
一种铝蜂窝板生产工艺.pdf

一只****ng

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铝蜂窝板生产工艺.pdf
本发明公开一种铝蜂窝板生产工艺,包括以下步骤:a、选料;b、拉毛;c、一次胶合;d、一次固化;e、二次胶合;f、二次固化。与现有技术相比,本发明的工艺方便、简单,且采用本发明工艺生产的铝蜂窝板强度高,无脱胶现象,此外,将铝蜂窝芯材错位排列铺设,进而使得铝蜂窝芯材之间的接缝错开,从而有利于提高铝蜂窝板的整体强度。
一种铝蜂窝板的连续生产工艺.pdf
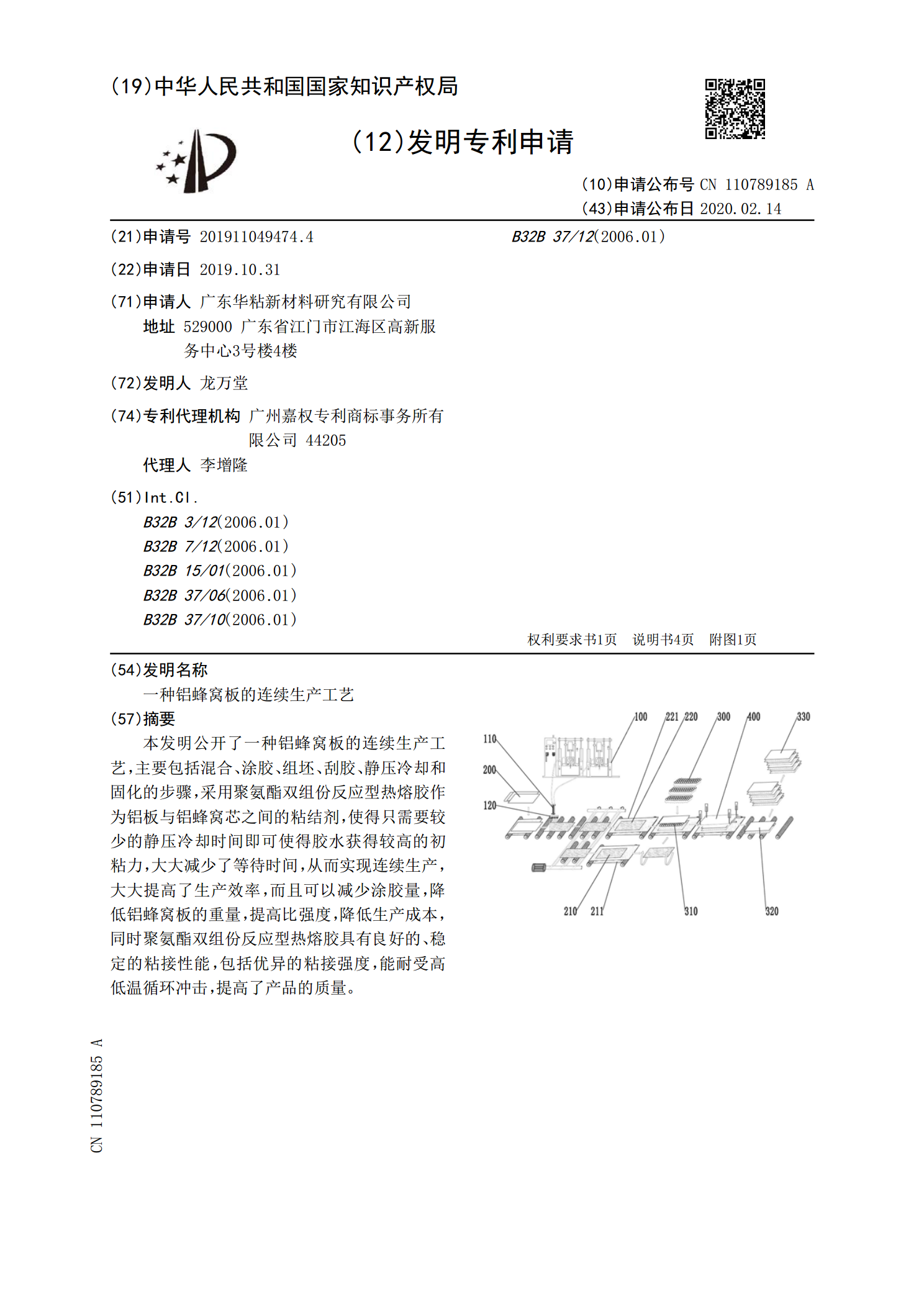
本发明公开了一种铝蜂窝板的连续生产工艺,主要包括混合、涂胶、组坯、刮胶、静压冷却和固化的步骤,采用聚氨酯双组份反应型热熔胶作为铝板与铝蜂窝芯之间的粘结剂,使得只需要较少的静压冷却时间即可使得胶水获得较高的初粘力,大大减少了等待时间,从而实现连续生产,大大提高了生产效率,而且可以减少涂胶量