
一种用于“J”型蜂窝夹层结构的成型工装及成型方法.pdf

念珊****写意

1/10
2/10

3/10
4/10
5/10

6/10
7/10
8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于“J”型蜂窝夹层结构的成型工装及成型方法.pdf
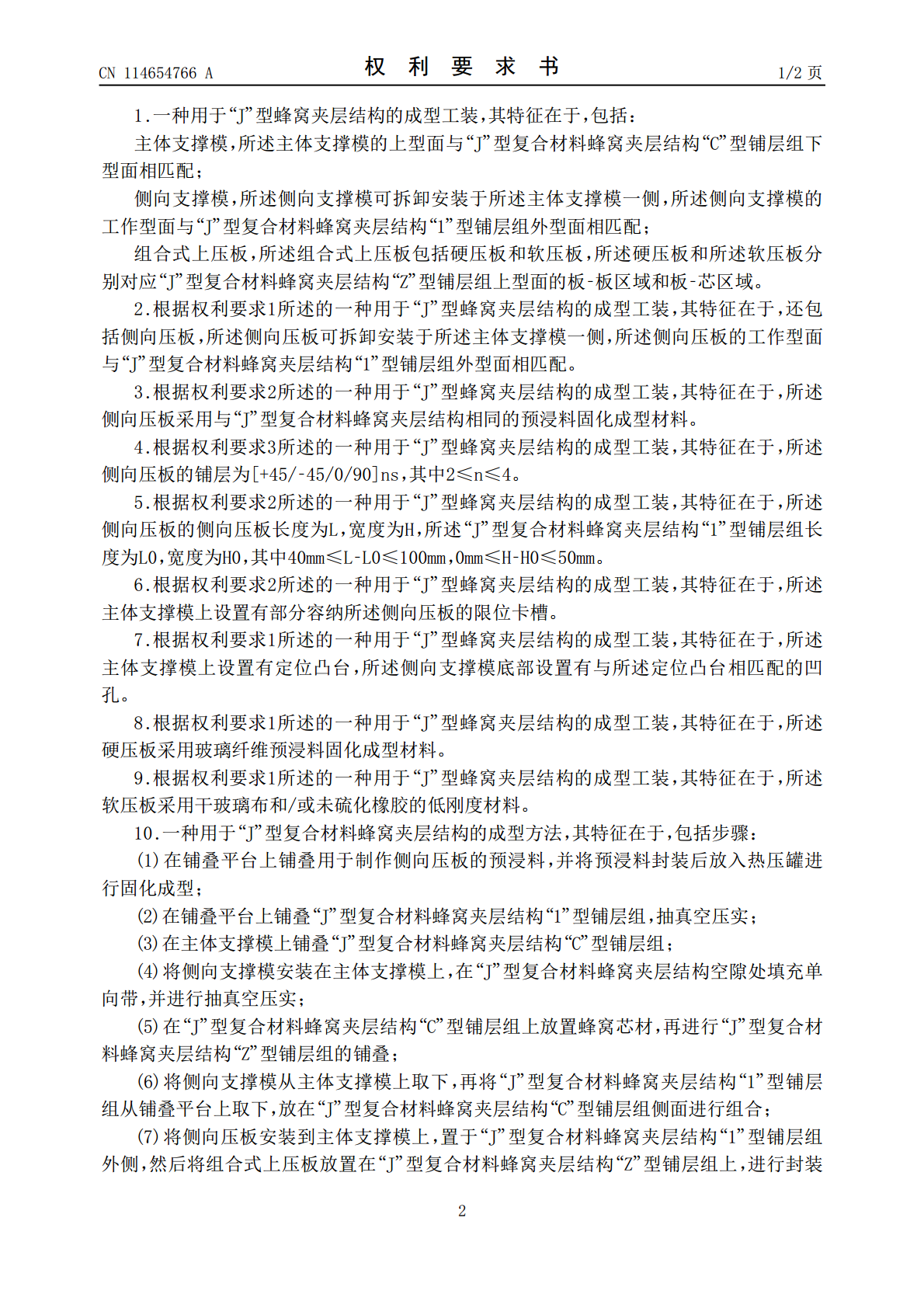
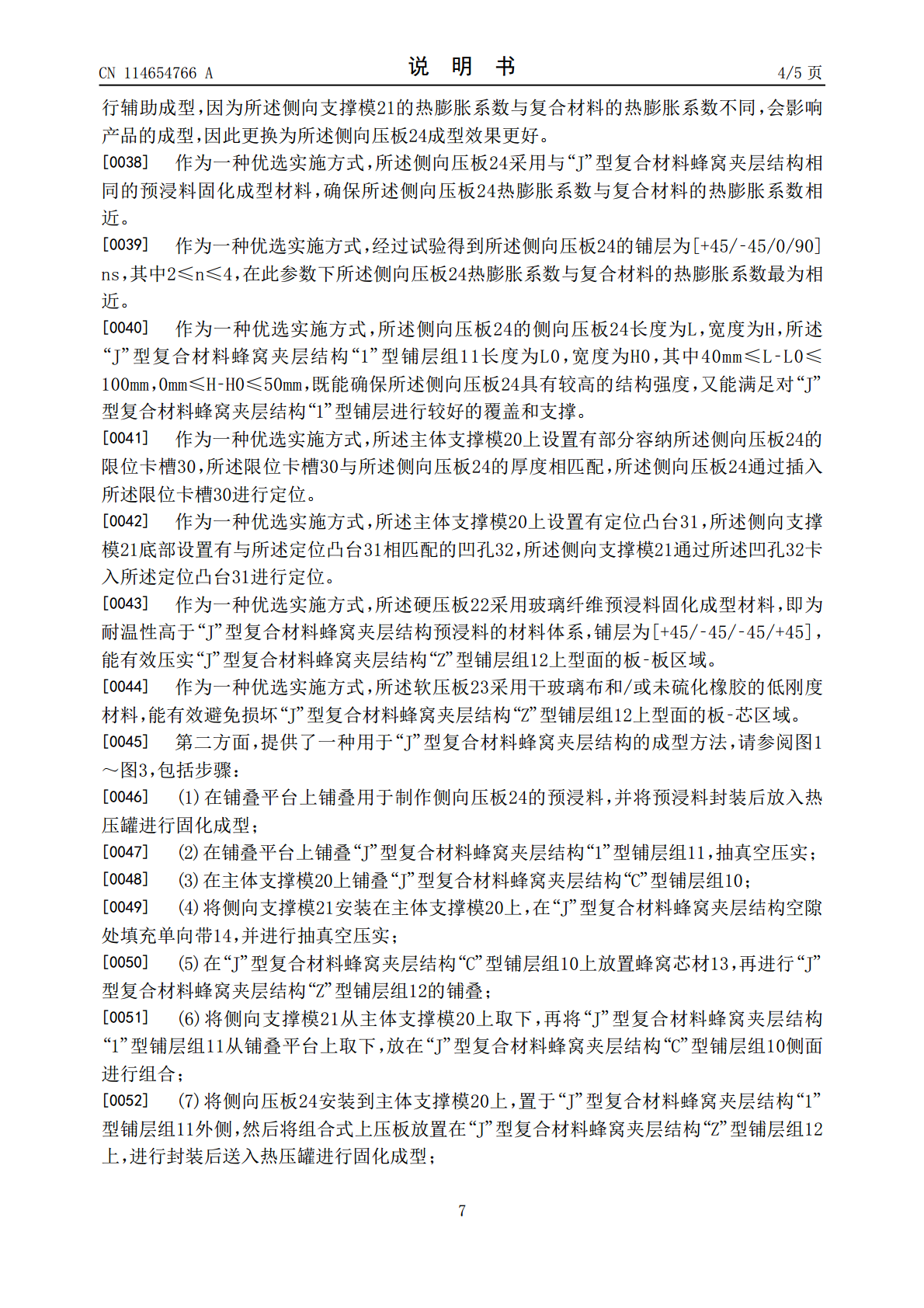
