
一种泡沫填充蜂窝制备液态成型复合材料夹层结构的方法.pdf

思洁****爱吗

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种泡沫填充蜂窝制备液态成型复合材料夹层结构的方法.pdf
本发明属于复合材料制备技术领域,涉及一种泡沫填充蜂窝制备液态成型复合材料的方法。本发明基于液态成型与使用蜂窝存在的困难,先采用可同时与蜂窝及液态成型树脂具有材料及工艺匹配性的酚醛发泡物料对蜂窝孔格进行预填充,再将完成预固化的泡沫填充蜂窝芯材应用至液态成型工艺,获得液态成型工艺制备的泡沫填充蜂窝夹层复合材料。使用本方法制备泡沫填充蜂窝夹层结构,可有效解决蜂窝无法应用于液态成型工艺的问题,解决制造面临的难题,使蜂窝芯材适用于各种液态成型工艺,具有较强的适应性。
一种用液态成型工艺制备蜂窝夹层结构复合材料的方法.pdf
本发明属于复合材料制备技术,涉及一种用液态成型工艺制备蜂窝夹层结构复合材料的方法。采用蜂窝、预浸料、液态成型树脂作为原材料,先将与液态成型树脂相容的树脂体系制备的预浸料贴覆在蜂窝芯材的上下表面,并将完成贴覆预浸料的蜂窝芯材在热压罐中完成预固化或固化,完成预固化或固化后的玻璃化温度高于后续的注射温度50℃,将完成预固化或固化的蜂窝夹层结构用不高于0.3MPa的注射压力进行液态成型,获得液态成型工艺制备的蜂窝夹层结构复合材料。本发明提高了液态成型的适用范围,可用于航空航天应用的液态成型蜂窝夹芯结构复合材料,对
一种柔性泡沫填充蜂窝约束阻尼夹层结构及其制备方法.pdf
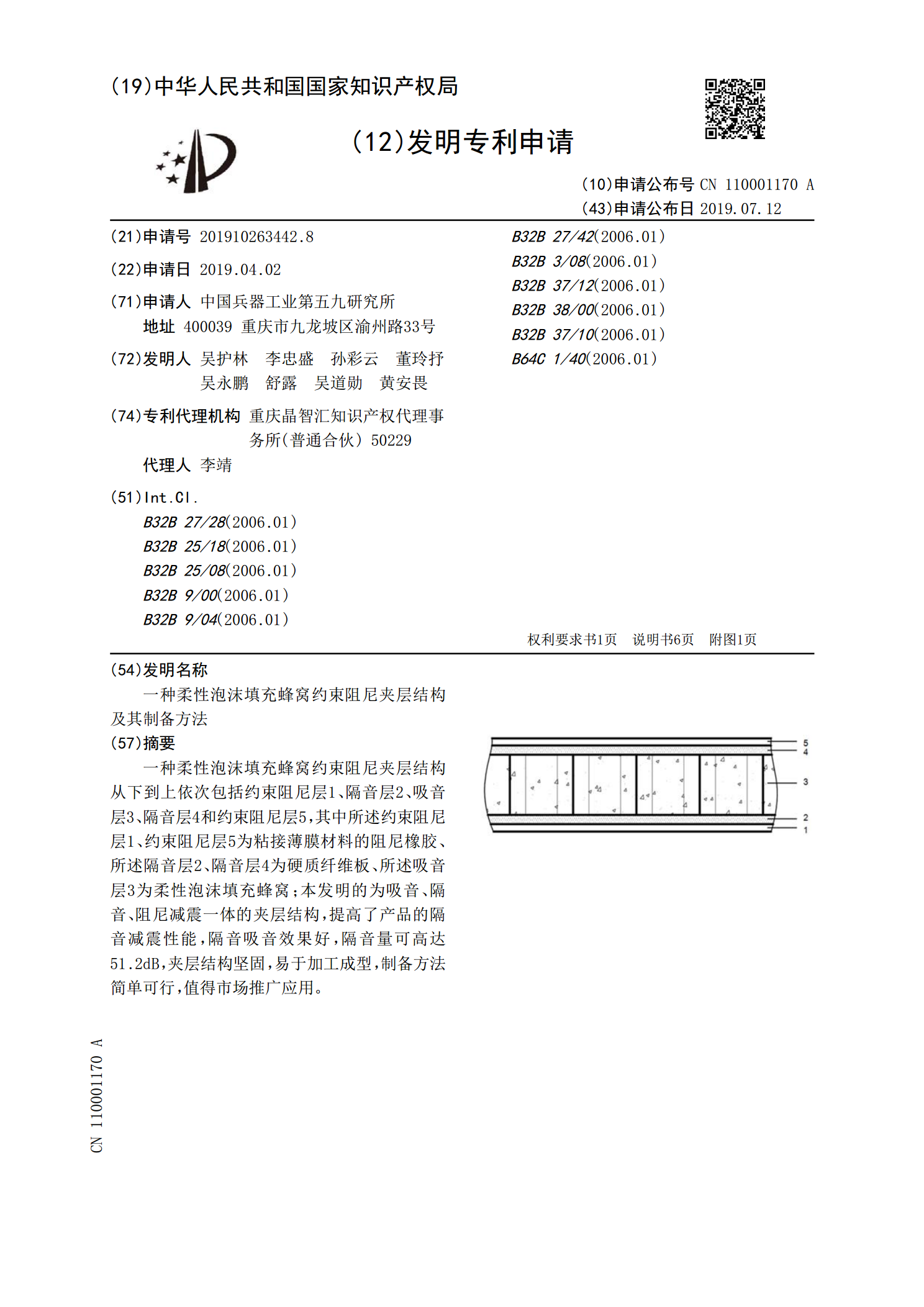
