
蜂窝密封件及其制造方法和系统.pdf

Ma****57


1/10
2/10
3/10

4/10

5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共22页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
蜂窝密封件及其制造方法和系统.pdf
本发明公开了一种蜂窝密封件及其制造方法和系统,其中,蜂窝密封件包括:至少一个蜂窝带部,每个蜂窝带部具有复数个一体成型的小蜂窝孔;和基体部,其固设在所述蜂窝带部的一侧,并将所述小蜂窝孔的一端封住。本发明实施例中的技术方案,能够简化蜂窝密封件的加工过程,并降低生产成本。

蜂窝密封件和方法.pdf
本发明提供一种用于涡轮机的密封件。密封件包括多个蜂窝单元、在多个蜂窝单元内的至少一个周向凹槽和在至少一个凹槽内的至少一个涡流闸。
蜂窝板及其制造方法、车身板和车辆.pdf
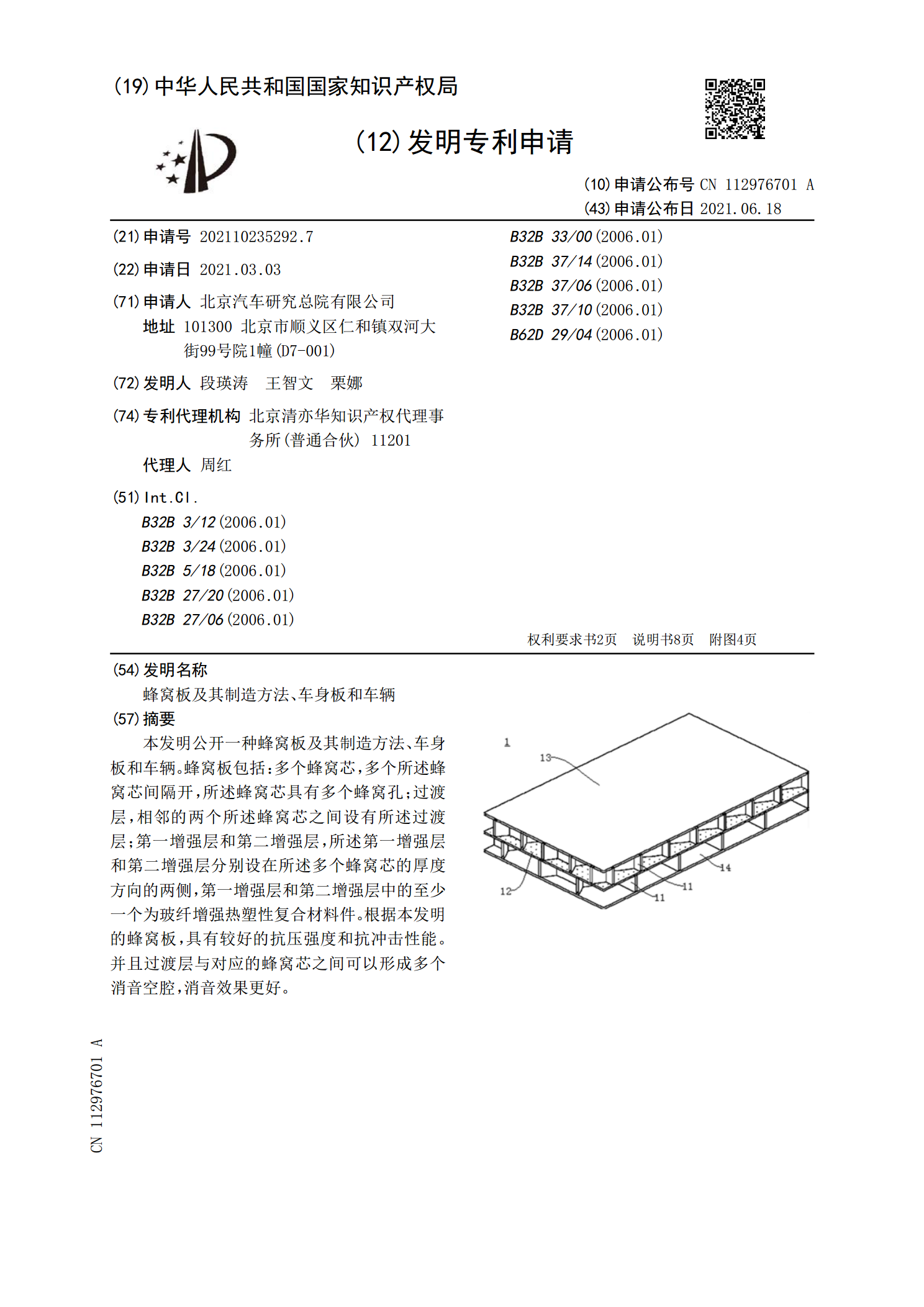
本发明公开一种蜂窝板及其制造方法、车身板和车辆。蜂窝板包括:多个蜂窝芯,多个所述蜂窝芯间隔开,所述蜂窝芯具有多个蜂窝孔;过渡层,相邻的两个所述蜂窝芯之间设有所述过渡层;第一增强层和第二增强层,所述第一增强层和第二增强层分别设在所述多个蜂窝芯的厚度方向的两侧,第一增强层和第二增强层中的至少一个为玻纤增强热塑性复合材料件。根据本发明的蜂窝板,具有较好的抗压强度和抗冲击性能。并且过渡层与对应的蜂窝芯之间可以形成多个消音空腔,消音效果更好。

