
一种90°倒角蜂窝夹层结构制备工艺方法.pdf

一只****写意


1/8

2/8

3/8

4/8
5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种90°倒角蜂窝夹层结构制备工艺方法.pdf
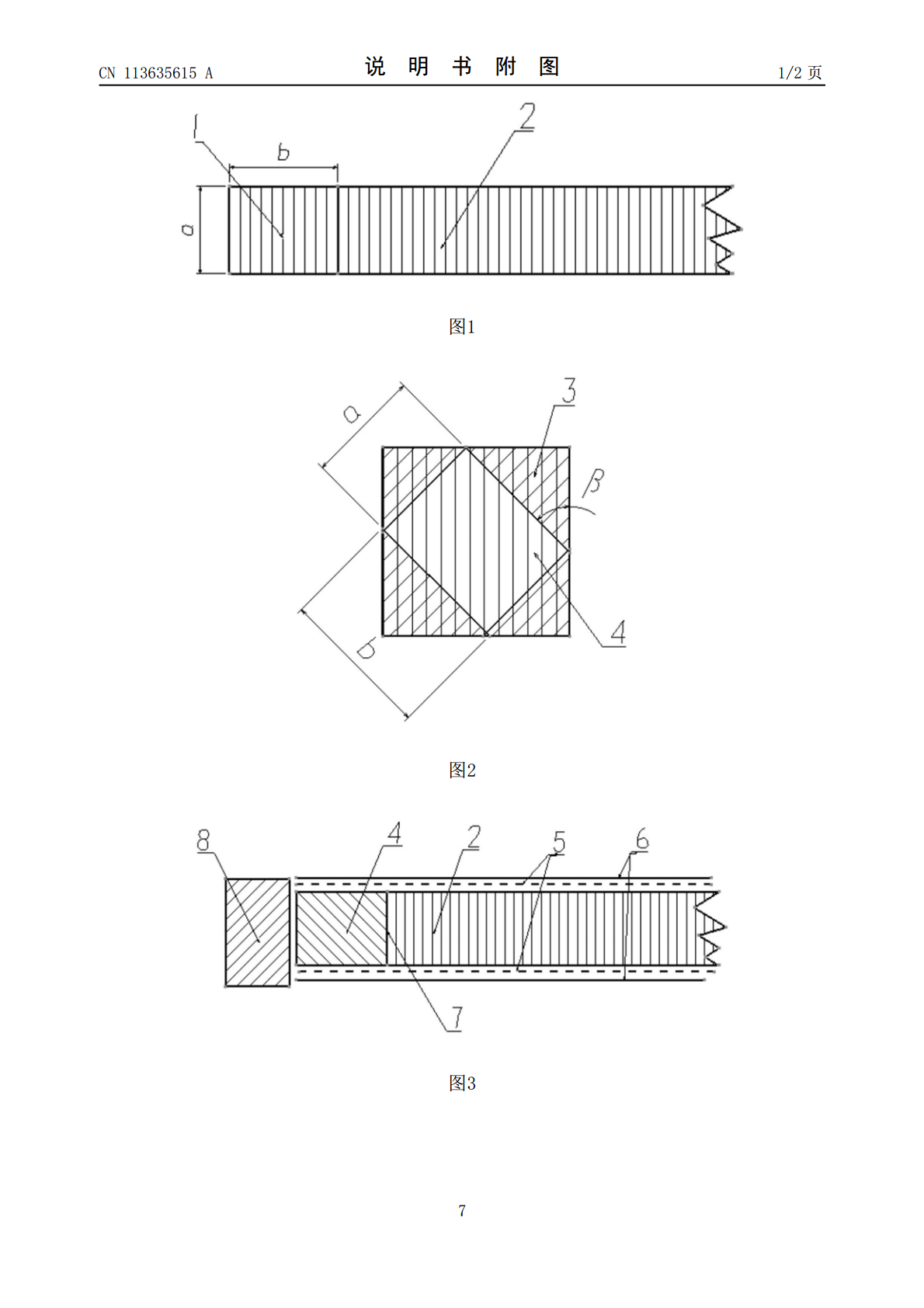
本发明属于航空复合材料制造技术领域,公开了一种90°倒角蜂窝夹层结构制备工艺方法,首先在将蜂窝结构边缘一定宽度的蜂窝格空方向变换,使蜂窝格空方向与侧边成一定夹角,然后将边缘蜂窝与整体蜂窝采用预浸料和胶膜进行上下表面稳定化,进而制备蜂窝夹层结构。本发明将蜂窝夹层结构边缘蜂窝的格空方向与蜂窝厚度方向进行变换,使其保持一定夹角,然后将边缘蜂窝与整体蜂窝进行拼接,并且采用胶膜和预浸料进行稳定化,增强了蜂窝斜面区的强度,特别是当蜂窝倒角为90°时,也能够抵抗夹层结构成型时高温条件下的侧向压力,扩展的蜂窝夹层结构的使