一种柔性泡沫填充蜂窝约束阻尼夹层结构从下到上依次包括约束阻尼层1、隔音层2、吸音层3、隔音层4和约束阻尼层5,其中所述约束阻尼层1、约束阻尼层5为粘接薄膜材料的阻尼橡胶、所述隔音层2、隔音层4为硬质纤维板、所述吸音层3为柔性泡沫填充蜂窝;本发明的为吸音、隔音、阻尼减震一体的夹层结构,提高了产品的隔音减震性能,隔音吸音效果好,隔音量可高达51.2dB,夹层结构坚固,易于加工成型,制备方法简单可行,值得市场推广应用。
一种蜂窝夹层复合材料的制备方法及蜂窝夹层复合材料.pdf
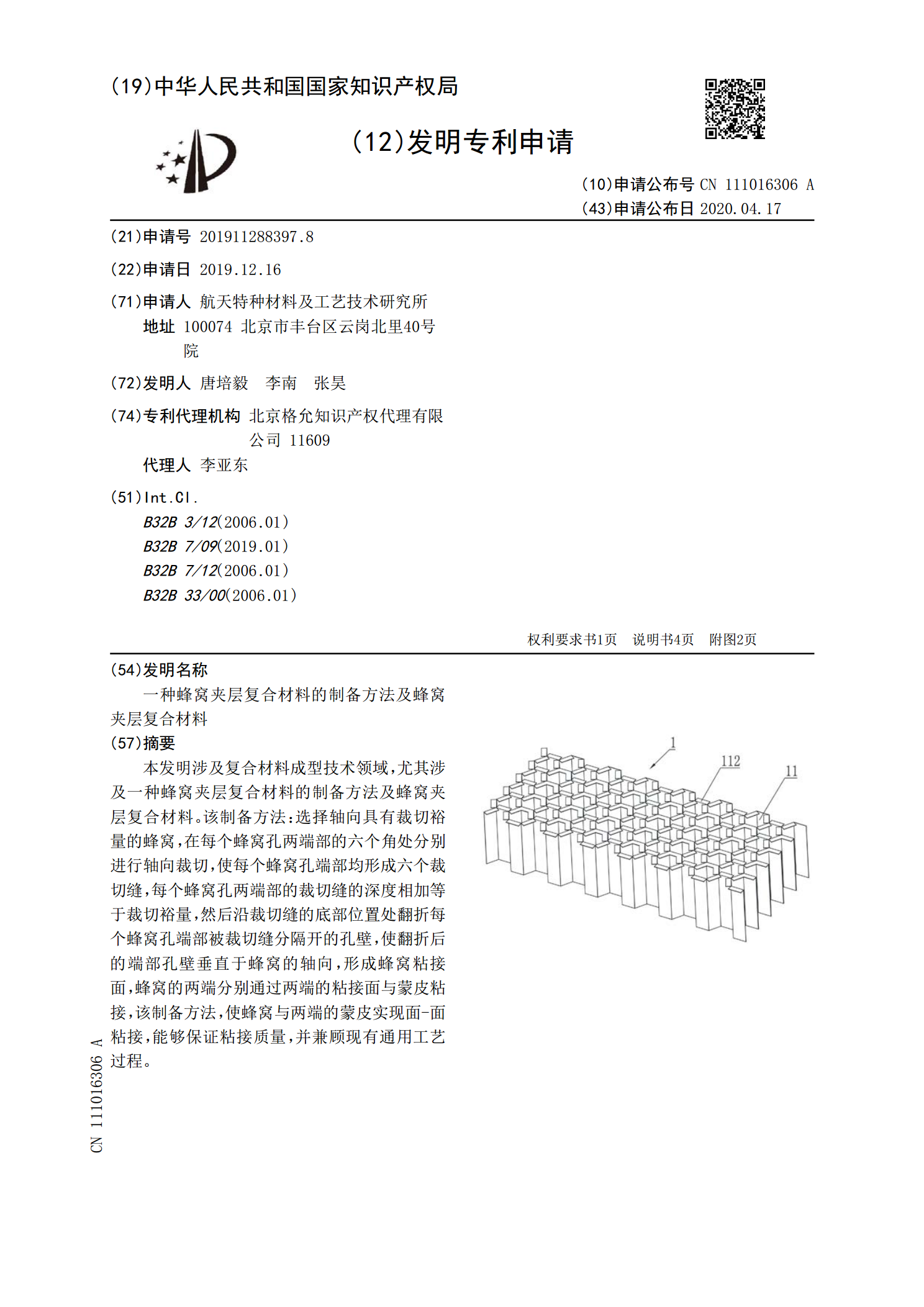
本发明涉及复合材料成型技术领域,尤其涉及一种蜂窝夹层复合材料的制备方法及蜂窝夹层复合材料。该制备方法:选择轴向具有裁切裕量的蜂窝,在每个蜂窝孔两端部的六个角处分别进行轴向裁切,使每个蜂窝孔端部均形成六个裁切缝,每个蜂窝孔两端部的裁切缝的深度相加等于裁切裕量,然后沿裁切缝的底部位置处翻折每个蜂窝