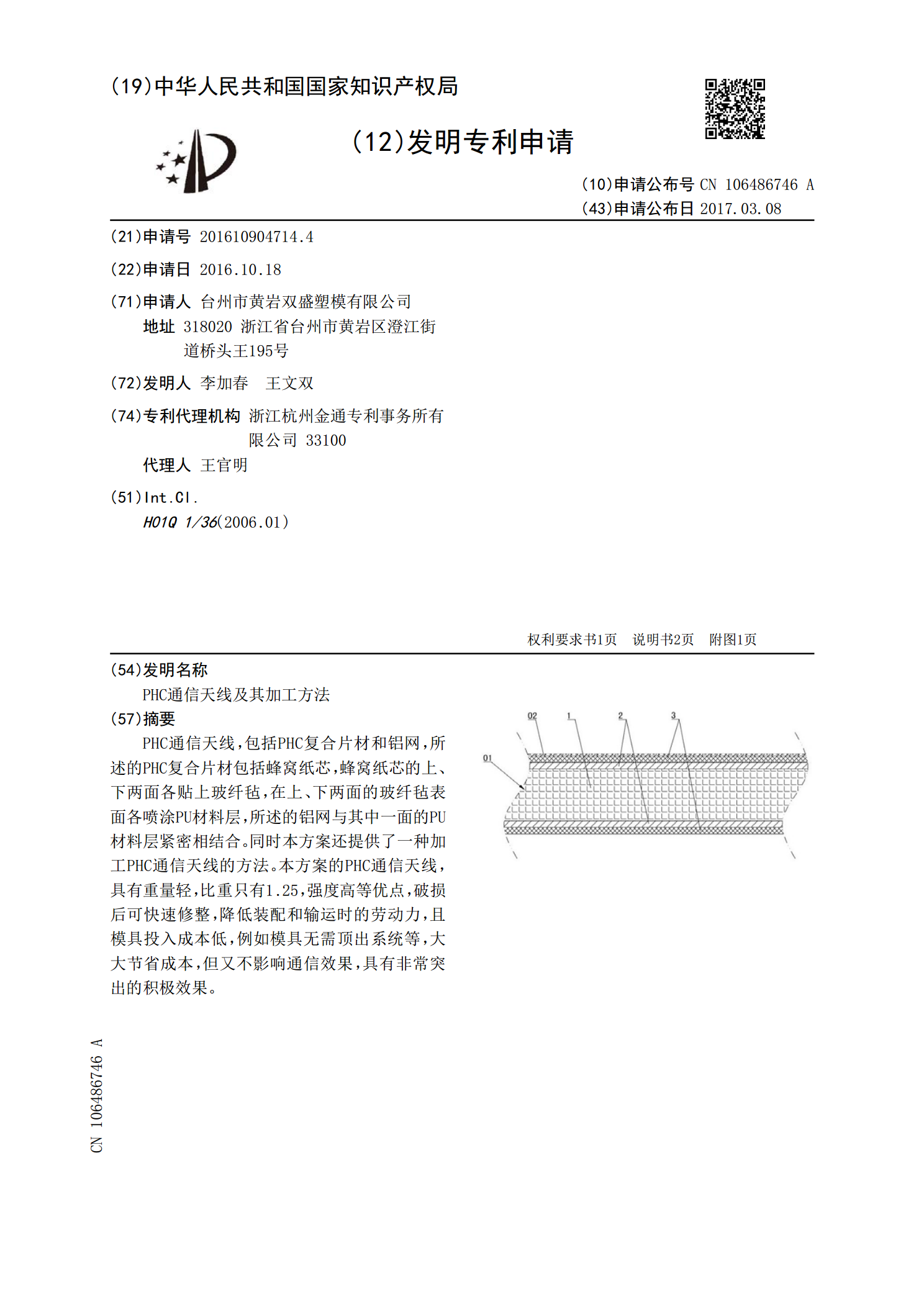
PHC通信天线,包括PHC复合片材和铝网,所述的PHC复合片材包括蜂窝纸芯,蜂窝纸芯的上、下两面各贴上玻纤毡,在上、下两面的玻纤毡表面各喷涂PU材料层,所述的铝网与其中一面的PU材料层紧密相结合。同时本方案还提供了一种加工PHC通信天线的方法。本方案的PHC通信天线,具有重量轻,比重只有1.25,强度高等优点,破损后可快速修整,降低装配和输运时的劳动力,且模具投入成本低,例如模具无需顶出系统等,大大节省成本,但又不影响通信效果,具有非常突出的积极效果。
PHC盖板及其加工工艺.pdf
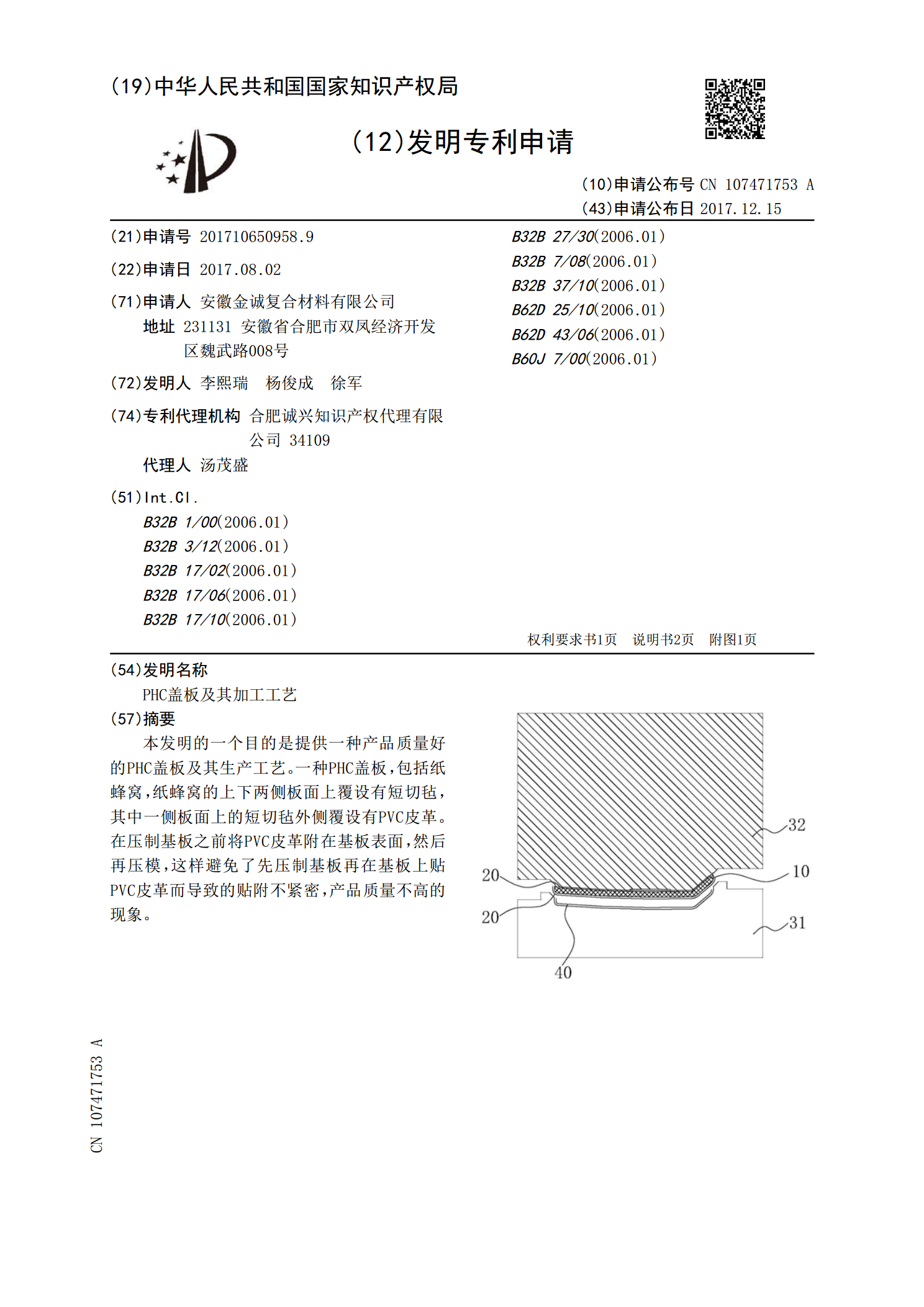
本发明的一个目的是提供一种产品质量好的PHC盖板及其生产工艺。一种PHC盖板,包括纸蜂窝,纸蜂窝的上下两侧板面上覆设有短切毡,其中一侧板面上的短切毡外侧覆设有PVC皮革。在压制基板之前将PVC皮革附在基板表面,然后再压模,这样避免了先压制基板再在基板上贴PVC皮革而导致的贴附不紧密,产品质量不高的现象。
