
铝蜂窝芯的制造方法.pdf

永香****能手

1/10
2/10

3/10

4/10
5/10
6/10

7/10

8/10
9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
铝蜂窝芯的制造方法.pdf
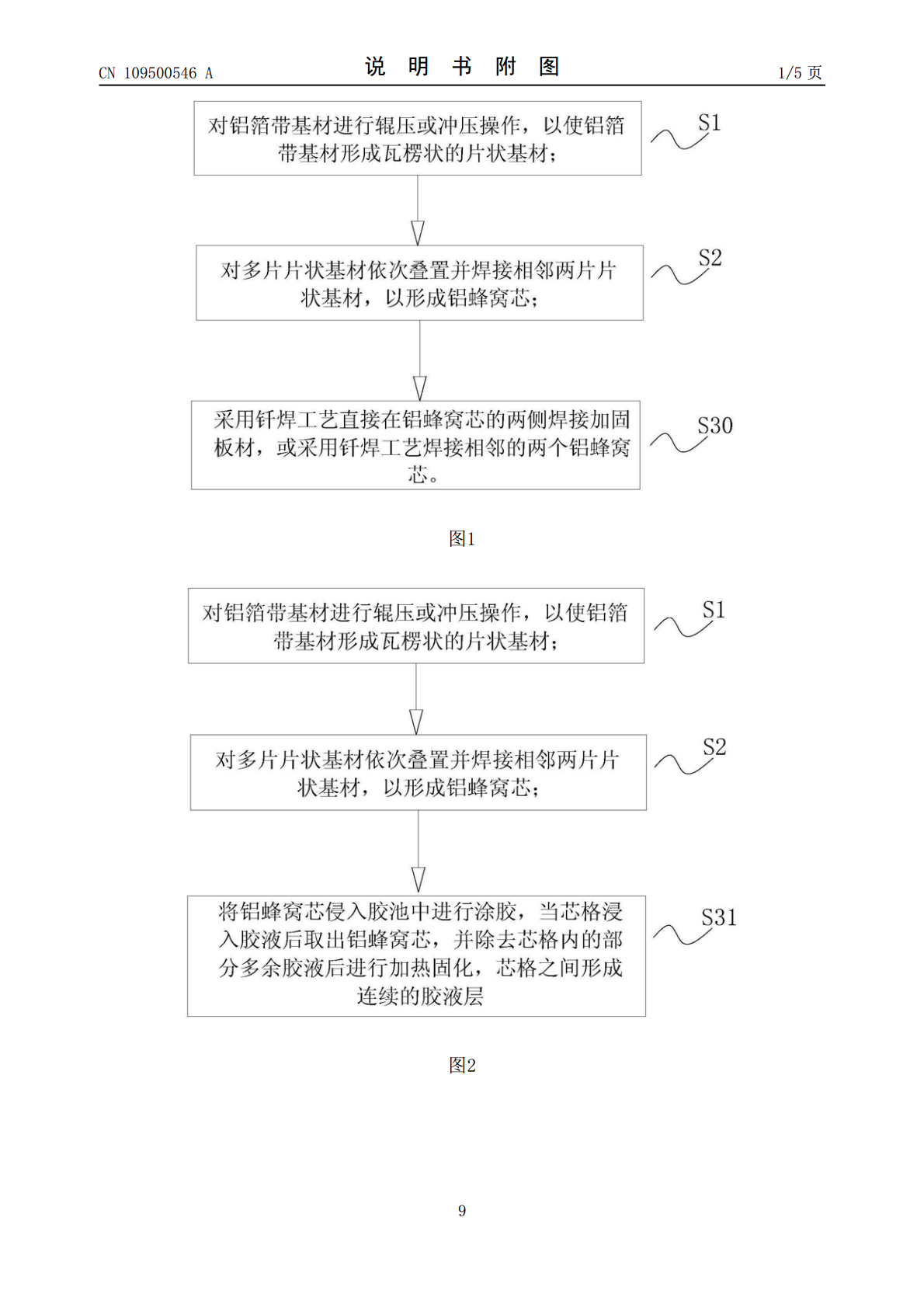
本发明提供了一种铝蜂窝芯的制造方法,包括:步骤S1,对铝箔带基材进行辊压或冲压操作,以使铝箔带基材形成瓦楞状的片状基材;步骤S2,对多片片状基材依次叠置并焊接相邻两片片状基材,以形成铝蜂窝芯。