孔端部被裁切缝分隔开的孔壁,使翻折后的端部孔壁垂直于蜂窝的轴向,形成蜂窝粘接面,蜂窝的两端分别通过两端的粘接面与蒙皮粘接,该制备方法,使蜂窝与两端的蒙皮实现面‑面粘接,能够保证粘接质量,并兼顾现有通用工艺过程。
一种凝胶泡沫填充蜂窝板材复合材料及其制备方法.pdf
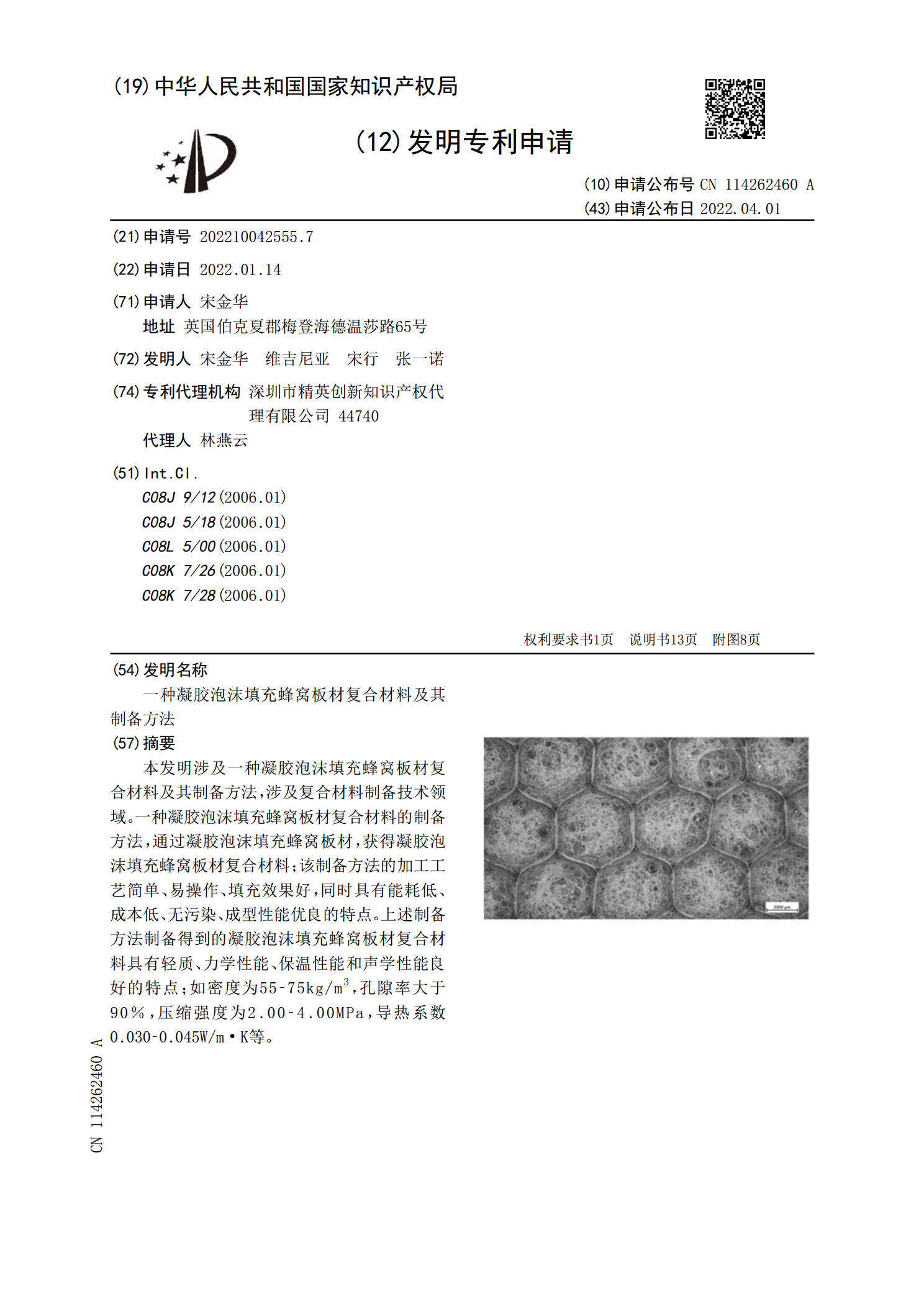
本发明涉及一种凝胶泡沫填充蜂窝板材复合材料及其制备方法,涉及复合材料制备技术领域。一种凝胶泡沫填充蜂窝板材复合材料的制备方法,通过凝胶泡沫填充蜂窝板材,获得凝胶泡沫填充蜂窝板材复合材料;该制备方法的加工工艺简单、易操作、填充效果好,同时具有能耗低、成本低、无污染、成型性能优良的特点。上述制备方法制备得到的凝胶泡沫填充蜂窝板材复合材料具有轻质、力学性能、保温性能和声学性能良好的特点;如密度为55‑75kg/m