
一种大尺幅铝蜂窝板材的生产工艺.pdf

羽沫****魔王

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种大尺幅铝蜂窝板材的生产工艺.pdf
本发明提供了一种大尺幅铝蜂窝板材的生产工艺,包括以下步骤:①将双履带辊压机进行预加热;②将上、下铝板的内、外表面均打磨粗糙并刷干净;③上、下铝板的内表面喷涂聚氨酯结构胶后进入升温阶段;④将蜂窝铝芯铺设于平台上,随后蜂窝铝芯可随履带自动进入上铝板与下铝板之间;⑤步骤④中制成的工件进入双履带合模保压15min;⑥自动跟踪切割锯自动切割步骤⑤中保压过的半成品大尺幅铝蜂窝板材;⑦半成品大尺幅铝蜂窝板材的上表面喷涂聚脲涂层,随后烘干即可得到成品。本发明旨在提高生产效率,降低生产制造成本,提高板材的长、宽、厚度的灵活
一种铝蜂窝板生产工艺.pdf
本发明公开一种铝蜂窝板生产工艺,包括以下步骤:a、选料;b、拉毛;c、一次胶合;d、一次固化;e、二次胶合;f、二次固化。与现有技术相比,本发明的工艺方便、简单,且采用本发明工艺生产的铝蜂窝板强度高,无脱胶现象,此外,将铝蜂窝芯材错位排列铺设,进而使得铝蜂窝芯材之间的接缝错开,从而有利于提高铝蜂窝板的整体强度。
一种铝蜂窝板材平贴封边工艺.pdf
本发明涉及铝蜂窝板材、泡沫铝板材、金属板材封边工艺,特别涉及一种铝蜂窝板材平贴封边工艺,包括①分条‑②贴合‑③修边‑④氧化‑⑤抛光‑⑥修补六个步骤,本发明采用新的工艺,采用板条对铝蜂窝板进行封边,能够让铝蜂窝板和封边的板条达到浑然一体的效果,外形美观,提高了产品的品质,本发明工艺简单,实施方便,制作成本低,适合推广使用。
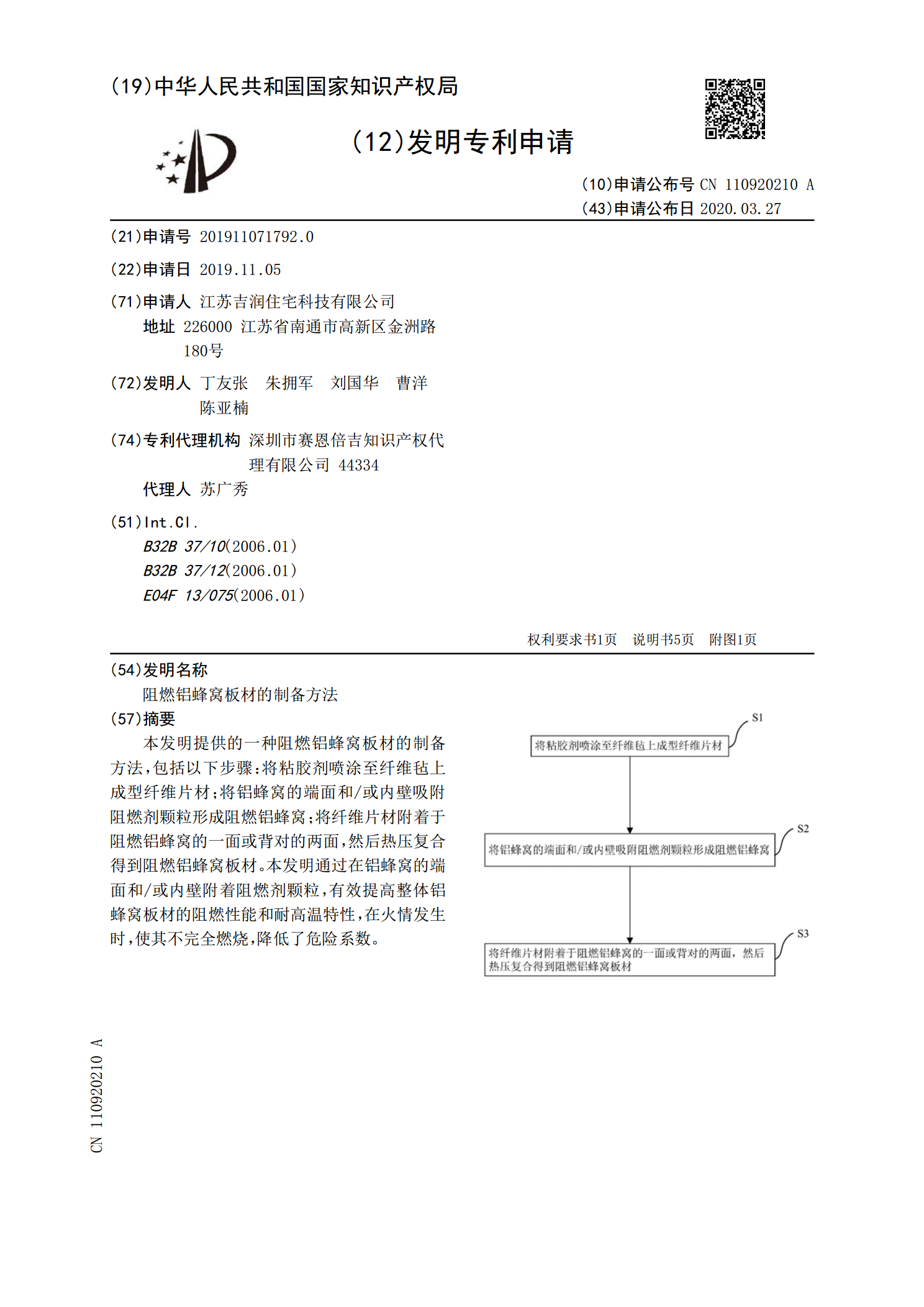
阻燃铝蜂窝板材的制备方法.pdf
本发明提供的一种阻燃铝蜂窝板材的制备方法,包括以下步骤:将粘胶剂喷涂至纤维毡上成型纤维片材;将铝蜂窝的端面和/或内壁吸附阻燃剂颗粒形成阻燃铝蜂窝;将纤维片材附着于阻燃铝蜂窝的一面或背对的两面,然后热压复合得到阻燃铝蜂窝板材。本发明通过在铝蜂窝的端面和/或内壁附着阻燃剂颗粒,有效提高整体铝蜂窝板材的阻燃性能和耐高温特性,在火情发生时,使其不完全燃烧,降低了危险系数。
一种铝蜂窝柜门及其生产工艺.pdf
本发明公开了一种铝蜂窝柜门生产工艺,包括:a、芯板、框料处理:将木板加工成芯板,将木料加工成框料,且所述框料组合成柜门框;b、铝蜂窝板处理:将铝蜂窝板切割成契合柜门框的尺寸后进行表面打磨处理;c、合板:将铝蜂窝板填入柜门框内,并将芯板涂胶后覆盖在铝蜂窝板的正反面上,再用压合机冷压6小时~12小时,得到铝蜂窝柜门半成品;d、后处理:将铝蜂窝柜门半成品打磨、油漆、晾干后得到铝蜂窝柜门。本发明用铝蜂窝板替换了原有柜门的实木板或者复合板,降低了柜门的整体重量,而且才用冷压工艺使得芯板与铝蜂窝板的贴合效果好,使得铝