天线及其制备方法、通信系统.pdf
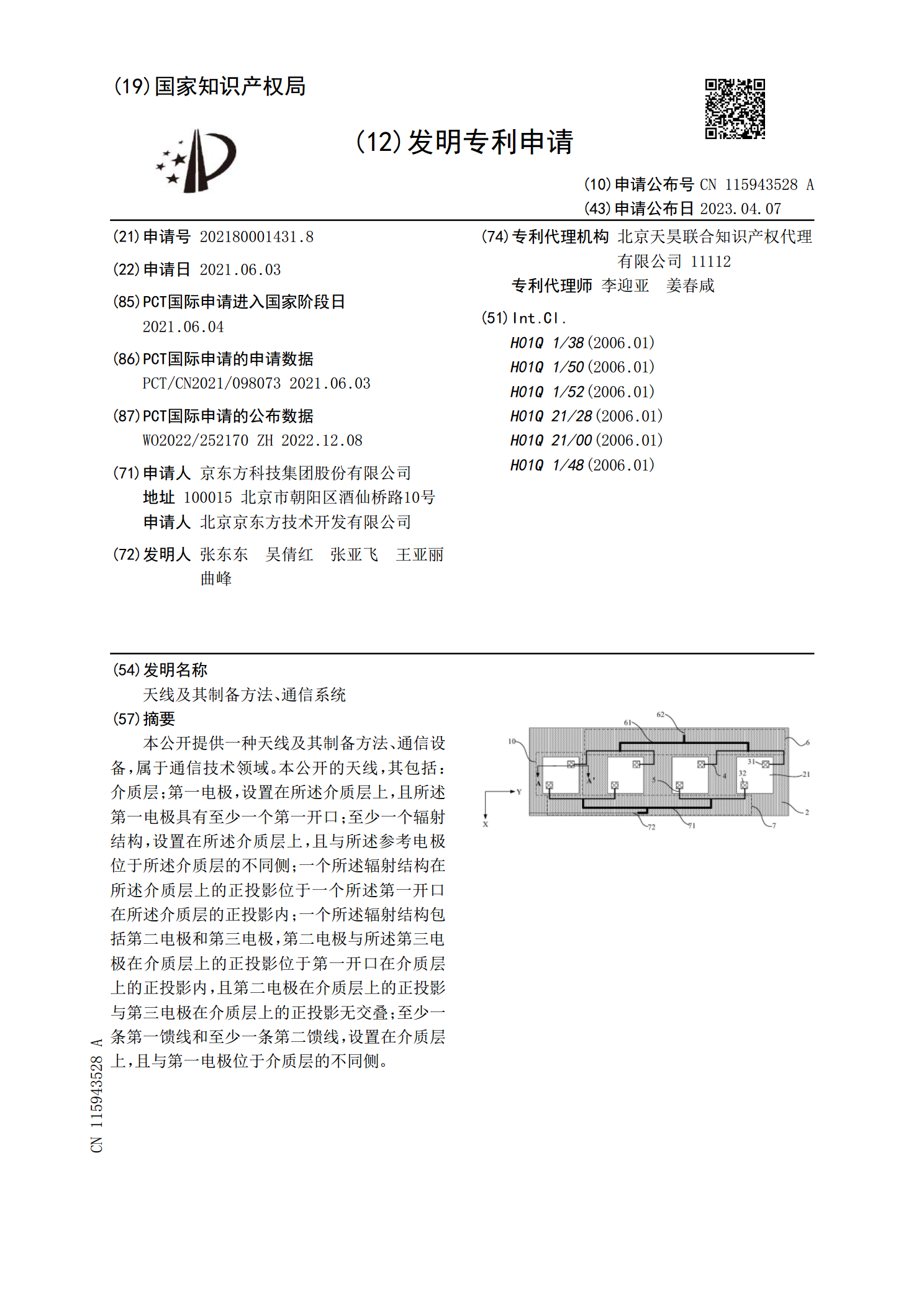
本公开提供一种天线及其制备方法、通信设备,属于通信技术领域。本公开的天线,其包括:介质层;第一电极,设置在所述介质层上,且所述第一电极具有至少一个第一开口;至少一个辐射结构,设置在所述介质层上,且与所述参考电极位于所述介质层的不同侧;一个所述辐射结构在所述介质层上的正投影位于一个所述第一开口在所述介质层的正投影内;一个所述辐射结构包括第二电极和第三电极,第二电极与所述第三电极在介质层上的正投影位于第一开口在介质层上的正投影内,且第二电极在介质层上的正投影与第三电极在介质层上的正投影无交叠;至少一条第一馈线

移动通信天线系统及其天线模块.pdf
本发明公开了一种移动通信天线系统,包括一运输装置与一天线模块。天线模块装设于运输装置,天线模块具有一第一极化天线单元及一第二极化天线单元,并且第一极化天线单元的极化方向与第二极化天线单元的极化方向彼此垂直,以使运输装置大致沿一第一方向移动时,第一极化天线单元与第二极化天线单元能相互影响而各形成有一轮廓大致呈8字型的辐射场型。并且第一极化天线单元与第二极化天线单元两者的辐射场型长轴方向大致平行于一非平行于第一方向的第二方向。藉此,提供一种能抑制移动通信中多径衰落影响的移动通信天线系统。

天线结构加工方法.pdf
提供一种天线结构加工方法,包括:提供导电壳体,导电壳体包括第一导电本体、第二导电本体、预设区域,预设区域包括相背设置的第一表面和第二表面;在预设区域的第一表面形成至少一个支撑结构,以使所述至少一个支撑结构凸设于第一表面上;自第二表面向第一表面的方向加工,将预设区域切穿形成预设数量的微缝;在每个微缝中填充非导电材料以使预设区域成为非信号屏蔽微结构;将至少一个支撑结构中指定支撑结构之外的其余支撑结构切除。采用上述示例性实施例的天线结构加工方法,由于微缝的缝宽较小,降低了天线结构的非导电材料的占比,保证了天线结