
超宽铝复合板连续生产线及其工作方法.pdf

努力****凌芹


1/10
2/10
3/10

4/10

5/10
6/10

7/10
8/10

9/10

10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
超宽铝复合板连续生产线及其工作方法.pdf
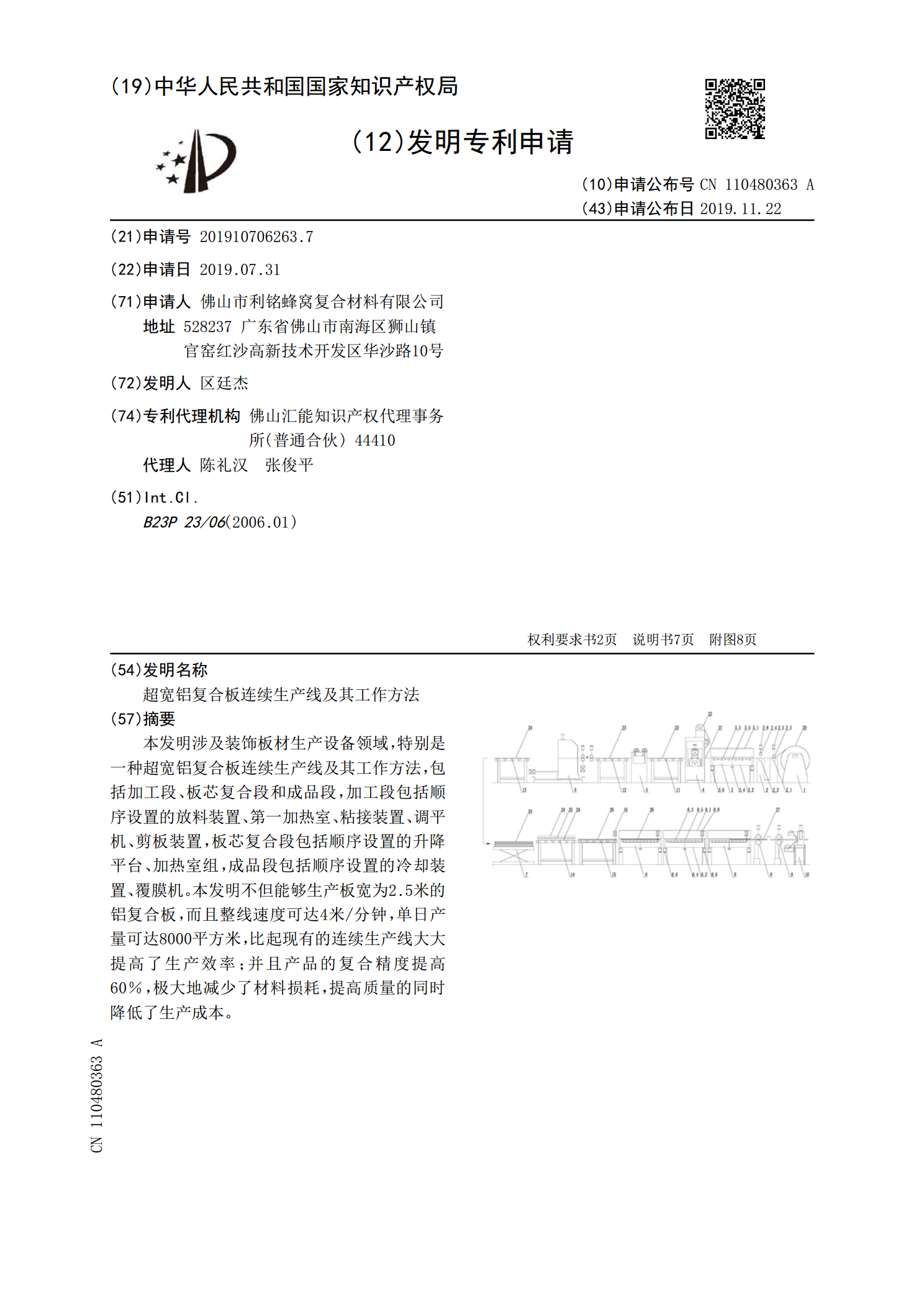
本发明涉及装饰板材生产设备领域,特别是一种超宽铝复合板连续生产线及其工作方法,包括加工段、板芯复合段和成品段,加工段包括顺序设置的放料装置、第一加热室、粘接装置、调平机、剪板装置,板芯复合段包括顺序设置的升降平台、加热室组,成品段包括顺序设置的冷却装置、覆膜机。本发明不但能够生产板宽为2.5米的铝复合板,而且整线速度可达4米/分钟,单日产量可达8000平方米,比起现有的连续生产线大大提高了生产效率;并且产品的复合精度提高60%,极大地减少了材料损耗,提高质量的同时降低了生产成本。
铝/铝复合板连续铸轧方法.pdf
本发明涉及一种铝/铝复合板连续铸轧方法,包括铝合金铸轧及温度控制,复合板加热,复合板热处理工艺步骤,其主要步骤是先选择所需要的铝合金成分,铸轧成所需要的板厚,轧制板温度为200~400℃。将设计好的要与铸轧板复合的铝合金板加热,表层加热温度控制在560~720℃,表层深度控制在板厚的10~30%;再将加热的铝合金板与铸轧板叠合,进入事先预热的二次轧辊进行复合轧制,二次轧辊预热温度为100~400℃;再将复合轧制的复合金属板送入热处理炉中进行扩散退火、出炉,然后空冷至室温。其主要优点是不需要对铝板表面进行复

