
一种钙塑蜂窝板连续加工成型设备及其成型工艺.pdf

玉军****la


1/10
2/10
3/10
4/10
5/10
6/10
7/10

8/10
9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种钙塑蜂窝板连续加工成型设备及其成型工艺.pdf
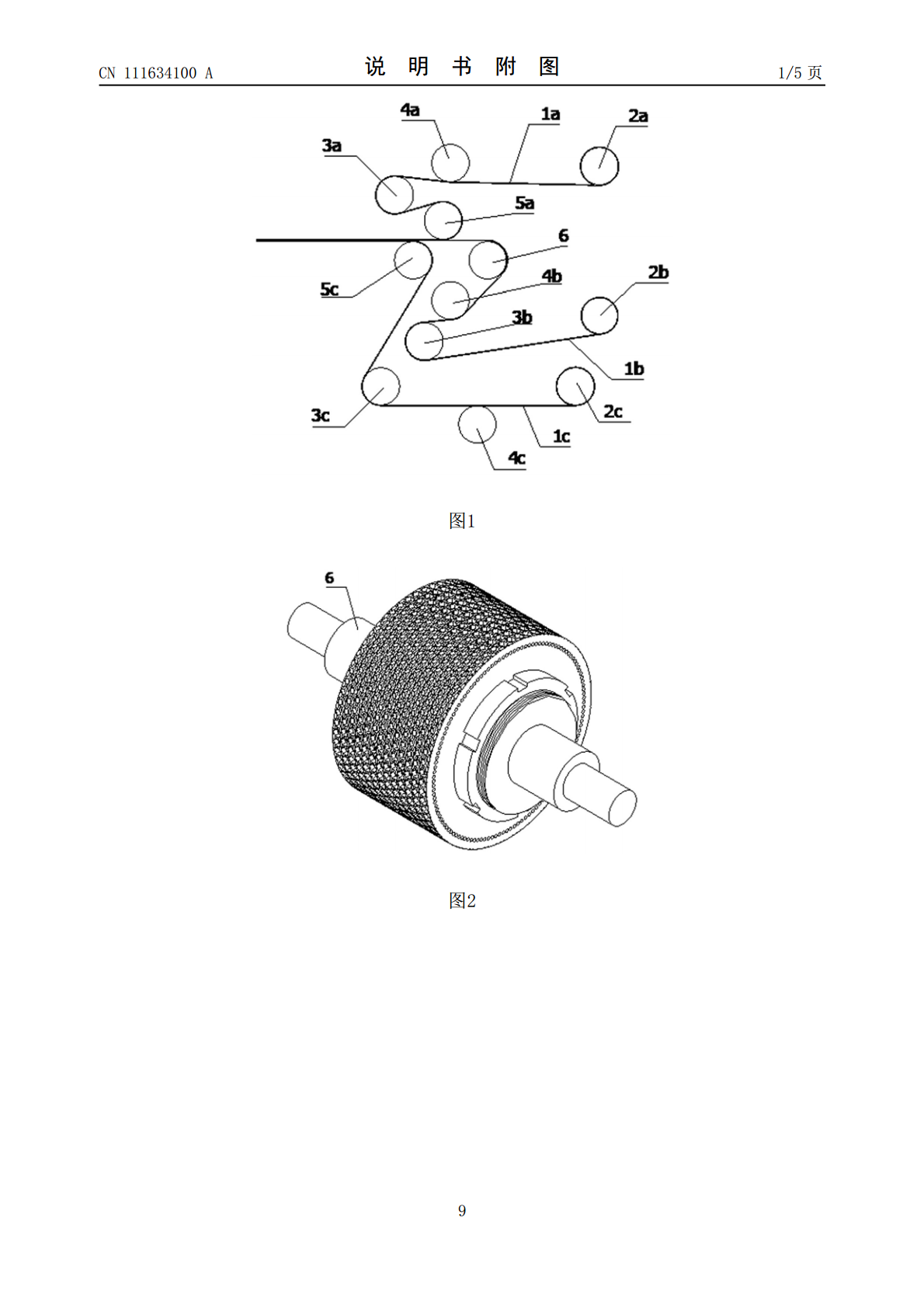
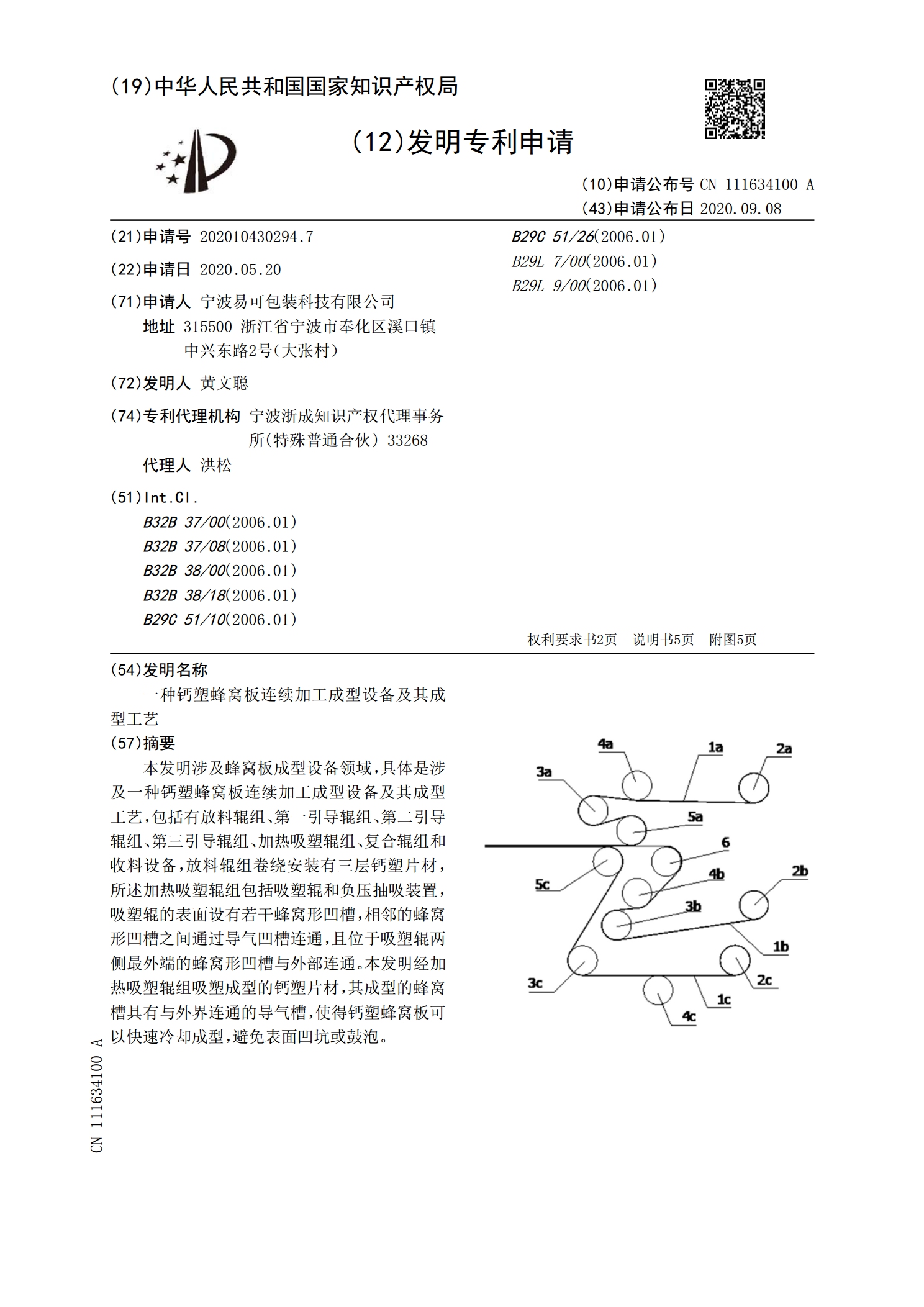
本发明涉及蜂窝板成型设备领域,具体是涉及一种钙塑蜂窝板连续加工成型设备及其成型工艺,包