本发明解决了现有技术中的铝蜂窝芯的制造方法工序复杂,并且对铝箔料过厚的铝蜂窝芯制造方法难于操控,而导致制造成型的铝蜂窝芯的芯格不规则、强度低、生产效率低并且限制了产品应用领域的问题。
一种铝蜂窝芯的制造方法.pdf
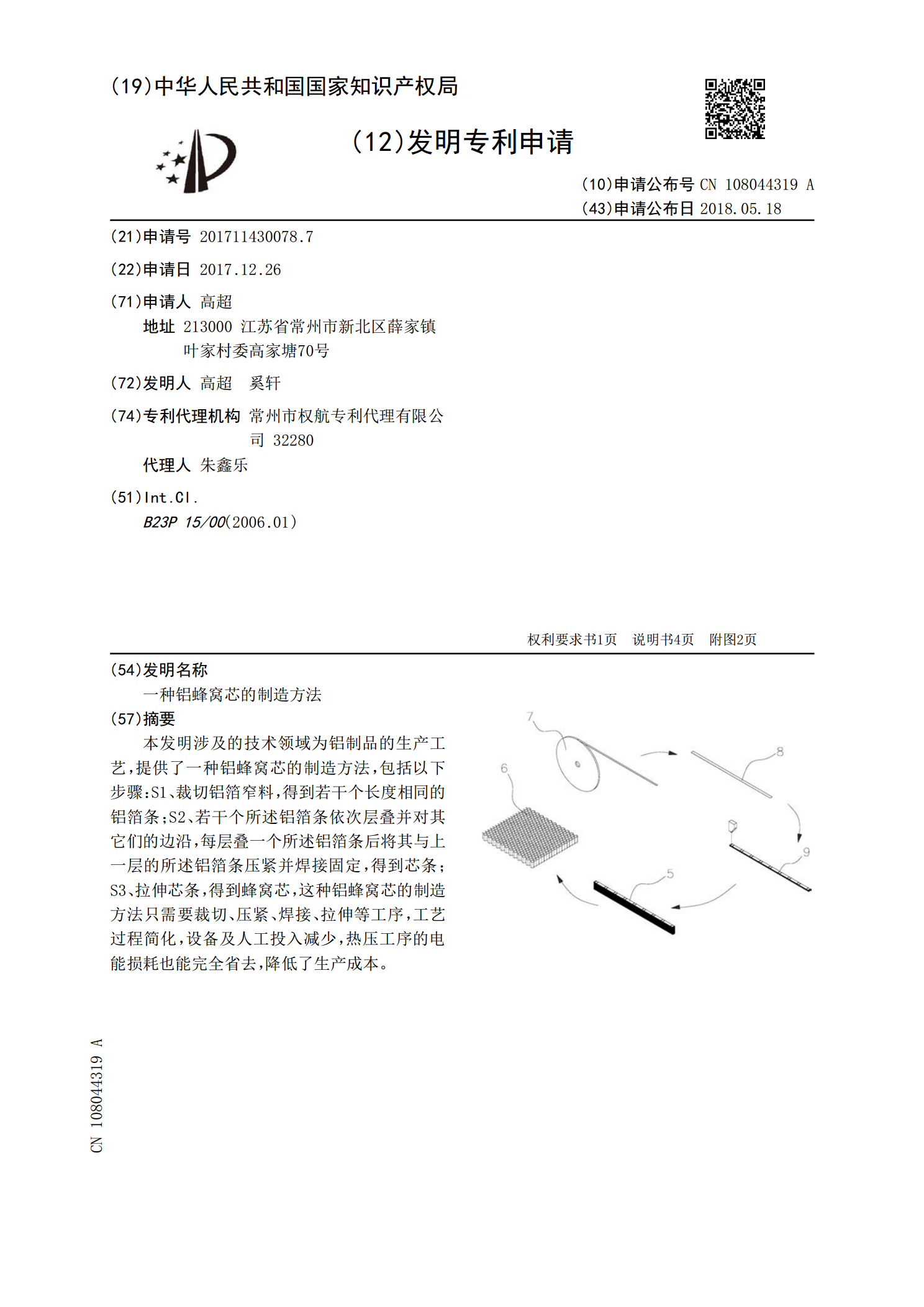
本发明涉及的技术领域为铝制品的生产工艺,提供了一种铝蜂窝芯的制造方法,包括以下步骤:S1、裁切铝箔窄料,得到若干个长度相同的铝箔条;S2、若干个所述铝箔条依次层叠并对其它们的边沿,每层叠一个所述铝箔条后将其与上一层的所述铝箔条压紧并焊接固定,得到芯条;S3、拉伸芯条,得到蜂窝芯,这种铝蜂窝芯的制造方法只需要裁切、压紧、焊接、拉伸等工序,工艺过程简化,设备及人工投入减少,热压工序的电能损耗也能完全省去,降低了生产成本。