,降低铝蜂窝板的重量,提高比强度,降低生产成本,同时聚氨酯双组份反应型热熔胶具有良好的、稳定的粘接性能,包括优异的粘接强度,能耐受高低温循环冲击,提高了产品的质量。
一种受力均匀的铝蜂窝板及其生产工艺.pdf
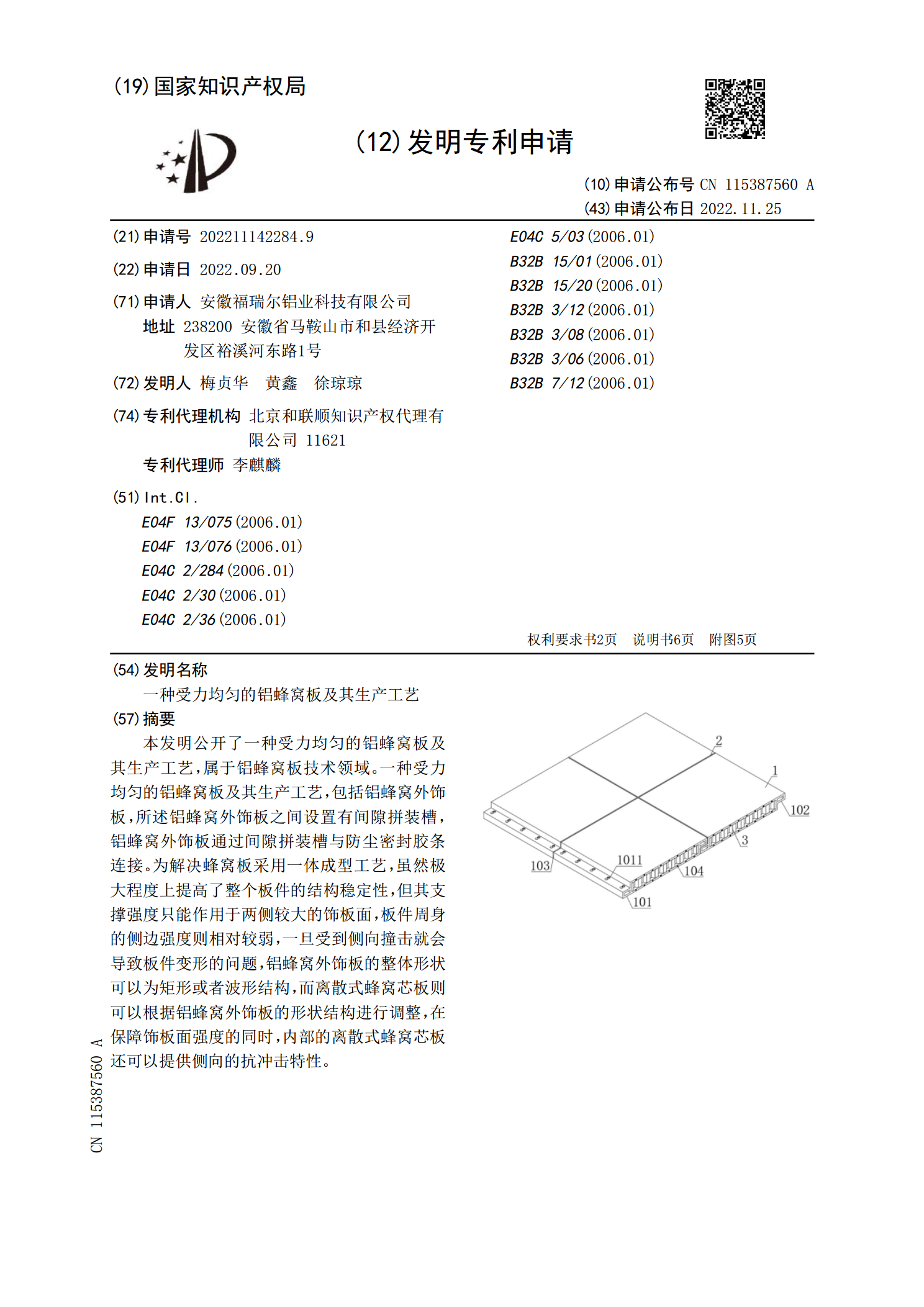
本发明公开了一种受力均匀的铝蜂窝板及其生产工艺,属于铝蜂窝板技术领域。一种受力均匀的铝蜂窝板及其生产工艺,包括铝蜂窝外饰板,所述铝蜂窝外饰板之间设置有间隙拼装槽,铝蜂窝外饰板通过间隙拼装槽与防尘密封胶条连接。为解决蜂窝板采用一体成型工艺,虽然极大程度上提高了整个板件的结构稳定性,但其支撑强度只能作用于两侧较大的饰板面,板件周身的侧边强度则相对较弱,一旦受到侧向撞击就会导致板件变形的问题,铝蜂窝外饰板的整体形状可以为矩形或者波形结构,而离散式蜂窝芯板则可以根据铝蜂窝外饰板的形状结构进行调整,在保障饰板面强度
一种铝蜂窝芯及铝蜂窝板的制备方法.pdf