一种连续式铝卷时效炉及其工作方法.pdf
本发明涉及一种连续式铝卷时效炉及其工作方法,包括一端具有入口、另一端具有出口的退火炉,退火炉内部设置有加热装置;还包括用以输送放置铝卷材的放置架的输送装置,所述输送装置穿过退火炉,退火炉的入口和出口分别设置有炉门。本发明连续式铝卷时效炉一个炉门进,一个炉门出,操作简单,使用方便,工作效率高,而且铝卷材交替换的时间较短,可以减少炉门打开时退火炉内的热量流失,节约能耗。
一种铝蜂窝复合板连续自动生产线和连续生产工艺.pdf
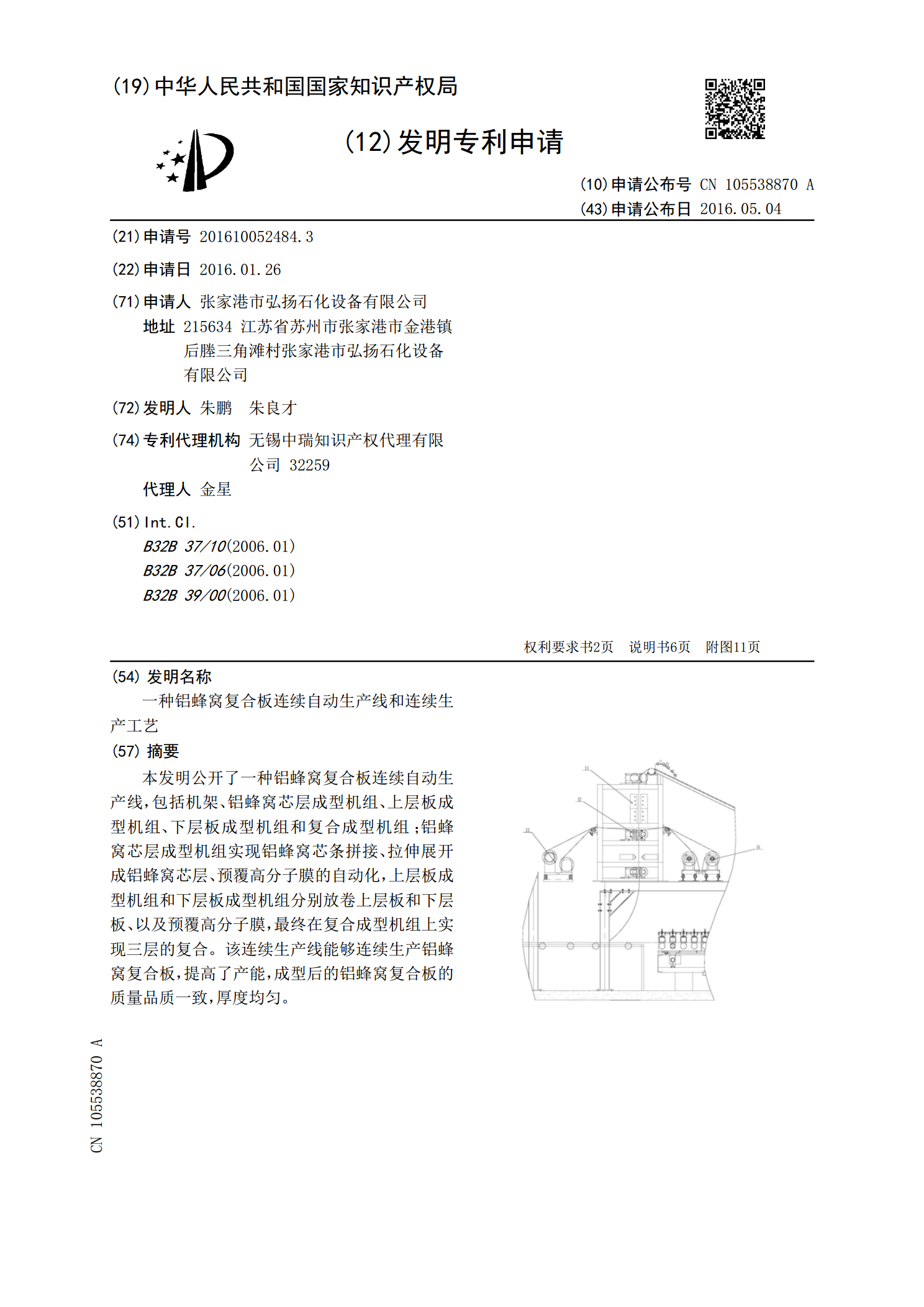
本发明公开了一种铝蜂窝复合板连续自动生产线,包括机架、铝蜂窝芯层成型机组、上层板成型机组、下层板成型机组和复合成型机组;铝蜂窝芯层成型机组实现铝蜂窝芯条拼接、拉伸展开成铝蜂窝芯层、预覆高分子膜的自动化,上层板成型机组和下层板成型机组分别放卷上层板和下层板、以及预覆高分子膜,最终在复合成型机组上实现三层的复合。该连续生产线能够连续生产铝蜂窝复合板,提高了产能,成型后的铝蜂窝复合板的质量品质一致,厚度均匀。

一种用于铝基板的连续切割装置及其工作方法.pdf
本发明公开了一种用于铝基板的连续切割装置,主要包括底座、支撑架、切割机、切割轴、红外感应器、切割轴连接部、切割刀和切割垫。支撑架设在底座上,且位于底座顶部的一端。切割机设在支撑架的顶部。切割轴设在切割机上,且位于远离支撑架的一端。切割轴的底部设有切割轴连接部。切割刀通过切割轴连接部与切割轴连接,切割刀与切割连接部卡接。红外感应部设在切割机上,且位于靠近切割轴的一端。切割垫设在底座上,且位于底座靠近支撑架的一端。切割垫上靠近切割刀的一端设有切割凹槽。在进行切割时铝基板时,只需要将铝基板放置在切割垫上,调整好