蜂窝板及其制造方法和轨道列车地板.pdf
本发明提供一种蜂窝板及其制造方法和轨道列车地板,蜂窝板包括第一面板和第二面板,其中,还包括中间面板,至少为一层,所述中间面板平行设置在所述第一面板和所述第二面板之间,相邻的两块面板之间都夹设固定有一层蜂窝芯。上述技术方案,通过增设中间面板,来增加蜂窝芯的层数。由于蜂窝芯夹设在两个面板之间,所以形成有封闭的空气腔,空气腔中含有封闭空气,因而具有良好的隔热性,使得整个蜂窝板的隔热性能也得到了提高。
凹槽环密封件及其制造方法.pdf
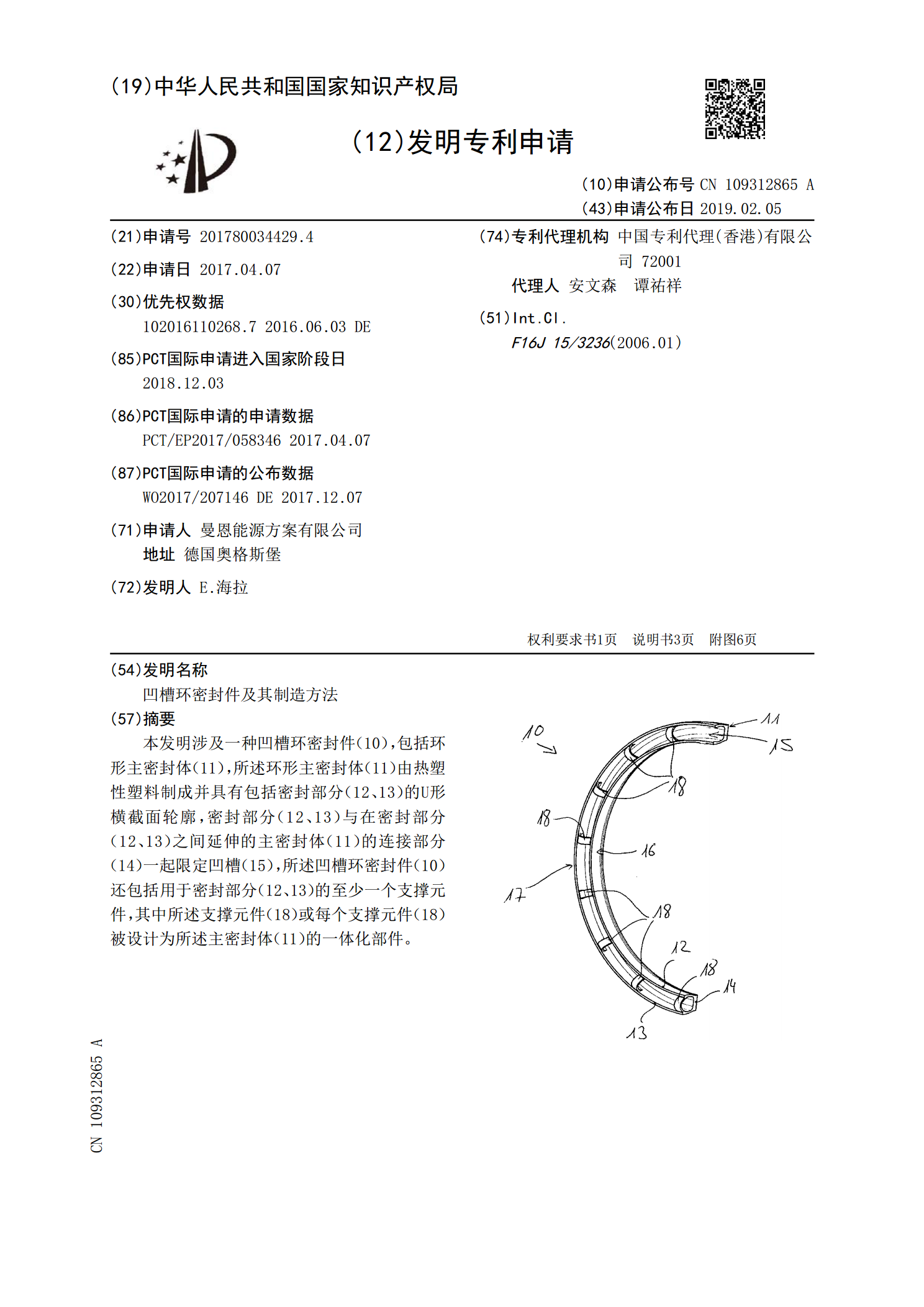
本发明涉及一种凹槽环密封件(10),包括环形主密封体(11),所述环形主密封体(11)由热塑性塑料制成并具有包括密封部分(12、13)的U形横截面轮廓,密封部分(12、13)与在密封部分(12、13)之间延伸的主密封体(11)的连接部分(14)一起限定凹槽(15),所述凹槽环密封件(10)还包括用于密封部分(12、13)的至少一个支撑元件,其中所述支撑元件(18)或每个支撑元件(18)被设计为所述主密封体(11)的一体化部件。