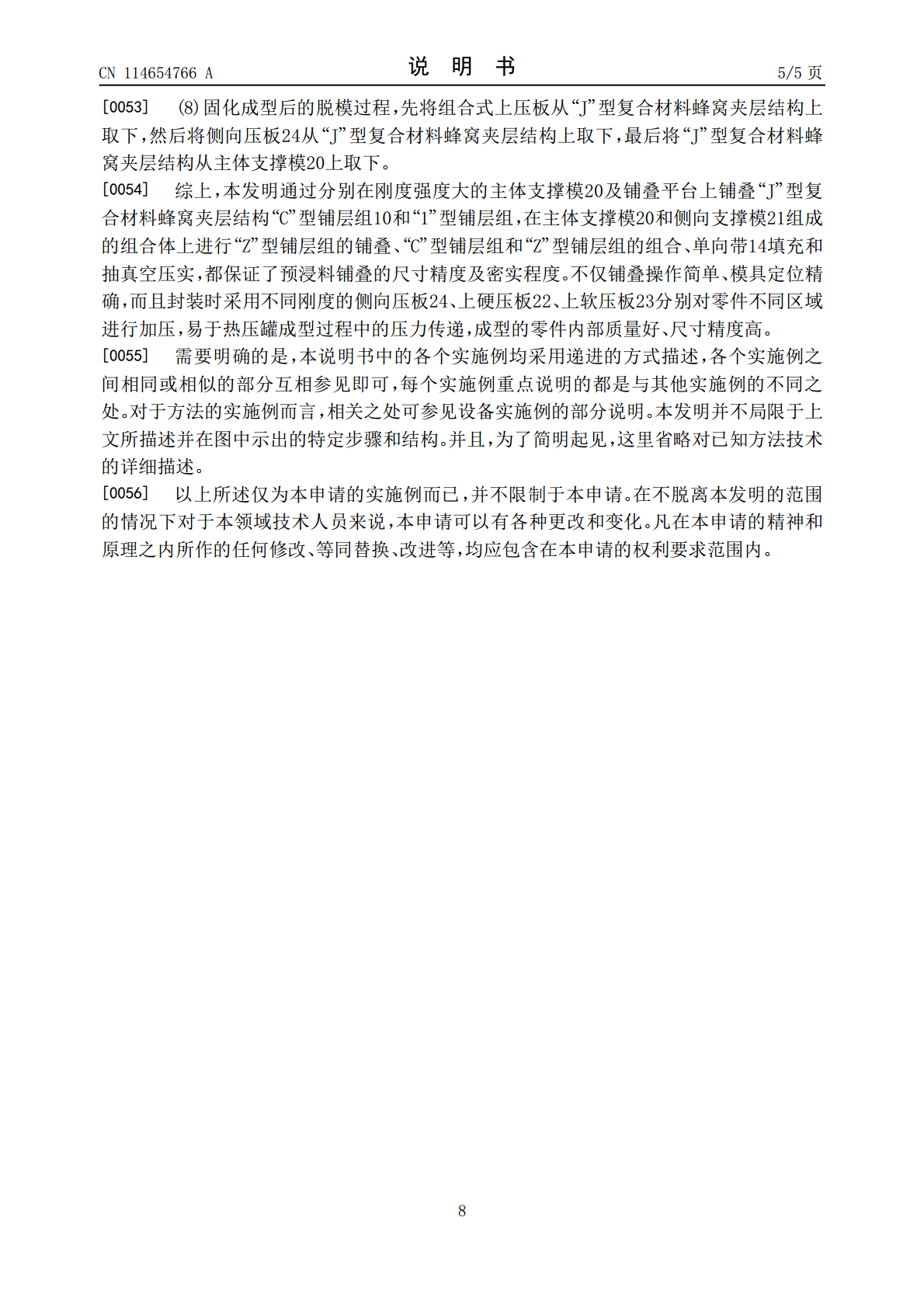
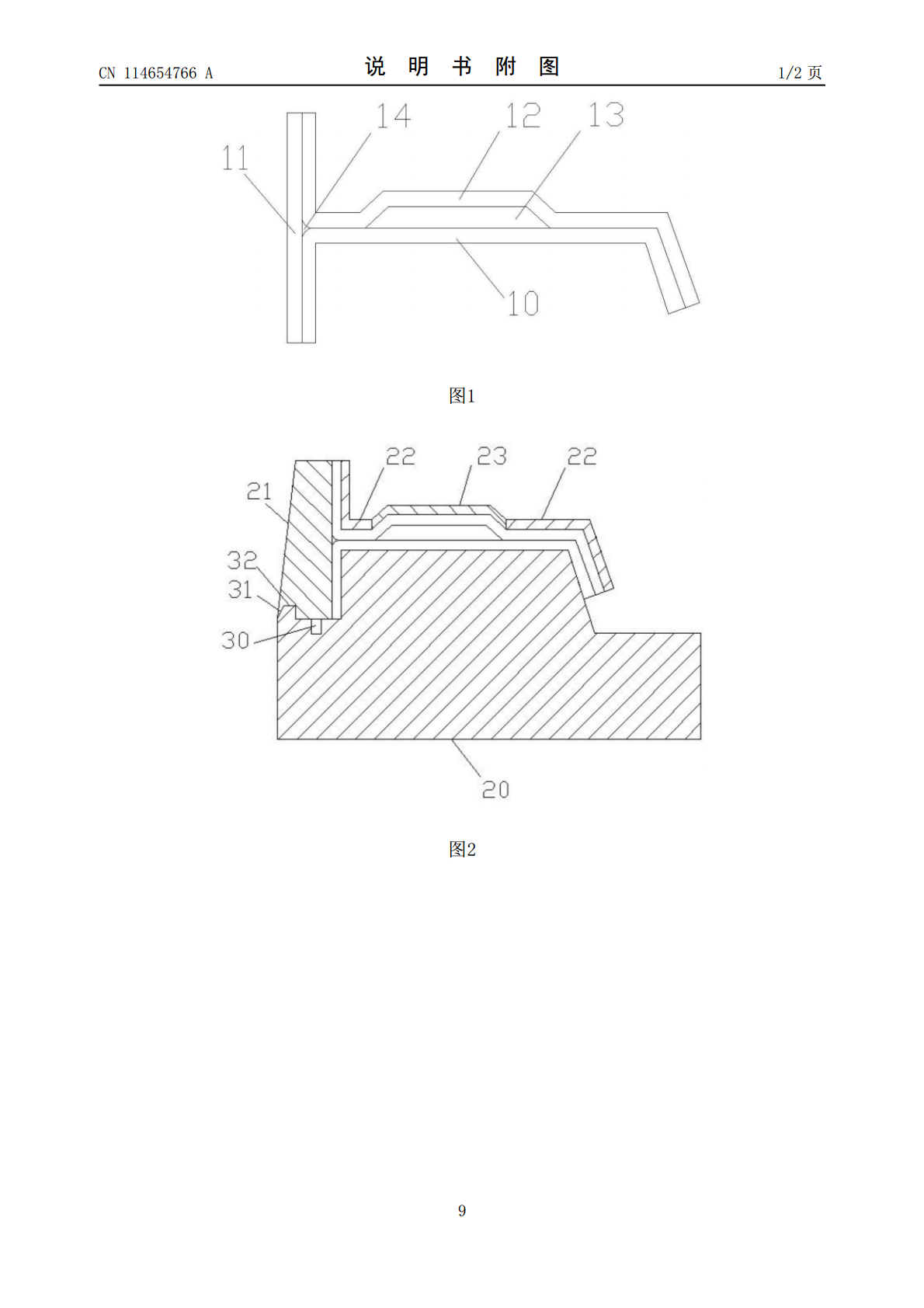
本发明涉及一种用于“J”型蜂窝夹层结构的成型工装及成型方法,包括主体支撑模、侧向支撑模以及组合式上压板,所述主体支撑模的上型面与“J”型复合材料蜂窝夹层结构“C”型铺层组下型面相匹配;所述侧向支撑模可拆卸安装于所述主体支撑模一侧,所述侧向支撑模的工作型面与“J”型复合材料蜂