
复合材料发射筒及其成型方法.pdf

沛芹****ng


1/10

2/10

3/10
4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
复合材料发射筒及其成型方法.pdf
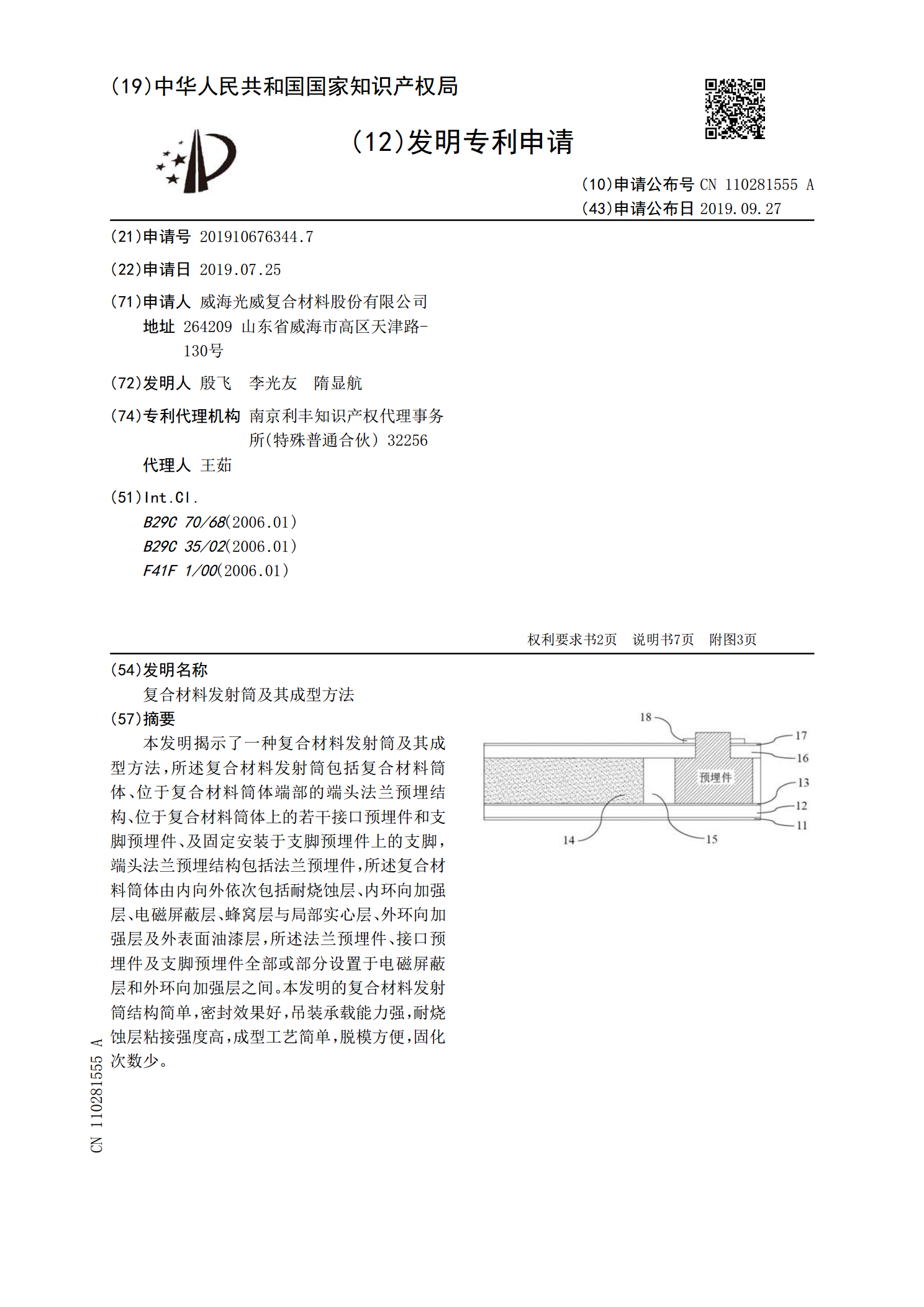
本发明揭示了一种复合材料发射筒及其成型方法,所述复合材料发射筒包括复合材料筒体、位于复合材料筒体端部的端头法兰预埋结构、位于复合材料筒体上的若干接口预埋件和支脚预埋件、及固定安装于支脚预埋件上的支脚,端头法兰预埋结构包括法兰预埋件,所述复合材料筒体由内向外依次包括耐烧蚀层、内环向加强层、电磁屏蔽层、蜂窝层与局部实心层、外环向加强层及外表面油漆层,所述法兰预埋件、接口预埋件及支脚预埋件全部或部分设置于电磁屏蔽层和外环向加强层之间。本发明的复合材料发射筒结构简单,密封效果好,吊装承载能力强,耐烧蚀层粘接强度高