一种大厚度高倒角蜂窝夹层结构制造工艺方法.pdf
本发明属于航空复合材料制造技术领域,公开了一种大厚度高倒角蜂窝夹层结构制造工艺方法,在大厚度蜂窝边缘区一定范围内,将大厚度蜂窝更换成大厚度高密度蜂窝,使用胶膜和预浸料使加工后的大厚度蜂窝稳定化后,对蜂窝斜面进行高倒角加工。本发明采用蜂窝高倒角斜面区更换为高密度蜂窝,并将高密度蜂窝与夹芯低密度蜂窝共同稳定化,其共同加强了高密度蜂窝与低密度蜂窝的侧向强度,同时增加了蜂窝高倒角区的抗压能力,解决了大厚度蜂窝在蜂窝夹层成型过程中的蜂窝斜面区的凹陷、滑移问题;详细设计了大厚度蜂窝和大厚度高密度蜂窝的要求,能够满足本
一种蜂窝夹层结构的制备方法.pdf
本发明涉及一种蜂窝夹层结构的制备方法,包括:将裁剪好的蜂窝进行清洗;称取环氧树脂、固化剂、硅烷偶联剂及促进剂,再加入溶剂后混合均匀去除气泡作为表面处理剂;将表面处理剂喷涂在蜂窝表面后并烘干去除溶剂;将预浸料、胶膜及蜂窝按照预设顺序进行铺层形成夹层结构,将夹层结构封装;将封装好的夹层结构放入压机固化以形成蜂窝夹层结构。该蜂窝夹层结构的制备方法的目的是解决目前的蜂窝夹层结构的滚筒剥离强度较低的问题。
