
一种蜂窝芯结构件轮廓边缘切边方法.pdf

一只****爱敏

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种蜂窝芯结构件轮廓边缘切边方法.pdf
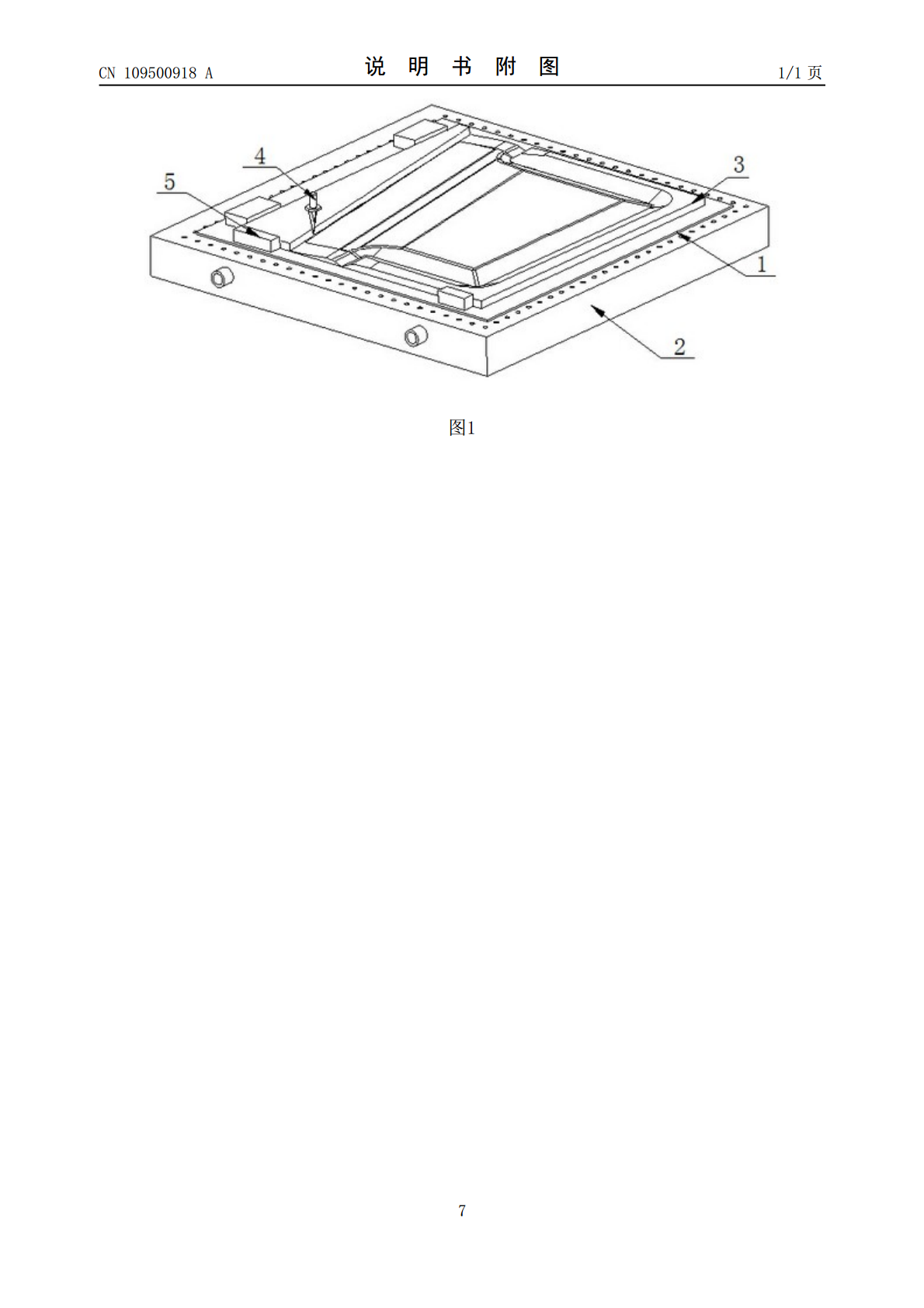
本发明公开了一种蜂窝芯结构件轮廓边缘切边方法,涉及蜂窝芯结构件加工方法技术领域,该方法采用超声波切割刀具进行蜂窝芯结构件切边过程中,在蜂窝芯结构件和真空工装之间铺设一层软质材料垫板;所述超声波切割刀具在切边过程中刀尖超过蜂窝芯结构件底面,进入软质材料垫板且不超过软质材料垫板贴紧真空工装的一侧。