
一种酚醛面板蜂窝夹层结构件成型方法.pdf

雅云****彩妍

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种酚醛面板蜂窝夹层结构件成型方法.pdf
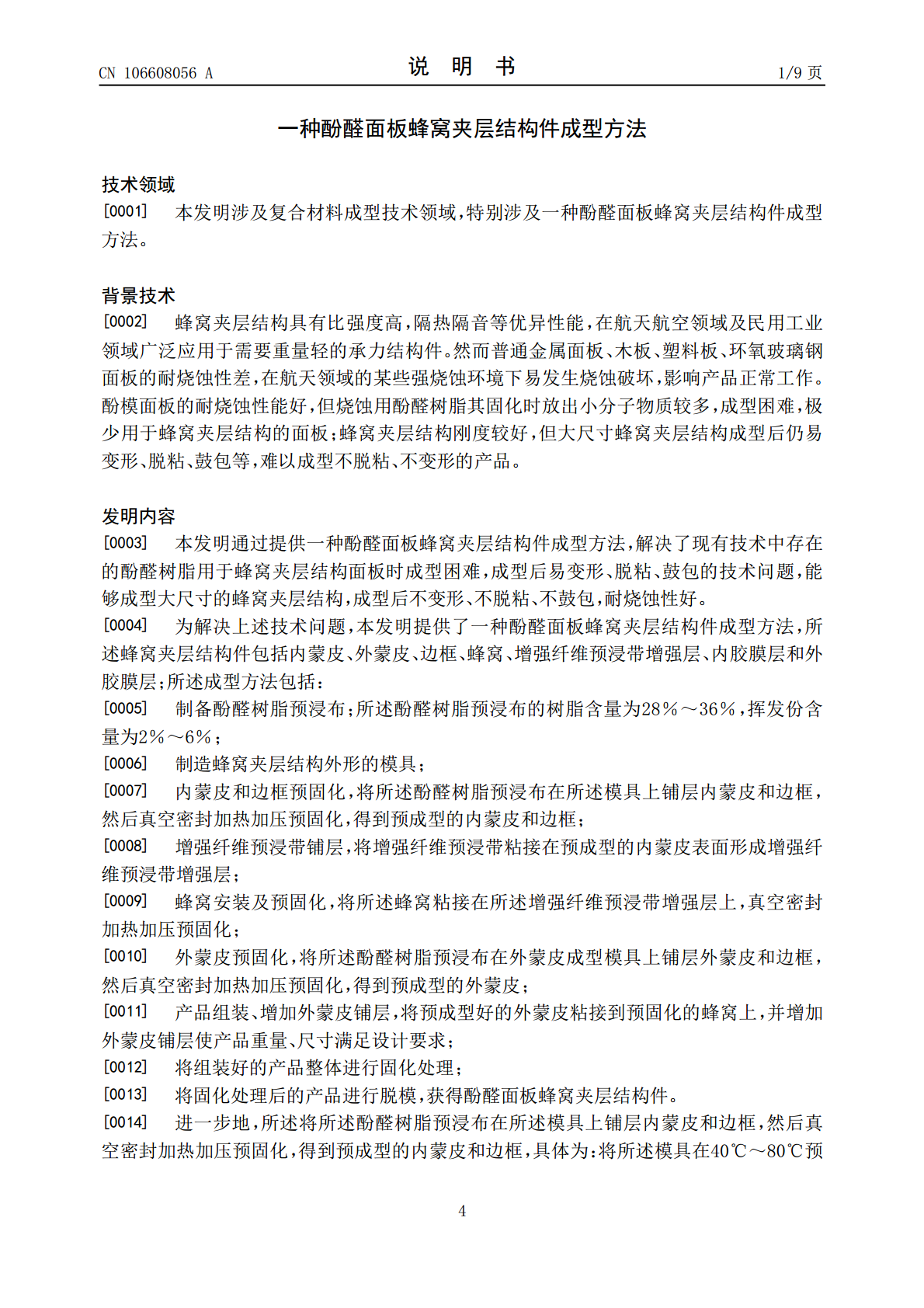
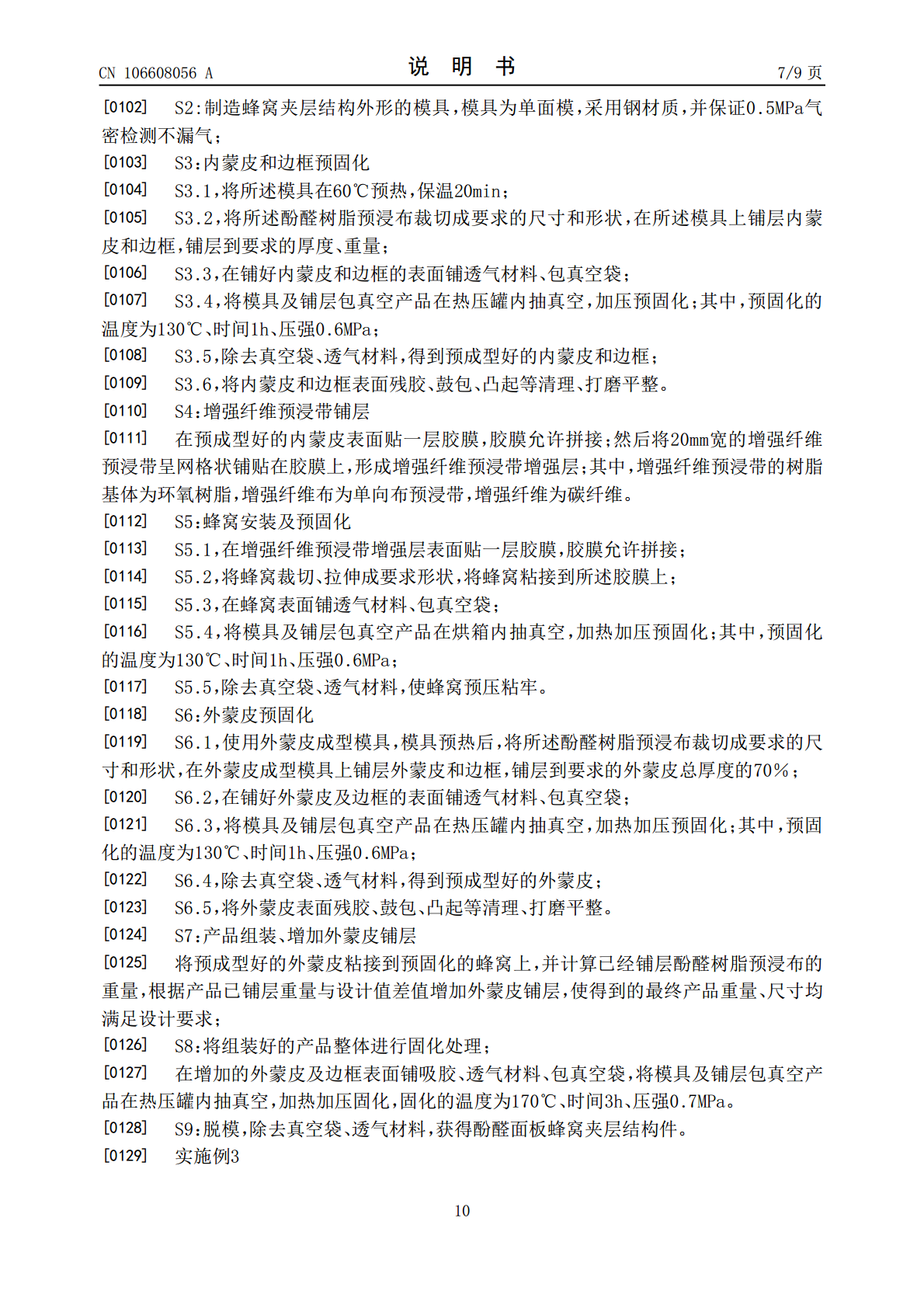
本发明公开了一种酚醛面板蜂窝夹层结构件成型方法,属于复合材料成型技术领域。