
连续挤出成型纤维增强蜂窝板复合材料及其工艺.pdf

骊蓉****23


1/9
2/9
3/9

4/9

5/9
6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
连续挤出成型纤维增强蜂窝板复合材料及其工艺.pdf
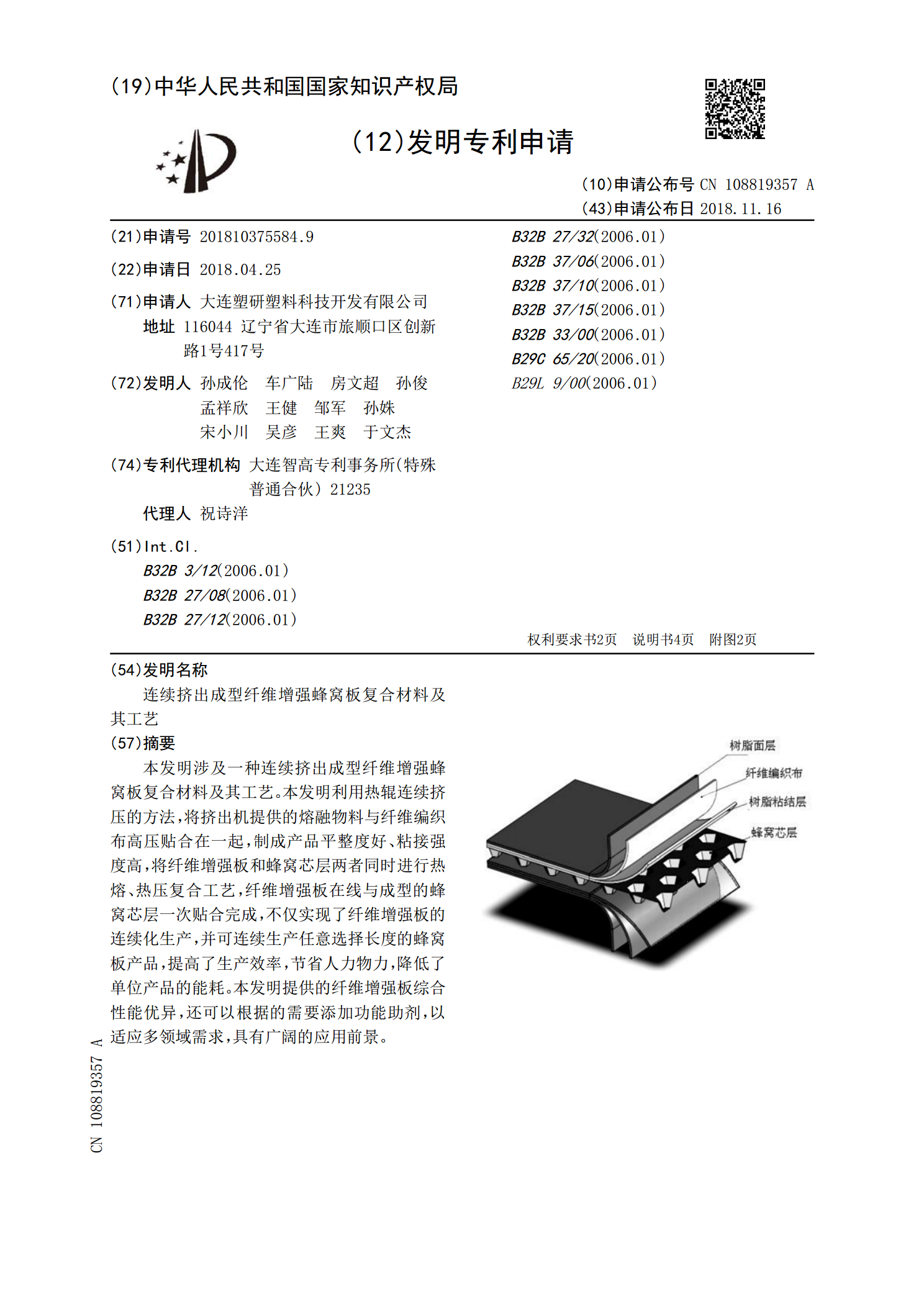
本发明涉及一种连续挤出成型纤维增强蜂窝板复合材料及其工艺。本发明利用热辊连续挤压的方法,将挤出机提供的熔融物料与纤维编织布高压贴合在一起,制成产品平整度好、粘接强度高,将纤维增强板和蜂窝芯层两者同时进行热熔、热压复合工艺,纤维增强板在线与成型的蜂窝芯层一次贴合完成,不仅实现了纤维增强板的连续化生产,并可连续生产任意选择长度的蜂窝板产品,提高了生产效率,节省人力物力,降低了单位产品的能耗。本发明提供的纤维增强板综合性能优异,还可以根据的需要添加功能助剂,以适应多领域需求,具有广阔的应用前景。