本发明公开了一种通用的液压快速装夹工装采用在蜂窝芯结构件和真空工装之间铺设超声波切割刀具容易切入的软质材料垫板,避免蜂窝芯结构件切边过程中出现欠切的问题和过切时超声波切割刀具的磨损、真空工装的损坏,保证了蜂窝芯结构件

蜂窝芯结构件.pdf
本发明涉及一种蜂窝芯结构件,其包括至少两个蜂窝芯(1、2)和布置在蜂窝芯(1、2)之间的连接层(3),其特征在于,连接层(3)构造为透气的并且仅在蜂窝芯(1、2)的网状隔片的区域中具有用于和蜂窝芯(1、2)粘接的粘接材料,还涉及一种用于制造蜂窝芯结构件的方法,以及一种用于制造具有蜂窝芯结构件的夹层部件的方法和这种夹层部件。
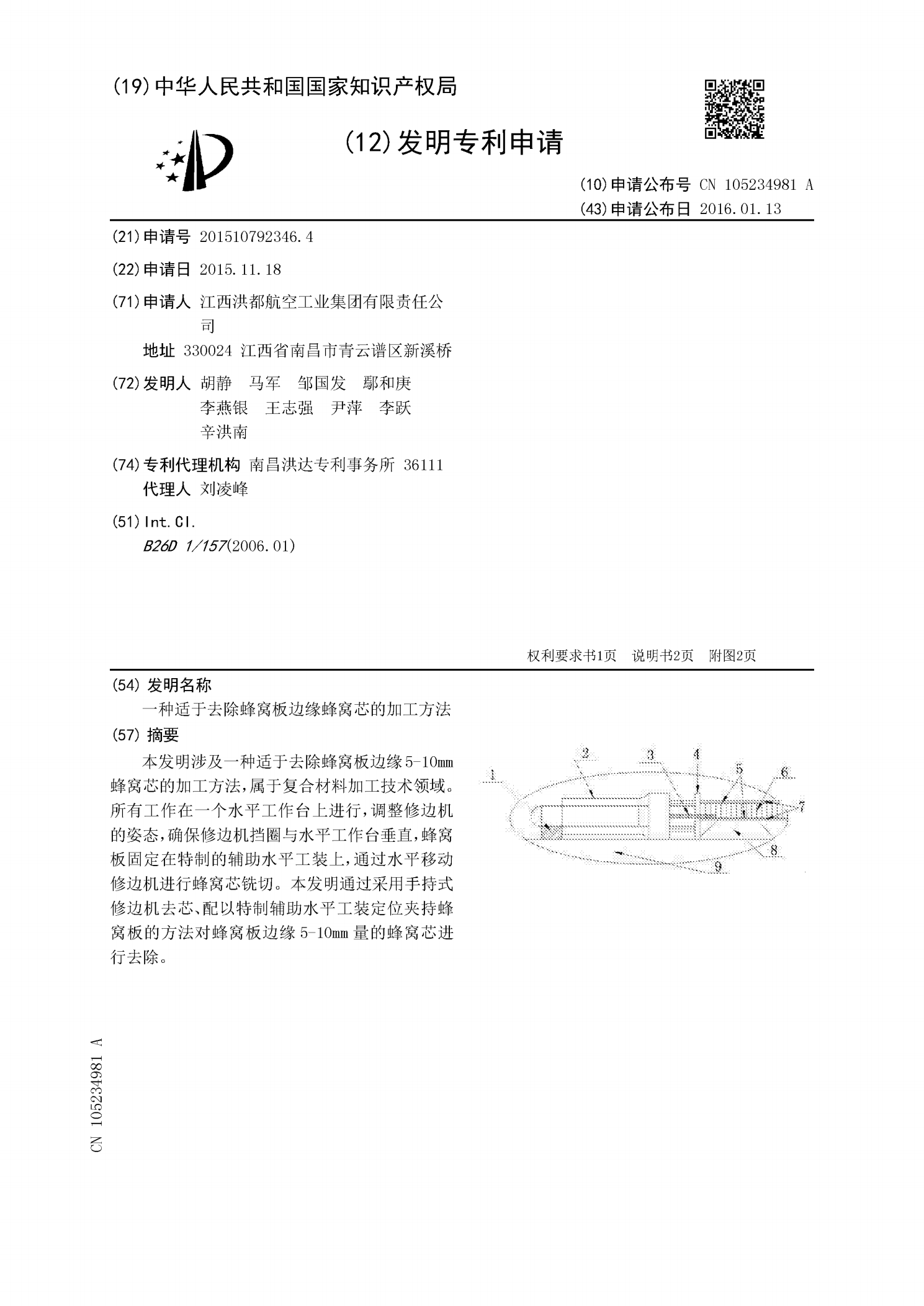
一种适于去除蜂窝板边缘蜂窝芯的加工方法.pdf