一种蜂窝夹层结构及其制备方法.pdf
本发明公开了一种蜂窝夹层结构及其制备方法,该制备方法包括:在蜂窝芯材上表面和下表面分别铺覆一层粘接物;在铺覆了粘接物的蜂窝芯材上表面和下表面分别铺覆一层预浸料;对铺覆了预浸料的蜂窝芯材进行真空封装,并在一个大气压下进行固化,得到预处理后的蜂窝芯材;对预处理后的蜂窝芯材进行真空封装,并进行固化成型,得到蜂窝夹层结构。本发明成本低廉,且能够避免蜂窝材料的塌陷。
一种防止蜂窝夹层结构倒角固化时产生褶皱的方法.pdf
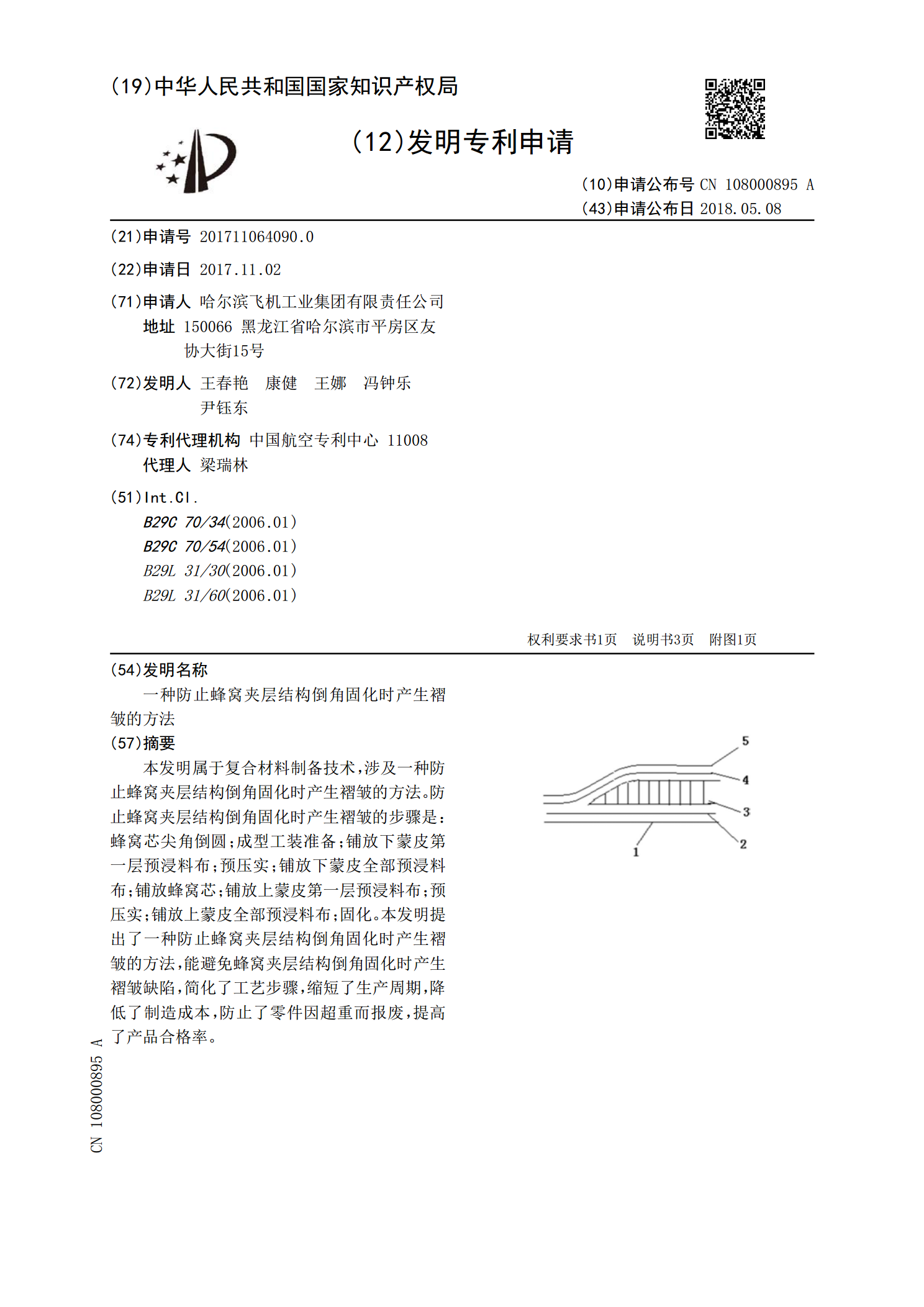
本发明属于复合材料制备技术,涉及一种防止蜂窝夹层结构倒角固化时产生褶皱的方法。防止蜂窝夹层结构倒角固化时产生褶皱的步骤是:蜂窝芯尖角倒圆;成型工装准备;铺放下蒙皮第一层预浸料布;预压实;铺放下蒙皮全部预浸料布;铺放蜂窝芯;铺放上蒙皮第一层预浸料布;预压实;铺放上蒙皮全部预浸料布;固化。本发明提出了一种防止蜂窝夹层结构倒角固化时产生褶皱的方法,能避免蜂窝夹层结构倒角固化时产生褶皱缺陷,简化了工艺步骤,缩短了生产周期,降低了制造成本,防止了零件因超重而报废,提高了产品合格率。