所述蜂窝夹层结构件包括内蒙皮、外蒙皮、边框、蜂窝、增强纤维预浸带增强层、内胶膜层和外胶膜层;所述成型方法包括:制备酚醛树脂预浸布;制造蜂窝夹层结构外形的模具;内蒙皮和边框预固化;增强纤维预浸带铺层,将增强纤维预浸带粘接在预成型的内蒙皮表面形成增强纤维预浸带增强层;蜂窝安装及预固化;外蒙皮预固化;产品组装、增加外蒙皮铺层;将组装好的产品整体进行固化处理;脱模。使用该方法能够成型大尺寸的蜂窝夹层结构,成型后不变形、不脱粘、不鼓包,蜂窝夹
一种碳面板铝蜂窝夹层结构整体成型方法.pdf
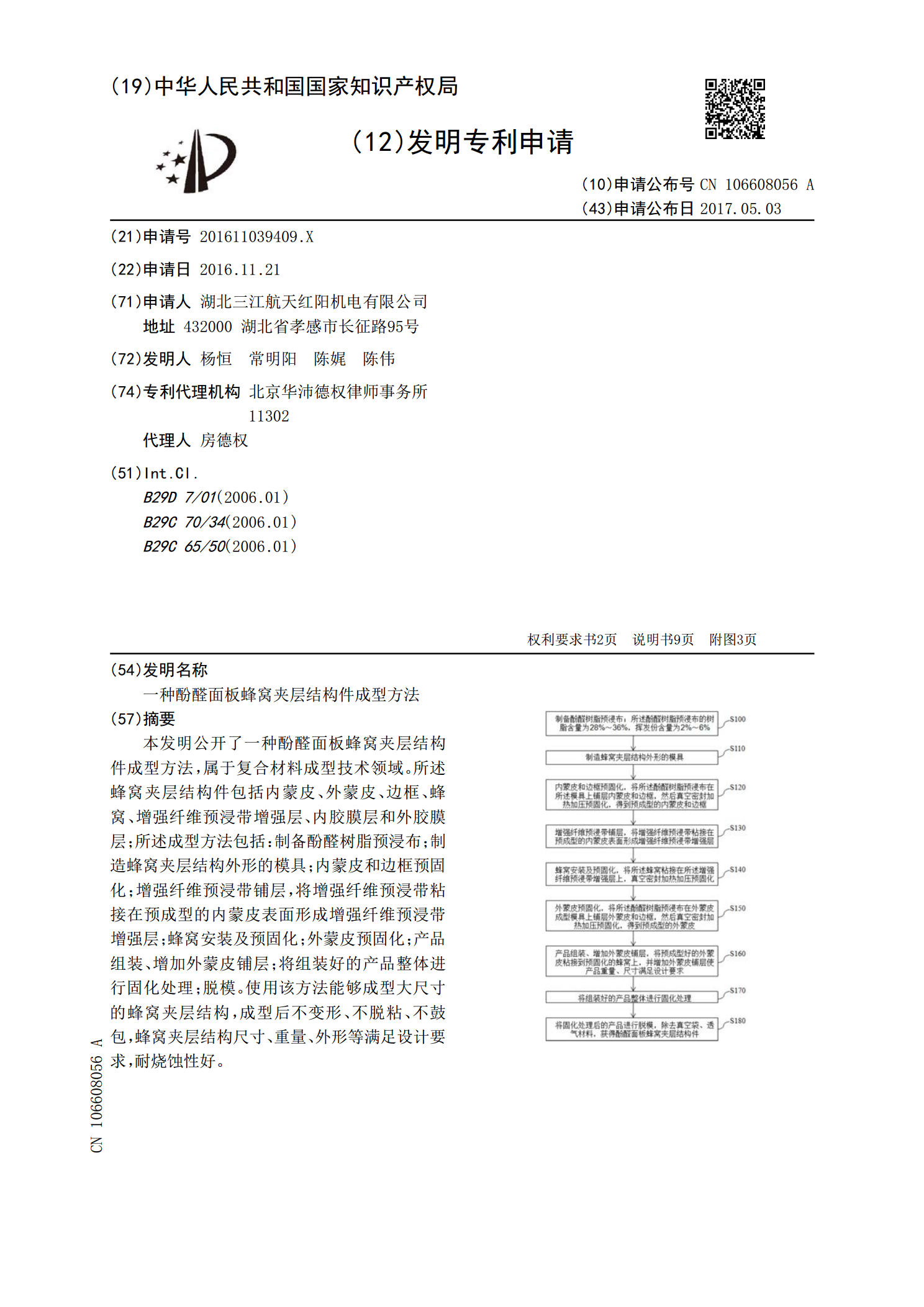
一种碳面板铝蜂窝夹层结构整体成型方法,通过主体阳模设计制造、外面板分瓣钢模制造、预浸料制备、内、外面板制造、组装、固化、脱模等步骤实现。本发明通过模具的合理设计,碳环氧面板、铝蜂窝夹芯和金属端框组装过程的工艺控制,制造出了外观好、内部质量优异的大型回转体碳面板铝蜂窝夹层结构产品,满足制品的设计指标要求,在不增加制造成本的基础上,增大了产品结构尺寸,增加了有效载荷支架的承载能力。