本发明提供了一种铝蜂窝芯及铝蜂窝板的制备方法,通过制备铝蜂窝芯的过程中,开设通孔以及通槽,从而在蜂窝芯与铝板焊接时,能够充分排出蜂窝芯内的残留空气,避免在高温焊接的过程中蜂窝芯的铝箔被氧化,同时进一步的在铝箔粘合的不同区域涂覆第一粘合剂和第二粘合剂,第一粘合剂涂布在粘合区域边缘,具有良好的连接强度和耐久性,第二粘合剂涂布在粘合区域的中间大部分区域,第二粘结剂具有良好的界面属性,能够在具有油或水的界面提供良好的粘结力并且具有快速固化的效果,两者共同使用提高了蜂窝芯加工的质量以及蜂窝芯的粘合强度。
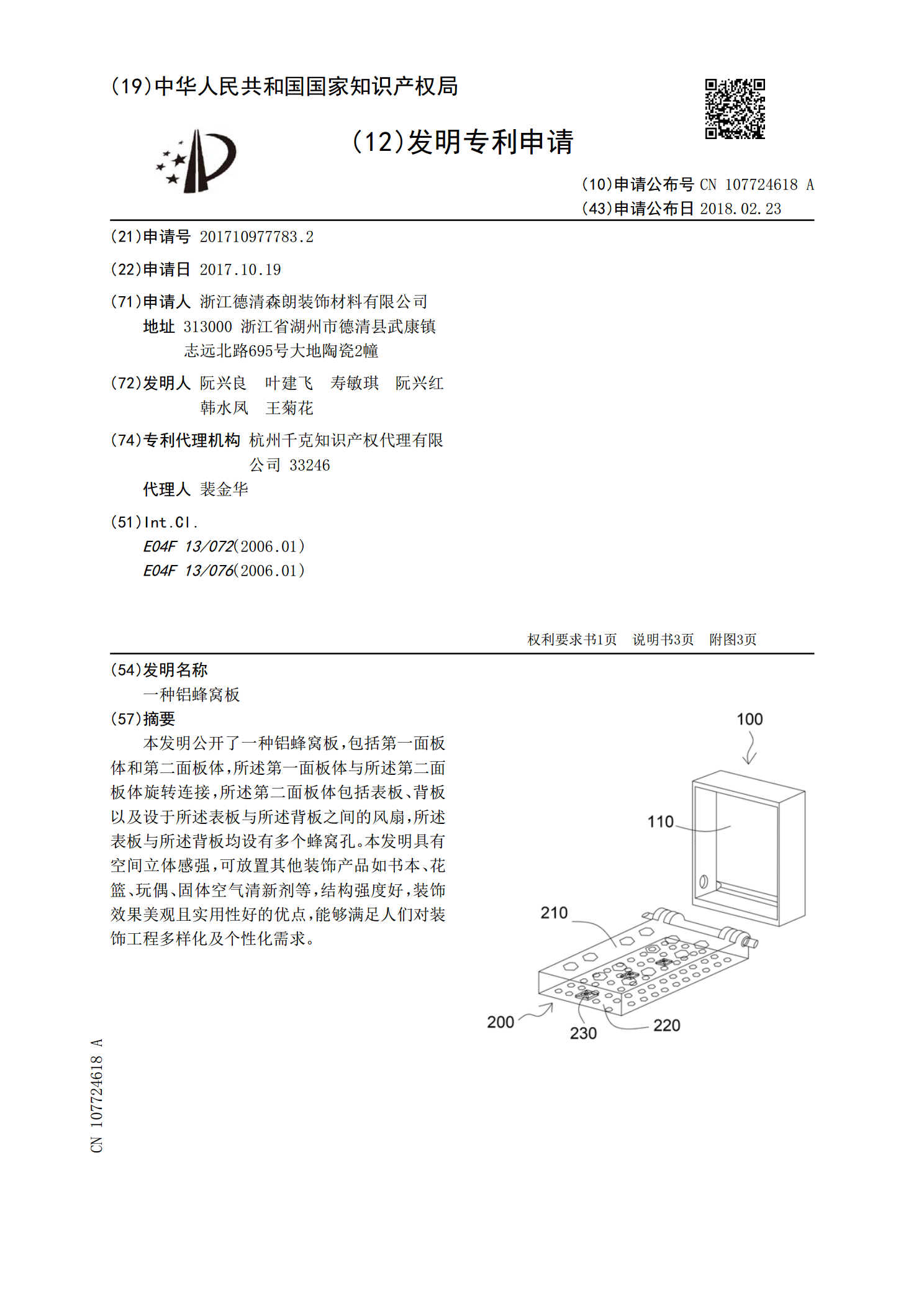
一种铝蜂窝板.pdf
本发明公开了一种铝蜂窝板,包括第一面板体和第二面板体,所述第一面板体与所述第二面板体旋转连接,所述第二面板体包括表板、背板以及设于所述表板与所述背板之间的风扇,所述表板与所述背板均设有多个蜂窝孔。本发明具有空间立体感强,可放置其他装饰产品如书本、花篮、玩偶、固体空气清新剂等,结构强度好,装饰效果美观且实用性好的优点,能够满足人们对装饰工程多样化及个性化需求。