一种铝蜂窝芯拉伸机及拉伸铝蜂窝芯的方法.pdf
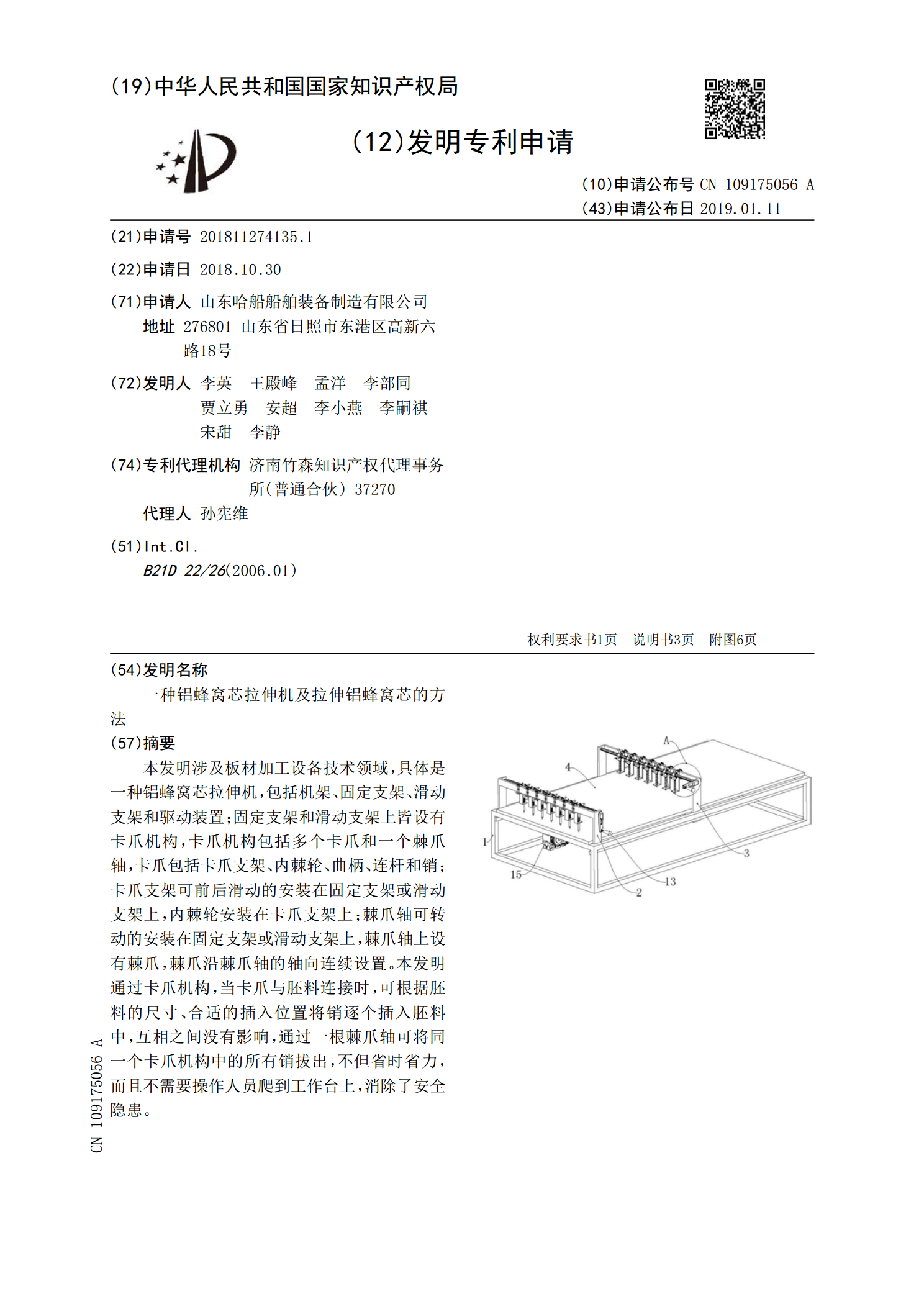
本发明涉及板材加工设备技术领域,具体是一种铝蜂窝芯拉伸机,包括机架、固定支架、滑动支架和驱动装置;固定支架和滑动支架上皆设有卡爪机构,卡爪机构包括多个卡爪和一个棘爪轴,卡爪包括卡爪支架、内棘轮、曲柄、连杆和销;卡爪支架可前后滑动的安装在固定支架或滑动支架上,内棘轮安装在卡爪支架上;棘爪轴可转动的安装在固定支架或滑动支架上,棘爪轴上设有棘爪,棘爪沿棘爪轴的轴向连续设置。本发明通过卡爪机构,当卡爪与胚料连接时,可根据胚料的尺寸、合适的插入位置将销逐个插入胚料中,互相之间没有影响,通过一根棘爪轴可将同一个卡爪机