一种酚醛面板蜂窝夹层复合材料及其制备方法.pdf
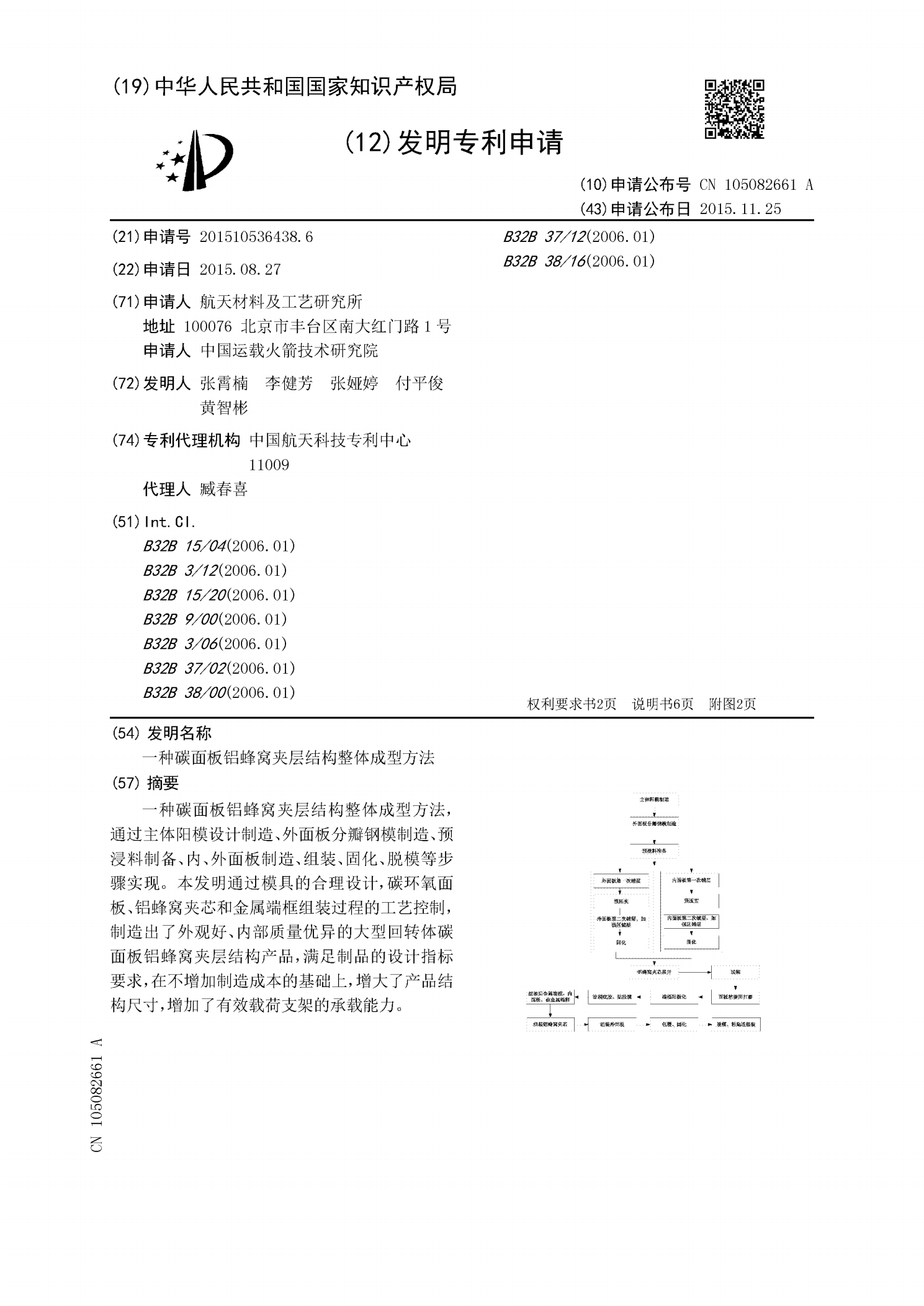
本发明提供一种酚醛面板蜂窝夹层复合材料及其制备方法,酚醛面板蜂窝夹层复合材料包括由下至上依次叠合设置的下蒙皮、下增韧层、下胶膜、蜂窝芯、上胶膜、上增韧层、上蒙皮;上蒙皮和/或下蒙皮为以酚醛树脂为基体的复合材料蒙皮;上增韧层和/或下增韧层为以环氧树脂为基体的复合材料层;上胶膜和/或下胶膜为环氧树脂胶膜。