
一种防止蜂窝夹层结构倒角固化时产生褶皱的方法.pdf

猫巷****松臣

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种防止蜂窝夹层结构倒角固化时产生褶皱的方法.pdf
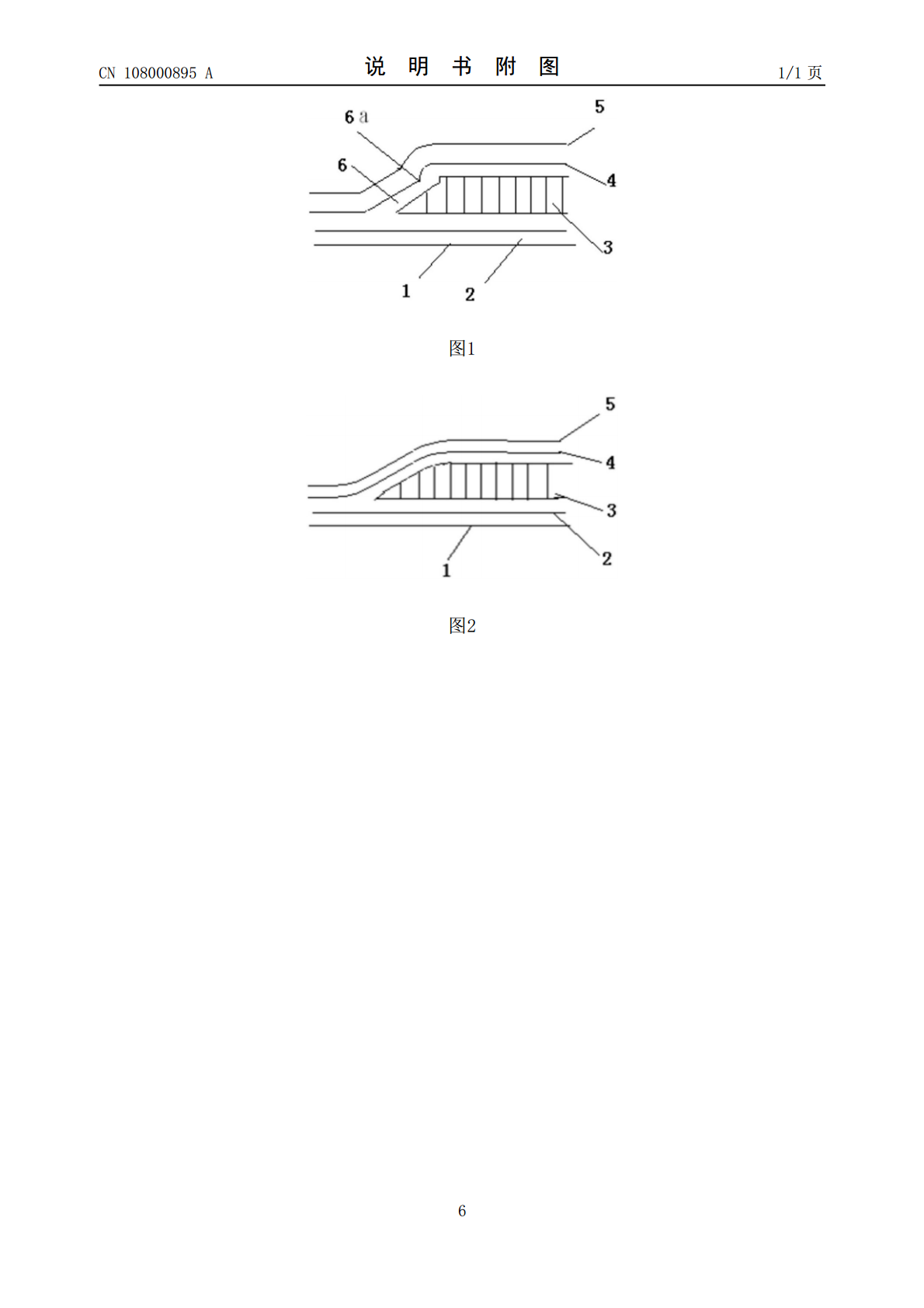
本发明属于复合材料制备技术,涉及一种防止蜂窝夹层结构倒角固化时产生褶皱的方法。防止蜂窝夹层结构倒角固化时产生褶皱的步骤是:蜂窝芯尖角倒圆;成型工装准备;铺放下蒙皮第一层预浸料布;预压实;铺放下蒙皮全部预浸料布;铺放蜂窝芯;铺放上蒙皮第一层预浸料布;预压实;铺放上蒙皮全部预浸料布;固化。本发明提出了一种防止蜂窝夹层结构倒角固化时产生褶皱的方法,能避免蜂窝夹层结构倒角固化时产生褶皱缺陷,简化了工艺步骤,缩短了生产周期,降低了制造成本,防止了零件因超重而报废,提高了产品合格率。

一种90°倒角蜂窝夹层结构制备工艺方法.pdf
本发明属于航空复合材料制造技术领域,公开了一种90°倒角蜂窝夹层结构制备工艺方法,首先在将蜂窝结构边缘一定宽度的蜂窝格空方向变换,使蜂窝格空方向与侧边成一定夹角,然后将边缘蜂窝与整体蜂窝采用预浸料和胶膜进行上下表面稳定化,进而制备蜂窝夹层结构。