窝夹层结构“1”型铺层组外型面相匹配;所述组合式上压板包括硬压板和软压板,所述硬压板和所述软压板分别对应“J”型复合材料蜂窝夹层结构“Z”型铺层组上型面的板?板区域和板?芯区域,封装时采用不同刚度的侧向压板、硬压板、软压板分别对零件不同
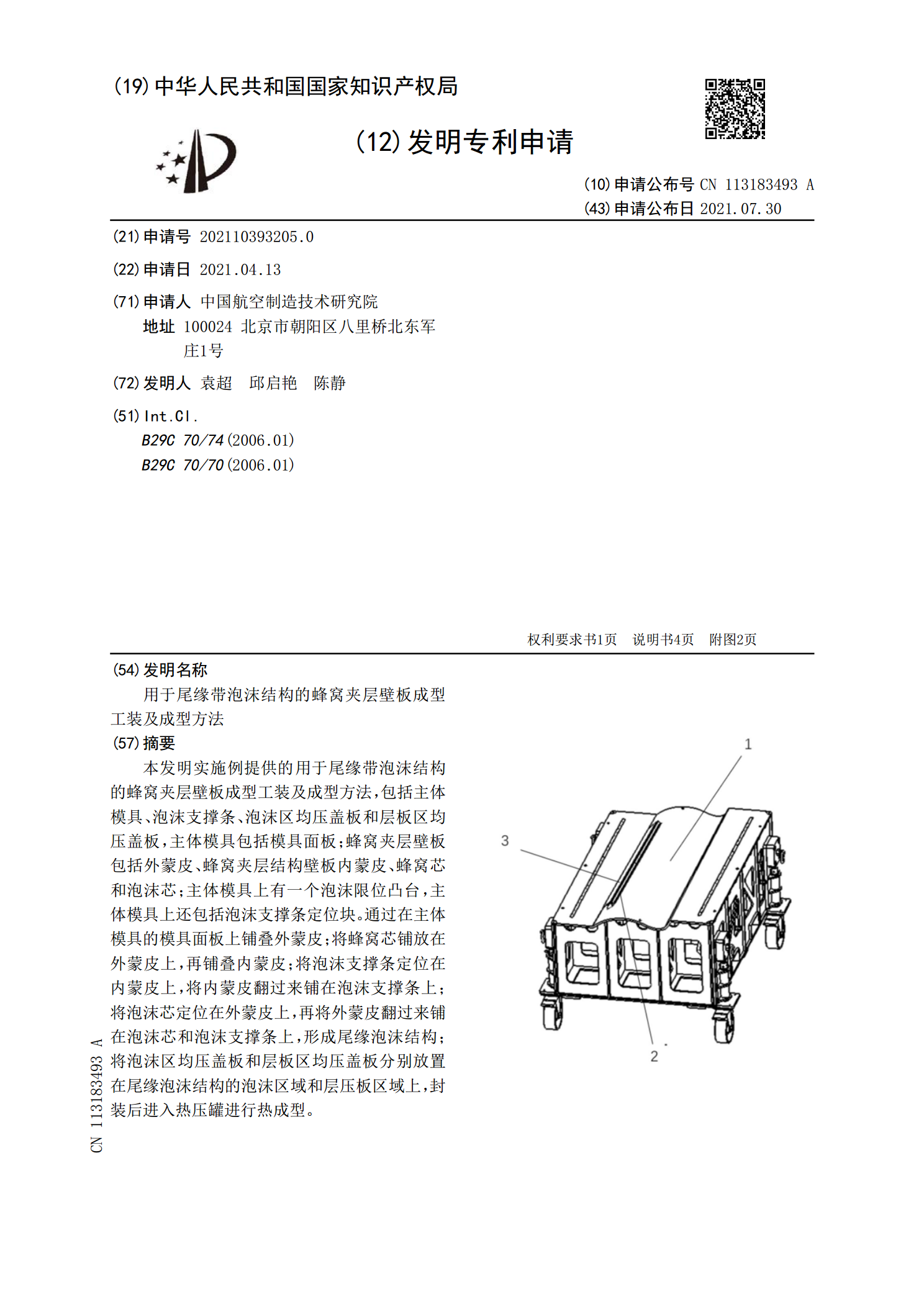
用于尾缘带泡沫结构的蜂窝夹层壁板成型工装及成型方法.pdf
本发明实施例提供的用于尾缘带泡沫结构的蜂窝夹层壁板成型工装及成型方法,包括主体