括有放料辊组、第一引导辊组、第二引导辊组、第三引导辊组、加热吸塑辊组、复合辊组和收料设备,放料辊组卷绕安装有三层钙塑片材,所述加热吸塑辊组包括吸塑辊和负压抽吸装置,吸塑辊的表面设有若干蜂窝形凹槽,相邻的蜂窝形凹槽之间通过导气凹槽连通,且位于吸塑辊两侧最外端的蜂窝形凹槽与外部连通。本发明经加热吸塑辊组吸塑成型的钙塑片材,其成型的蜂窝槽具有与外界连通的导气槽,使得钙塑蜂窝板可以快速冷却成型,避免表面凹坑或鼓泡。
一种蜂窝成型装置及其连续成型方法.pdf
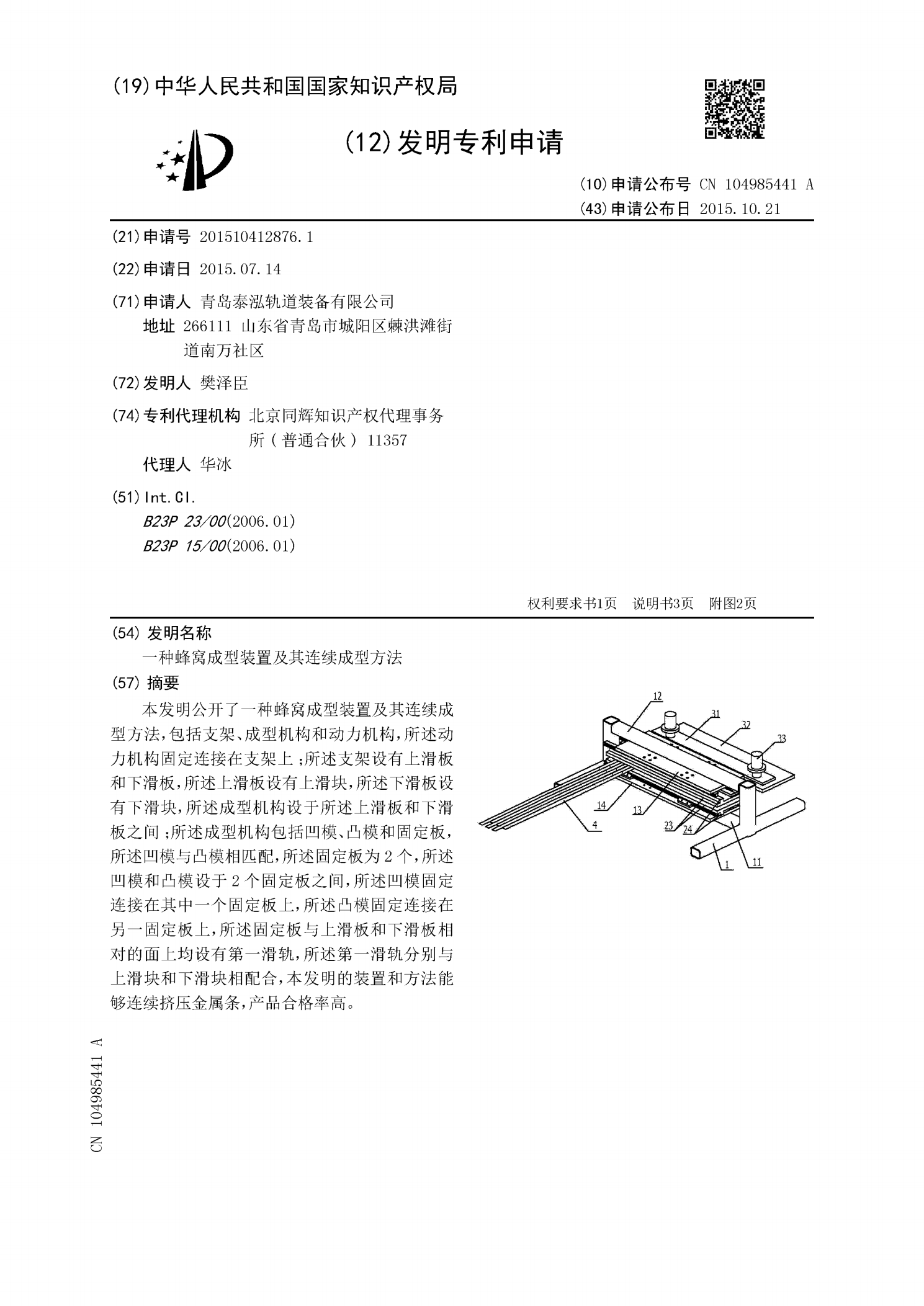