本发明将蜂窝夹层结构边缘蜂窝的格空方向与蜂窝厚度方向进行变换,使其保持一定夹角,然后将边缘蜂窝与整体蜂窝进行拼接,并且采用胶膜和预浸料进行稳定化,增强了蜂窝斜面区的强度,特别是当蜂窝倒角为90°时,也能够抵抗夹层结构成型时高温条件下的侧向压力,扩展的蜂窝夹层结构的使

一种大厚度高倒角蜂窝夹层结构制造工艺方法.pdf
本发明属于航空复合材料制造技术领域,公开了一种大厚度高倒角蜂窝夹层结构制造工艺方法,在大厚度蜂窝边缘区一定范围内,将大厚度蜂窝更换成大厚度高密度蜂窝,使用胶膜和预浸料使加工后的大厚度蜂窝稳定化后,对蜂窝斜面进行高倒角加工。本发明采用蜂窝高倒角斜面区更换为高密度蜂窝,并将高密度蜂窝与夹芯低密度蜂窝共同稳定化,其共同加强了高密度蜂窝与低密度蜂窝的侧向强度,同时增加了蜂窝高倒角区的抗压能力,解决了大厚度蜂窝在蜂窝夹层成型过程中的蜂窝斜面区的凹陷、滑移问题;详细设计了大厚度蜂窝和大厚度高密度蜂窝的要求,能够满足本
一种防止夹层件蜂窝塌陷的方法.pdf