复合材料筒体构件局部蜂窝夹层结构的成型方法.pdf
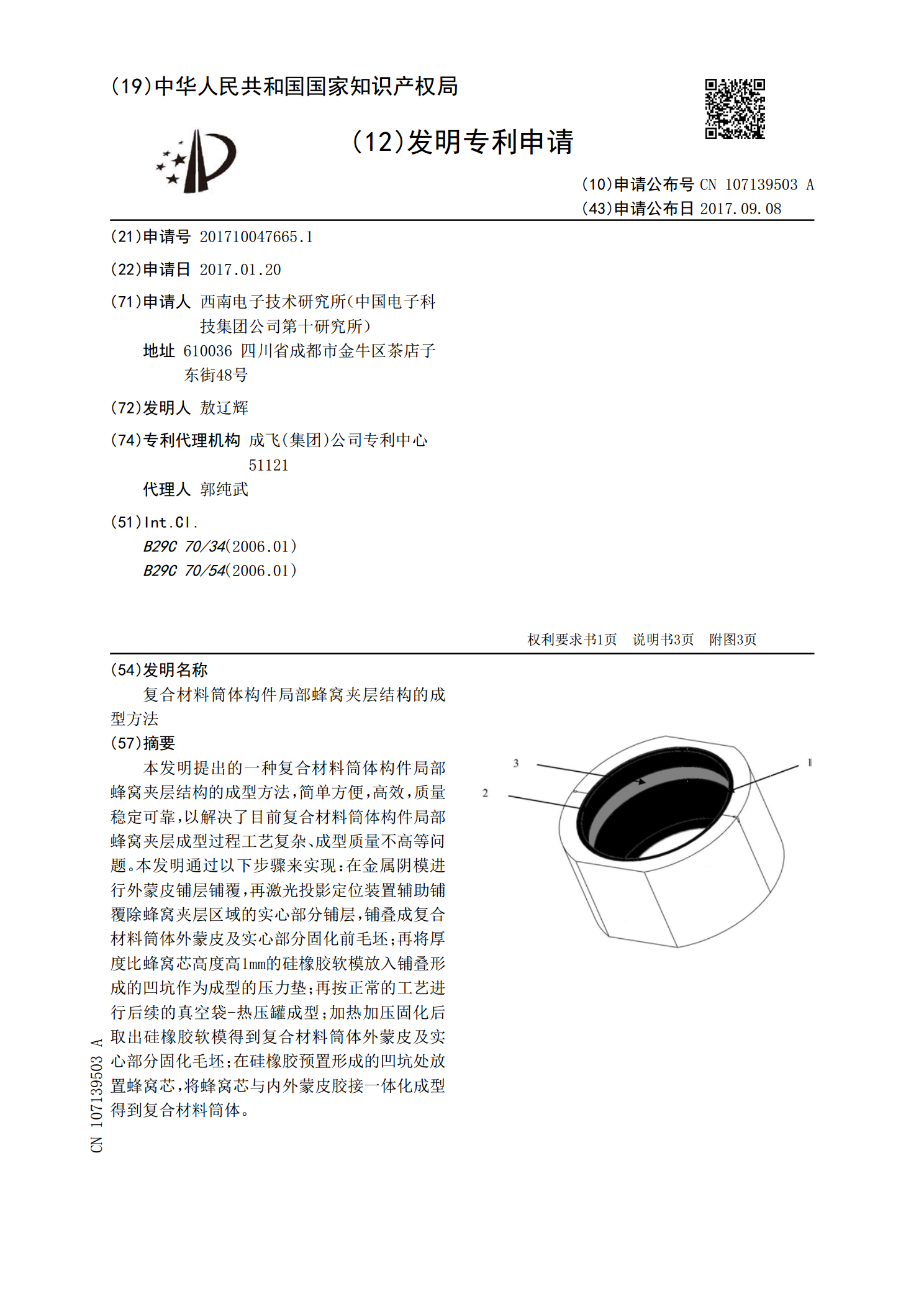
本发明提出的一种复合材料筒体构件局部蜂窝夹层结构的成型方法,简单方便,高效,质量稳定可靠,以解决了目前复合材料筒体构件局部蜂窝夹层成型过程工艺复杂、成型质量不高等问题。本发明通过以下步骤来实现:在金属阴模进行外蒙皮铺层铺覆,再激光投影定位装置辅助铺覆除蜂窝夹层区域的实心部分铺层,铺叠成复合材料筒体外蒙皮及实心部分固化前毛坯;再将厚度比蜂窝芯高度高1mm的硅橡胶软模放入铺叠形成的凹坑作为成型的压力垫;再按正常的工艺进行后续的真空袋‑热压罐成型;加热加压固化后取出硅橡胶软模得到复合材料筒体外蒙皮及实心部分固化