本发明公开了一种蜂窝成型装置及其连续成型方法,包括支架、成型机构和动力机构,所述动力机构固定连接在支架上;所述支架设有上滑板和下滑板,所述上滑板设有上滑块,所述下滑板设有下滑块,所述成型机构设于所述上滑板和下滑板之间;所述成型机构包括凹模、凸模和固定板,所述凹模与凸模相匹配,所述固定板为2个,所述凹模和凸模设于2个固定板之间,所述凹模固定连接在其中一个固定板上,所述凸模固定连接在另一固定板上,所述固定板与上滑板和下滑板相对的面上均设有第一滑轨,所述第一滑轨分别与上滑块和下滑块相配合,本发明的装置和方法能够
一种蜂窝成型装置及其连续成型方法.pdf
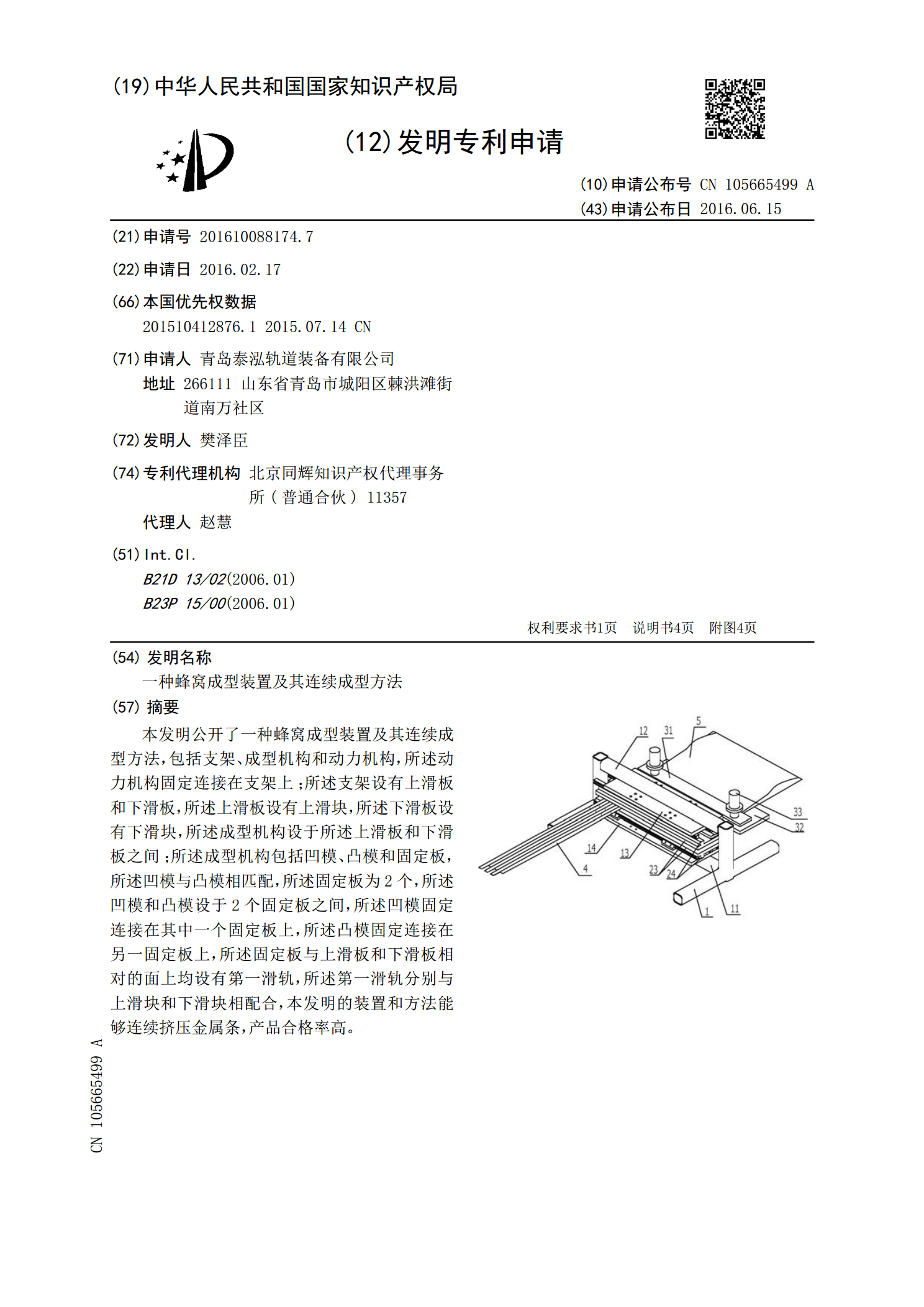