内饰板用连续纤维增强吸塑蜂窝板及其制备方法.pdf
本公开提出的一种内饰板用连续纤维增强吸塑蜂窝板,包括:吸塑蜂窝芯;下蒙皮,粘附于所述吸塑蜂窝芯的下层;上蒙皮,粘附于所述吸塑蜂窝芯的上层;以及表面层,粘附于所述上蒙皮的上层。
一种钙塑蜂窝板连续加工成型设备及其成型工艺.pdf
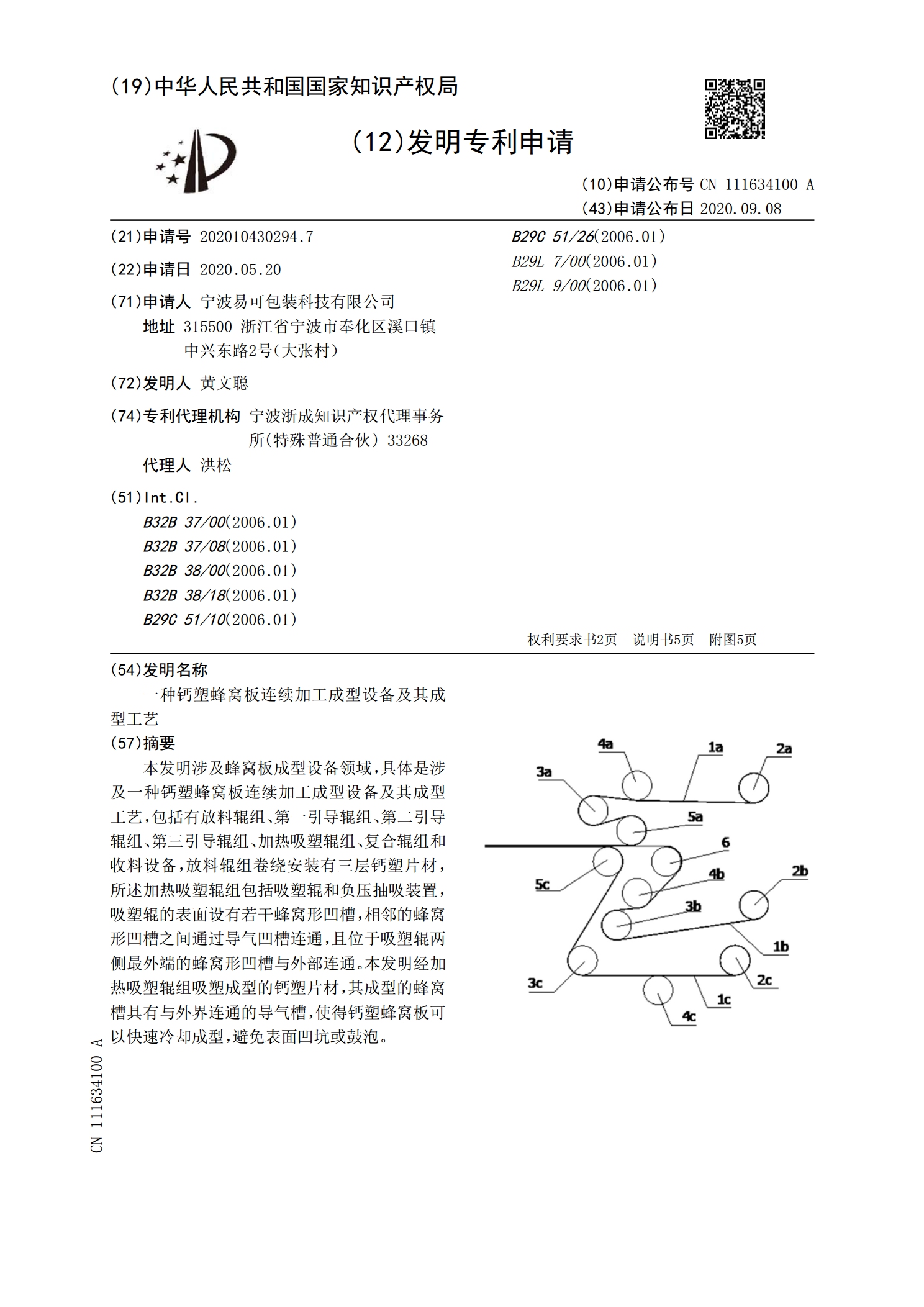
本发明涉及蜂窝板成型设备领域,具体是涉及一种钙塑蜂窝板连续加工成型设备及其成型工艺,包括有放料辊组、第一引导辊组、第二引导辊组、第三引导辊组、加热吸塑辊组、复合辊组和收料设备,放料辊组卷绕安装有三层钙塑片材,所述加热吸塑辊组包括吸塑辊和负压抽吸装置,吸塑辊的表面设有若干蜂窝形凹槽,相邻的蜂窝形凹槽之间通过导气凹槽连通,且位于吸塑辊两侧最外端的蜂窝形凹槽与外部连通。本发明经加热吸塑辊组吸塑成型的钙塑片材,其成型的蜂窝槽具有与外界连通的导气槽,使得钙塑蜂窝板可以快速冷却成型,避免表面凹坑或鼓泡。

激光辅助连续纤维增强复合材料成型设备.pdf
本发明提供一种激光辅助连续纤维增强复合材料成型设备,涉及复合材料成型设备的技术领域。激光辅助连续纤维增强复合材料成型设备包括安装架、驱动组件、打印组件、支撑底座和成型组件;驱动组件连接安装架上;打印组件连接驱动组件的输出端,驱动组件能够带动打印组件沿着X轴、Y轴、Z轴方向运动;支撑底座设置安装架内;成型组件连接支撑底座上,并设置打印组件的打印端。解决了传统制造设备结构复杂,使用时所需的模具数量多,导致产品的脱模费力的问题。本发明通过设置打印组件和成型组件,实现连续纤维与树脂液实时在机混合,集激光辅助固化工

纤维增强环氧树脂复合材料成型工艺.docx
编号:时间:2021年x月x日书山有路勤为径学海无涯苦作舟页码:纤维增强环氧树脂复合材料成型工艺一、前言相比传统材料复合材料具有一系列不可替代的特性自二次大占以来发展很快。尽管产量小(据法国Vetrotex公司统计2003年全球复合材料达700万吨)但复合材料的水平已是衡量一个国家或地区科技、经济水平的标志之一。美、日、西欧水平较高。北美、欧洲的产量分别占全球产量的33%与32%以中国(含台湾省)、日本为主的亚洲占30%。中国大陆2003年玻班纤维增强塑料(玻璃纤维与