该酚醛面板蜂窝夹层复合材料及其制备方法,在共固化层压工艺中在酚醛树脂复合材料蒙皮与蜂窝芯之间设置增韧材料层,通过增韧材料层的设计,有效提高了蜂窝夹层复合材料中酚醛树脂复合材料蒙皮与蜂窝芯之间的粘接强度,同时还
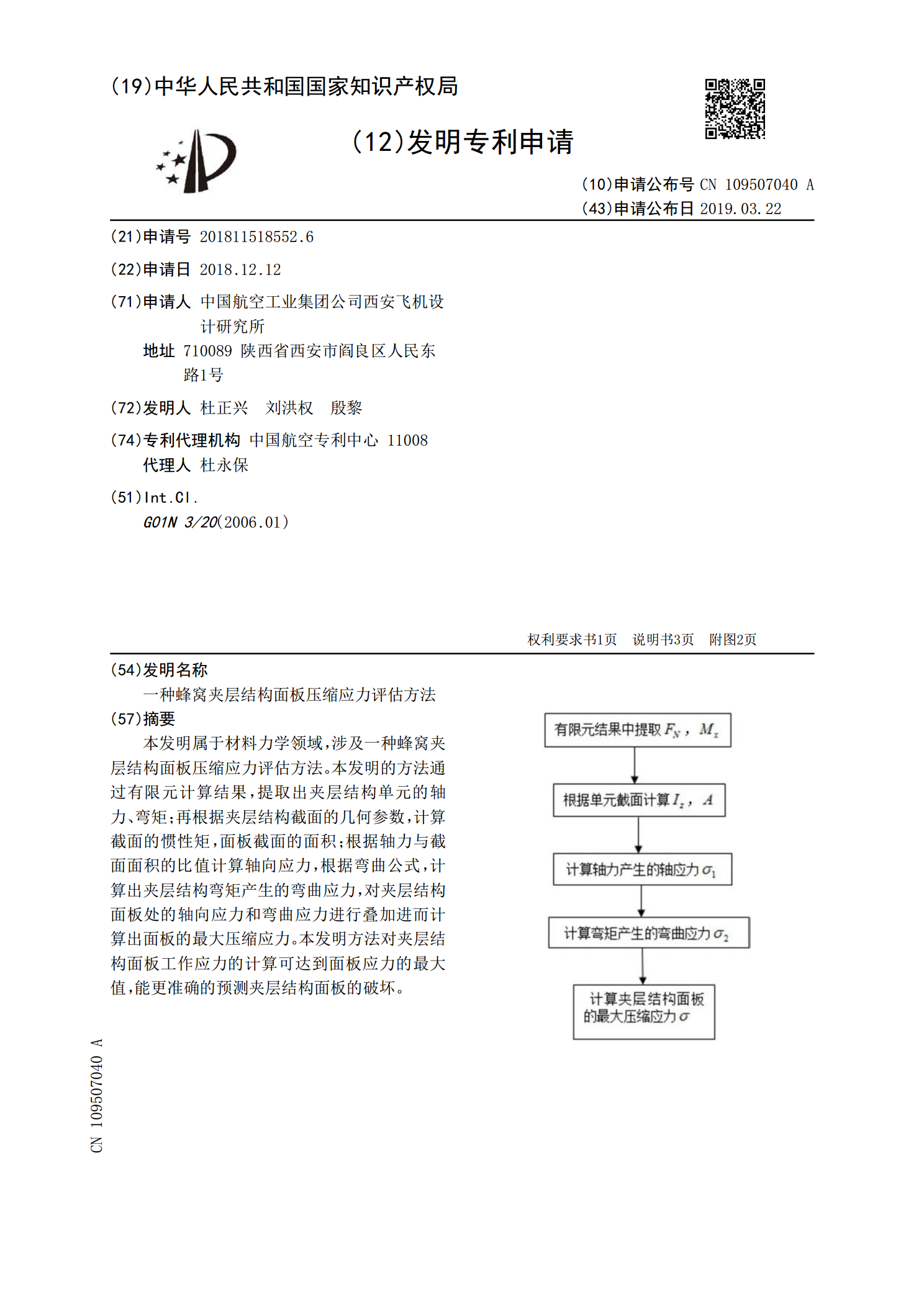
一种蜂窝夹层结构面板压缩应力评估方法.pdf
本发明属于材料力学领域,涉及一种蜂窝夹层结构面板压缩应力评估方法。本发明的方法通过有限元计算结果,提取出夹层结构单元的轴力、弯矩;再根据夹层结构截面的几何参数,计算截