本发明公开了一种蜂窝成型装置及其连续成型方法,包括支架、成型机构和动力机构,所述动力机构固定连接在支架上;所述支架设有上滑板和下滑板,所述上滑板设有上滑块,所述下滑板设有下滑块,所述成型机构设于所述上滑板和下滑板之间;所述成型机构包括凹模、凸模和固定板,所述凹模与凸模相匹配,所述固定板为2个,所述凹模和凸模设于2个固定板之间,所述凹模固定连接在其中一个固定板上,所述凸模固定连接在另一固定板上,所述固定板与上滑板和下滑板相对的面上均设有第一滑轨,所述第一滑轨分别与上滑块和下滑块相配合,本发明的装置和方法能够
一种复合型蜂窝板的成型工艺及其设备.pdf
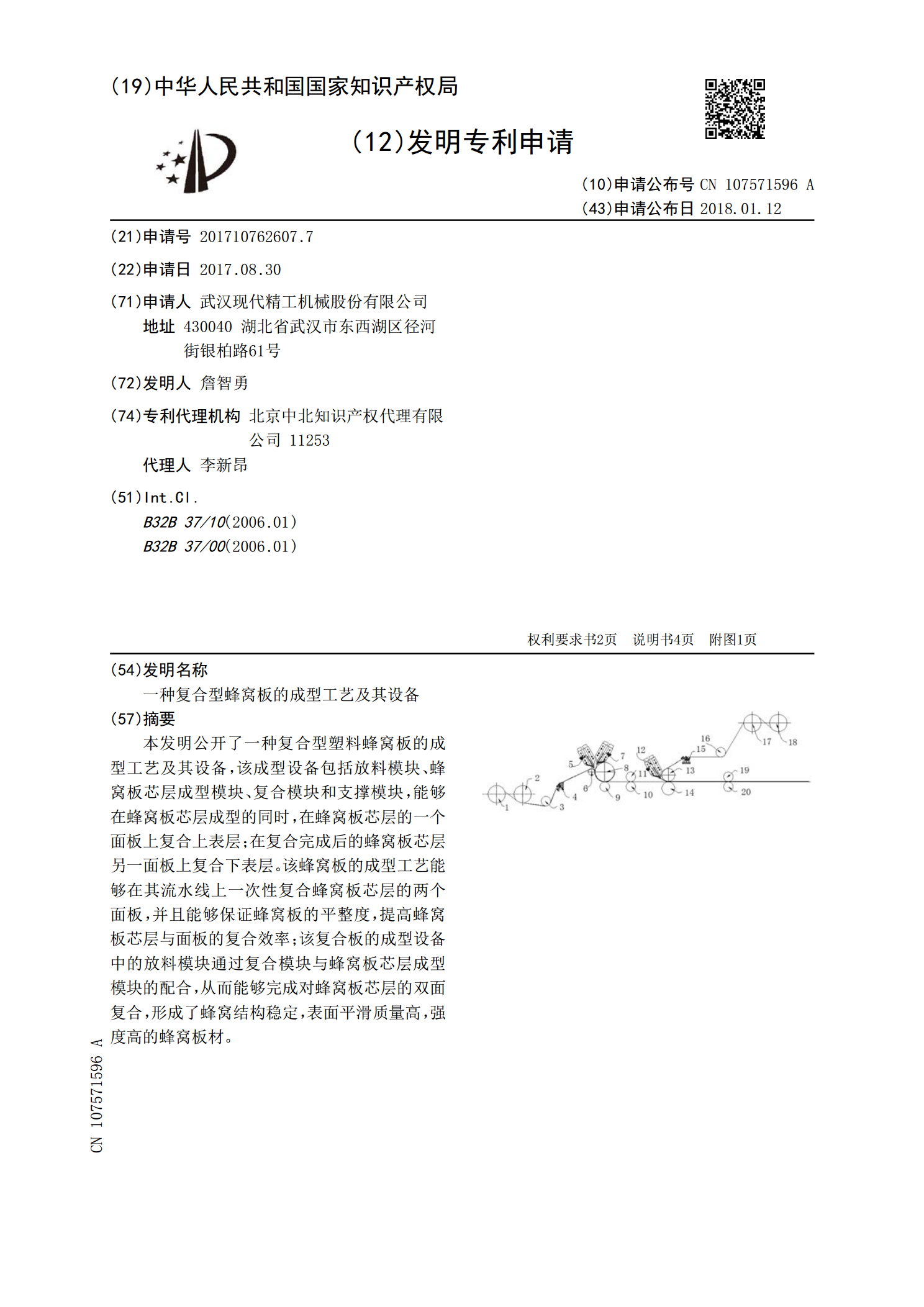
本发明公开了一种复合型塑料蜂窝板的成型工艺及其设备,该成型设备包括放料模块、蜂窝板芯层成型模块、复合模块和支撑模块,能够在蜂窝板芯层成型的同时,在蜂窝板芯层的一个面板上复合上表层;在复合完成后的蜂窝板芯层另一面板上复合下表层。该蜂窝板的成型工艺能够在其流水线上一次性复合蜂窝板芯层的两个面板,并且能够保证蜂窝板的平整度,提高蜂窝板芯层与面板的复合效率;该复合板的成型设备中的放料模块通过复合模块与蜂窝板芯层成型模块的配合,从而能够完成对蜂窝板芯层的双面复合,形成了蜂窝结构稳定,表面平滑质量高,强度高的蜂窝板材

一种石英弧板成型模具及其成型工艺、加工工艺.pdf
本发明涉及一种石英弧板成型模具,包括有上模、下模、卸料板,卸料板位于上模与下模之间,上模底面设置有型芯,型芯底面为弧形面,卸料板为环形结构,卸料板内侧壁上开设有环形的限位槽,下模顶面设置有型台,型台顶面为与型芯底面相对应的弧形面,型台的顶面中心部开设有贯穿下模的排气通道,下模顶面外边缘与型台侧壁之间形成有用于容纳环形的卸料板的卡腔;上模与下模通过导向机构可拆卸地连接。通过利用卸料板起到卸料作用,防止成型后的石英弧板粘在型台的弧形面内而导致取件困难,提高生产效率。