大型格栅筒及其真空辅助RTM成型方法.pdf
本发明提供了一种大型格栅筒的真空辅助RTM成型方法,包括以下步骤:格栅筒产品预制件沿模具型面制作真空袋;通过筒身多出胶口连接出胶罐抽真空;对格栅筒自下向上分层级进行注胶,当该层高度和环向注胶完成,下层出胶口开始出胶时,下层的多个出胶口通过三通转接阀控制该出胶口由抽真空到RTM注胶的转换,经环形流道从下向上逐层级完成,直至顶部完全浸透开始出胶;在格栅筒顶部出胶口开始大量出胶时,从出胶罐反向加压;关闭注胶管路接口,出胶口持续抽真空,直至后续进炉升温固化得到大型格栅筒。本发明方法可实现在较高要求的纤维体积含量情

纤维复合材料承载杆/管及其成型方法.pdf
本发明涉及一种纤维复合材料承载杆件(包括中空的管或筒)及其成型方法。杆件主要功能是能够承载纵向的拉伸或压缩载荷。这种杆件包含纤维复合材料杆体和端部的金属接头。其特征在于,杆件本体是纤维积层复合材料,依靠端部纵向积层纤维层间的环向纤维填充物,实现纵向纤维在端部的离轴发散并形成锥体轮廓,依靠锥体轮廓和金属接头形成锥面约束的衔接配合。这种积层复合材料杆杆件可以采用A湿法缠绕、B预浸布绕包、C干法绕包真空导注树脂三种工艺来实现。这种杆件在复合材料桁架制造和众多需要轻质高强复合材料杆件连接的领域应用,例如风力发电机

复合材料及其成型.ppt
复合材料及其成型第8章复合材料及其成型金属基复合材料颗粒增强复合材料第8章复合材料及其成型34510203040第8章复合材料及其成型第8章复合材料及其成型第8章复合材料及其成型单层的种类(a)无纬单层(b)经纬交织单层复合材料力学性能的特点(1)各向异性性能(2)非均质性(3)层间强度低第8章复合材料及其成型第8章复合材料及其成型三、增强机制简介1、纤维增强(1)纤维增强机制与块状材料相比,纤维具有更高的强度和被基体保护的纤维,不易受损伤,受载时不易产生裂纹,使材料承载能力增大纤维断裂时,基体能阻止裂纹