一种铝蜂窝芯及铝蜂窝板的制备方法.pdf
本发明提供了一种铝蜂窝芯及铝蜂窝板的制备方法,通过制备铝蜂窝芯的过程中,开设通孔以及通槽,从而在蜂窝芯与铝板焊接时,能够充分排出蜂窝芯内的残留空气,避免在高温焊接的过程中蜂窝芯的铝箔被氧化,同时进一步的在铝箔粘合的不同区域涂覆第一粘合剂和第二粘合剂,第一粘合剂涂布在粘合区域边缘,具有良好的连接强度和耐久性,第二粘合剂涂布在粘合区域的中间大部分区域,第二粘结剂具有良好的界面属性,能够在具有油或水的界面提供良好的粘结力并且具有快速固化的效果,两者共同使用提高了蜂窝芯加工的质量以及蜂窝芯的粘合强度。
一种高强度铝蜂窝芯板制造方法.pdf
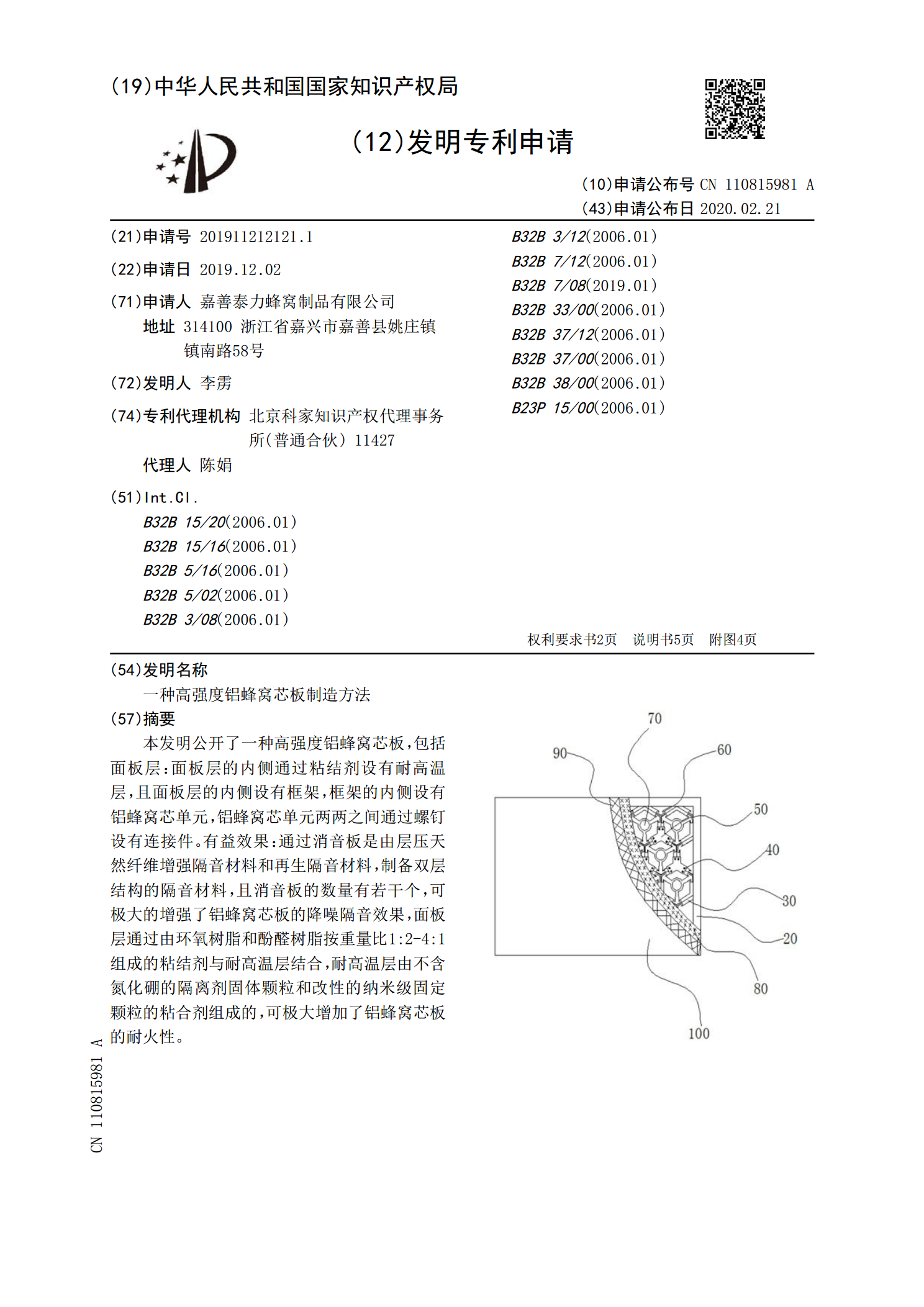
本发明公开了一种高强度铝蜂窝芯板,包括面板层:面板层的内侧通过粘结剂设有耐高温层,且面板层的内侧设有框架,框架的内侧设有铝蜂窝芯单元,铝蜂窝芯单元两两之间通过螺钉设有连接件。有益效果:通过消音板是由层压天然纤维增强隔音材料和再生隔音材料,制备双层结构的隔音材料,且消音板的数量有若干个,可极大的增强了铝蜂窝芯板的降噪隔音效果,面板层通过由环氧树脂和酚醛树脂按重量比1:2‑4:1组成的粘结剂与耐高温层结合,耐高温层由不含氮化硼的隔离剂固体颗粒和改性的纳米级固定颗粒的粘合剂组成的,可极大增加了铝蜂窝芯板的耐火性