模具、泡沫支撑条、泡沫区均压盖板和层板区均压盖板,主体模具包括模具面板;蜂窝夹层壁板包括外蒙皮、蜂窝夹层结构壁板内蒙皮、蜂窝芯和泡沫芯;主体模具上有一个泡沫限位凸台,主体模具上还包括泡沫支撑条定位块。通过在主体模具的模具面板上铺叠外蒙皮;将蜂窝芯铺放在外蒙皮上,再铺叠内蒙皮;将泡沫支撑条定位在内蒙皮上,将内蒙皮翻过来铺在泡沫支撑条上;将泡沫芯定位在外蒙皮上,再将外蒙皮翻过来铺在泡沫芯和泡沫支撑条上,形成尾缘泡沫结构;将泡沫区均压
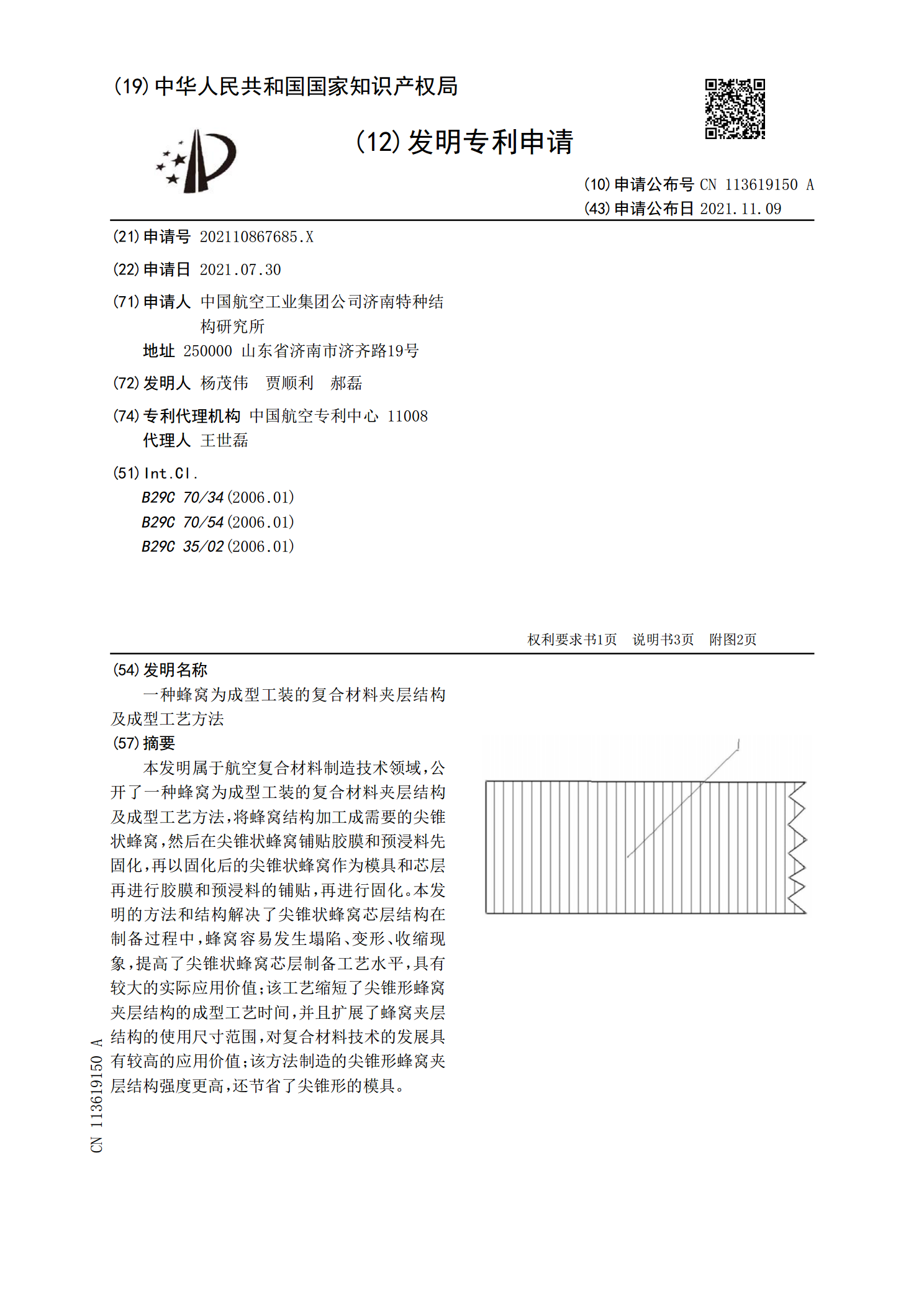
一种蜂窝为成型工装的复合材料夹层结构及成型工艺方法.pdf
本发明属于航空复合材料制造技术领域,公开了一种蜂窝为成型工装的复合材料夹层结构及成型工艺方法,将蜂窝结构加工成需要的尖锥状蜂窝,然后在尖锥状蜂窝铺贴胶膜和预浸料先固化,再以固化后的尖锥状蜂窝作为模具和芯层再进行胶膜和预浸料的铺贴,再进行固化。本发明的方法和结构解决了尖锥状蜂窝芯层结构在制备过程中,蜂窝容易发生塌陷、变形、收缩现象,提高了尖锥