本发明涉及一种适于去除蜂窝板边缘5-10mm蜂窝芯的加工方法,属于复合材料加工技术领域。所有工作在一个水平工作台上进行,调整修边机的姿态,确保修边机挡圈与水平工作台垂直,蜂窝板固定在特制的辅助水平工装上,通过水平移动修边机进行蜂窝芯铣切。本发明通过采用手持式修边机去芯、配以特制辅助水平工装定位夹持蜂窝板的方法对蜂窝板边缘5-10mm量的蜂窝芯进行去除。
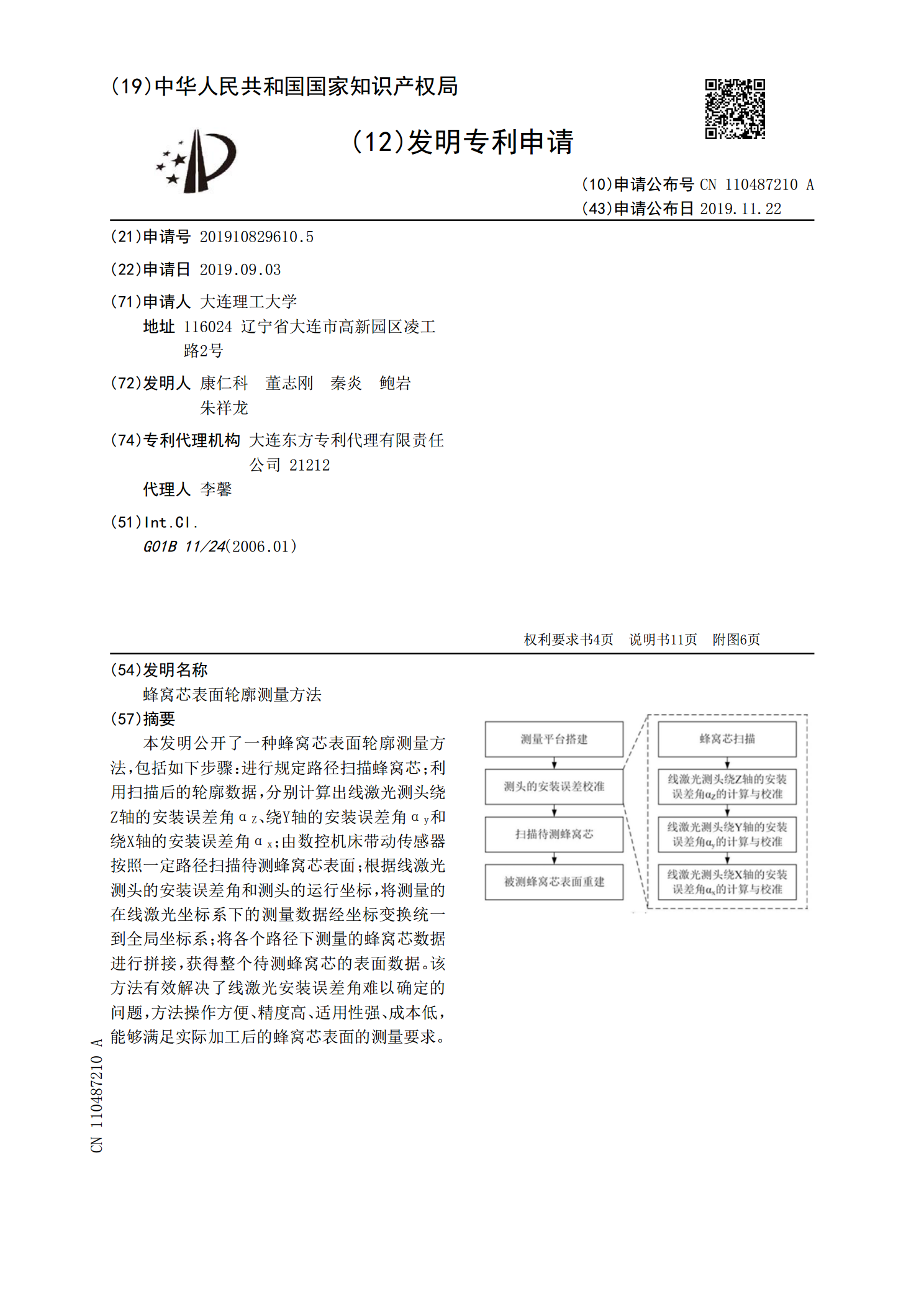
蜂窝芯表面轮廓测量方法.pdf
本发明公开了一种蜂窝芯表面轮廓测量方法,包括如下步骤:进行规定路径扫描蜂窝芯;利用扫描后的轮廓数据,分别计算出线激光测头绕Z轴的安装误差角α