本发明是一种防止夹层件蜂窝塌陷的方法,该方法是在产品铺层完成后,在脱模薄膜(4)上铺放2~3层工装预浸布(6),所述工装预浸布(6)的固化温度为40℃~70℃,工装预浸布(6)铺放范围是蜂窝倒角区域和蜂窝倒角区域边缘以外20mm~25mm,所述蜂窝倒角区域是对蜂窝原料的直角边的切割面,工装预浸布(6)的铺放厚度为0.6mm~0.9mm,然后采用热压罐法对零件进行成型,将工装预浸布(6)在零件未固化前进行恒温固化,恒温固化的温度为40℃~70℃,恒温时间为2±1小时,使工装预浸布(6)形成刚性体以增强蜂窝倒
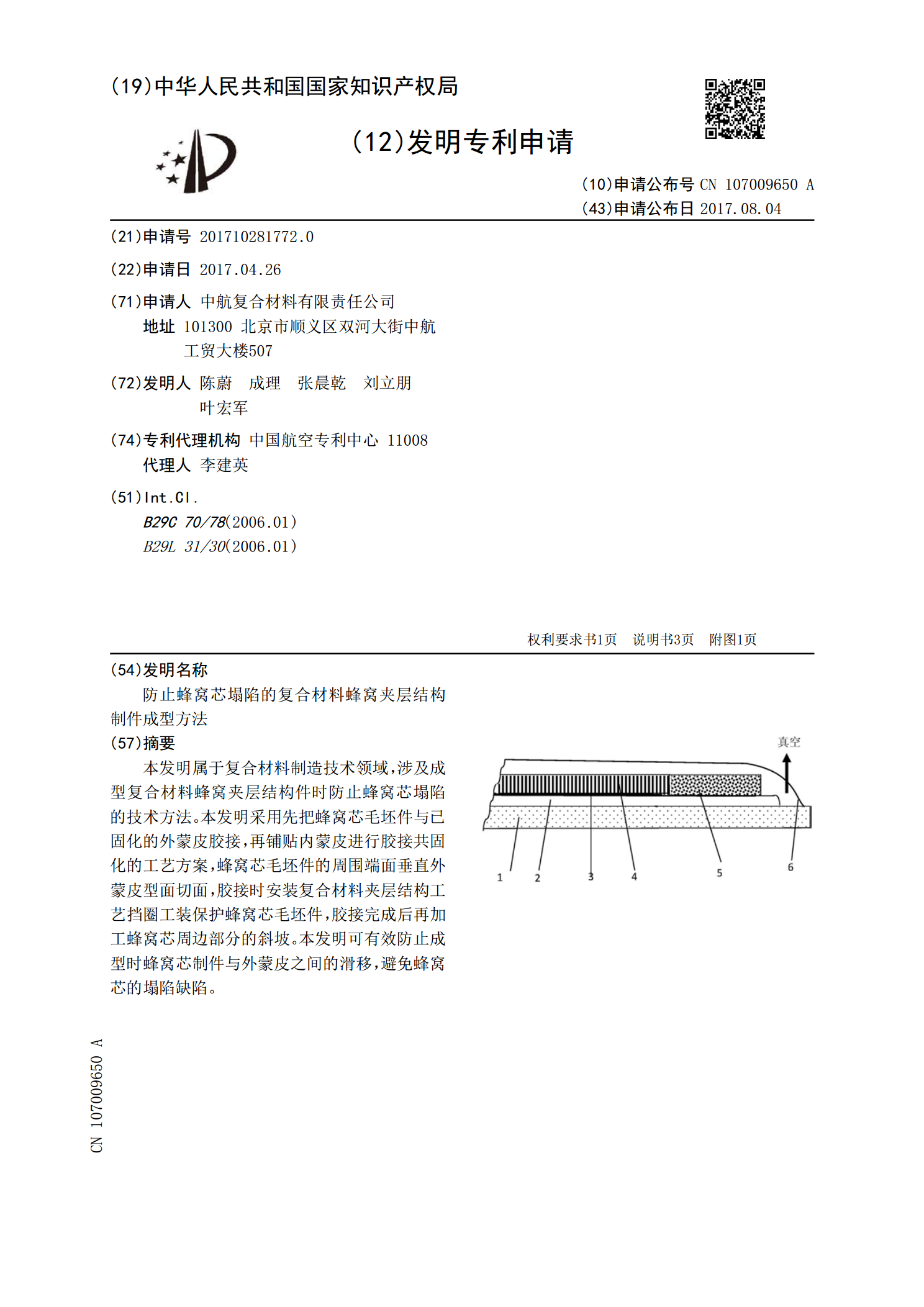
防止蜂窝芯塌陷的复合材料蜂窝夹层结构制件成型方法.pdf
本发明属于复合材料制造技术领域,涉及成型复合材料蜂窝夹层结构件时防止蜂窝芯塌陷的技术方法。本发明采用先把蜂窝芯毛坯件与已固化的外蒙皮胶接,再铺贴内蒙皮进行胶接共固化的工艺方案,蜂窝芯毛坯件的周围端面垂直外蒙皮型面切面,胶接时安装复合材料夹层结构工艺挡圈工装保护蜂窝芯毛坯件,胶接完成后再加工蜂窝芯周边部分的斜坡。本发明可有效防止成型时蜂窝芯制件与外蒙皮之间的滑移,避免蜂窝芯的塌陷缺陷。