状蜂窝芯层制备工艺水平,具有较大的实际应用价值;该工艺缩短了尖锥形蜂窝夹层结构的成型工艺时间,并且扩展了蜂窝夹层结构的使用尺寸范围,对复合材料技术的发展具有较高的应用价

一种多折断弧形蜂窝夹层结构固化成型工装及方法.pdf
本发明涉及一种多折断弧形蜂窝夹层结构固化成型工装及方法,属于复合材料蜂窝夹层结构的固化成型技术领域。固化成型工装包括成型模具主体、均压板、定位块、定位钉、第一拼接条、第二拼接条、边挡块;通过在成型模具主体上设计定位接口、采用内置埋件对成型模具主体与蒙皮定位、蒙皮和蜂窝芯分瓣拼接、安装拼接条加固折段拼接位置和使用较薄均压板加压等方法,克服了弧形曲面蒙皮延展内置金属件无法准确定位的问题,提高多折断弧形蜂窝夹层结构的整体孔位精度,有效保证多折断弧形蜂窝夹层结构拐点处的成型质量,降低了产品固化成型中加压不到位风险
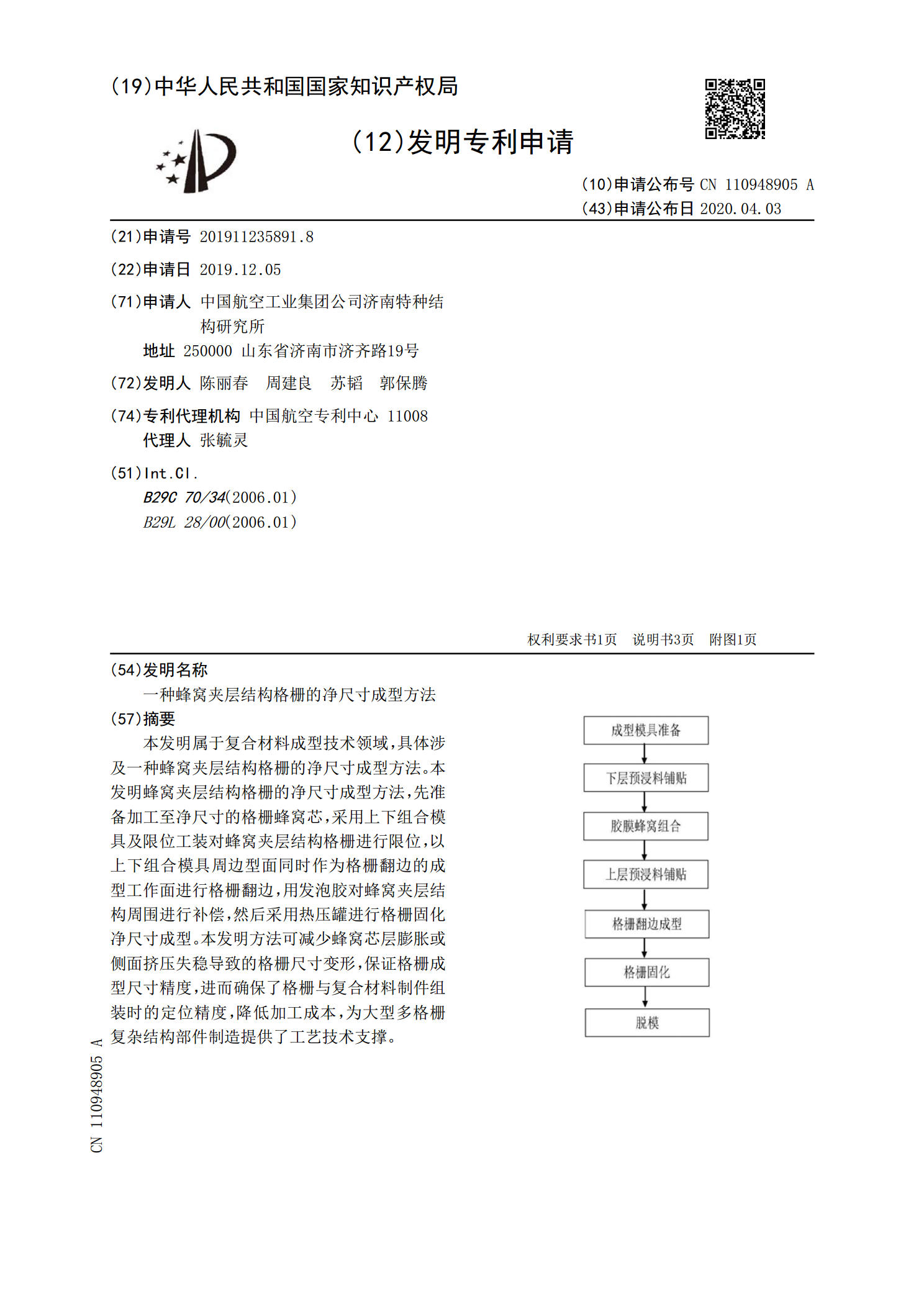
一种蜂窝夹层结构格栅的净尺寸成型方法.pdf
本发明属于复合材料成型技术领域,具体涉及一种蜂窝夹层结构格栅的净尺寸成型方法。本发明蜂窝夹层结构格栅的净尺寸成型方法,先准备加工至净尺寸的格栅蜂窝芯,采用上下组合模具及限位工装对蜂窝夹层结构格栅进行限位,以上下组合模具周边型面同时作为格栅翻边的成型工作面进行格栅翻边,用发泡胶对蜂窝夹层结构周围进行补偿,然后采用热压罐进行格栅固化净尺寸成型。本发明方法可减少蜂窝芯层膨胀或侧面挤压失稳导致的格栅尺寸变形,保证格栅成型尺寸精度,进而确保了格栅与复合材料制件组装时的定位精度,降低加工成本,为大型多格栅复杂结构部件