面的惯性矩,面板截面的面积;根据轴力与截面面积的比值计算轴向应力,根据弯曲公式,计算出夹层结构弯矩产生的弯曲应力,对夹层结构面板处的轴向应力和弯曲应力进行叠加进而计算出面板的最大压缩应力。本发明方法对夹层结构面板工作应力的计算可达到面板应力的最大值,能更准确的预测夹层结构面板的破坏。
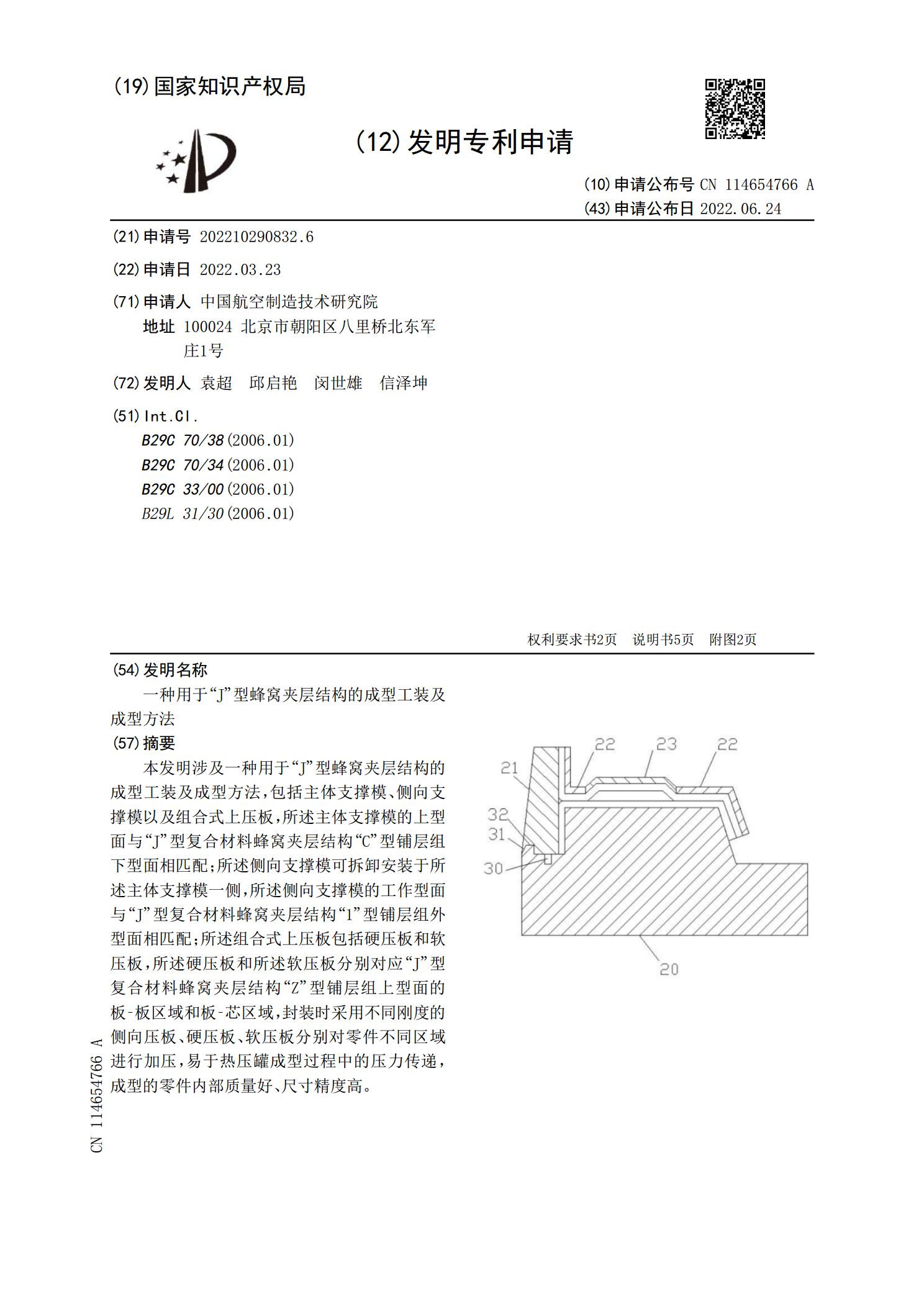
一种用于“J”型蜂窝夹层结构的成型工装及成型方法.pdf
本发明涉及一种用于“J”型蜂窝夹层结构的成型工装及成型方法,包括主体支撑模、侧向支撑模以及组合式上压板,所述主体支撑模的上型面与“J”型复合材料蜂窝夹层结构“C”型铺层组下型面相匹配;所述侧向支撑模可拆卸安装于所述主体支撑模一侧,所述侧向支撑模的工作型面与“J”型复合材料蜂窝夹层结构“1”型铺层组外型面相匹配;所述组合式上压板包括硬压板和软压板,所述硬压板和所述软压板分别对应“J”型复合材料蜂窝夹层结构“Z”型铺层组上型面的板?板区域和板?芯区域,封装时采用不同刚度的侧向压板、硬压板、软压板分别对零件不同