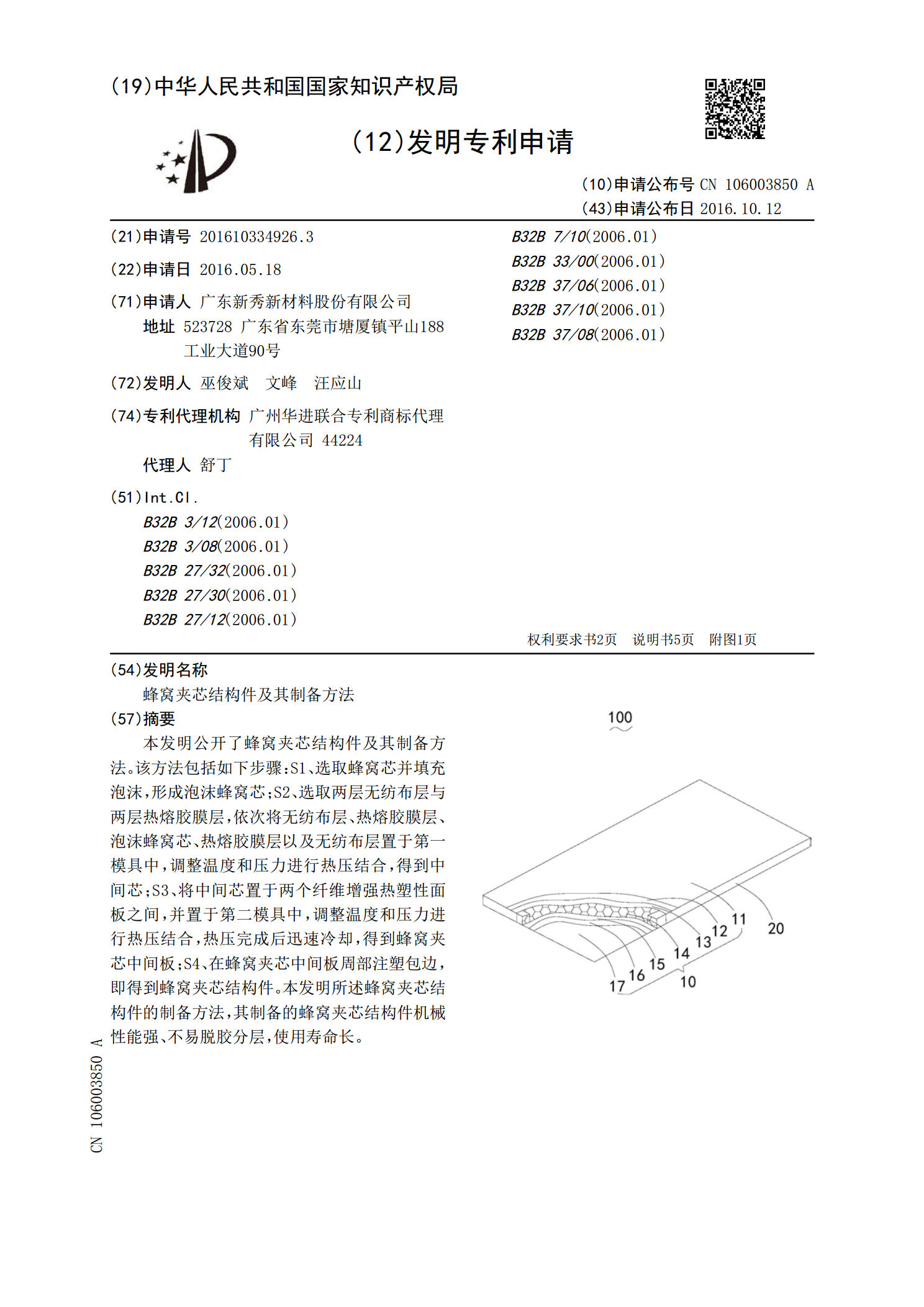
蜂窝夹芯结构件及其制备方法.pdf
本发明公开了蜂窝夹芯结构件及其制备方法。该方法包括如下步骤:S1、选取蜂窝芯并填充泡沫,形成泡沫蜂窝芯;S2、选取两层无纺布层与两层热熔胶膜层,依次将无纺布层、热熔胶膜层、泡沫蜂窝芯、热熔胶膜层以及无纺布层置于第一模具中,调整温度和压力进行热压结合,得到中间芯;S3、将中间芯置于两个纤维增强热塑性面板之间,并置于第二模具中,调整温度和压力进行热压结合,热压完成后迅速冷却,得到蜂窝夹芯中间板;S4、在蜂窝夹芯中间板周部注塑包边,即得到蜂窝夹芯结构件。本发明所述蜂窝夹芯结构件的制备方法,其制备的蜂窝夹芯结构件