
铝/铝复合板连续铸轧方法.pdf

An****70


1/5

2/5
3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
铝/铝复合板连续铸轧方法.pdf
本发明涉及一种铝/铝复合板连续铸轧方法,包括铝合金铸轧及温度控制,复合板加热,复合板热处理工艺步骤,其主要步骤是先选择所需要的铝合金成分,铸轧成所需要的板厚,轧制板温度为200~400℃。将设计好的要与铸轧板复合的铝合金板加热,表层加热温度控制在560~720℃,表层深度控制在板厚的10~30%;再将加热的铝合金板与铸轧板叠合,进入事先预热的二次轧辊进行复合轧制,二次轧辊预热温度为100~400℃;再将复合轧制的复合金属板送入热处理炉中进行扩散退火、出炉,然后空冷至室温。其主要优点是不需要对铝板表面进行复
一种大厚比铝-镁-铝复合板的铸轧成形装置及方法.pdf
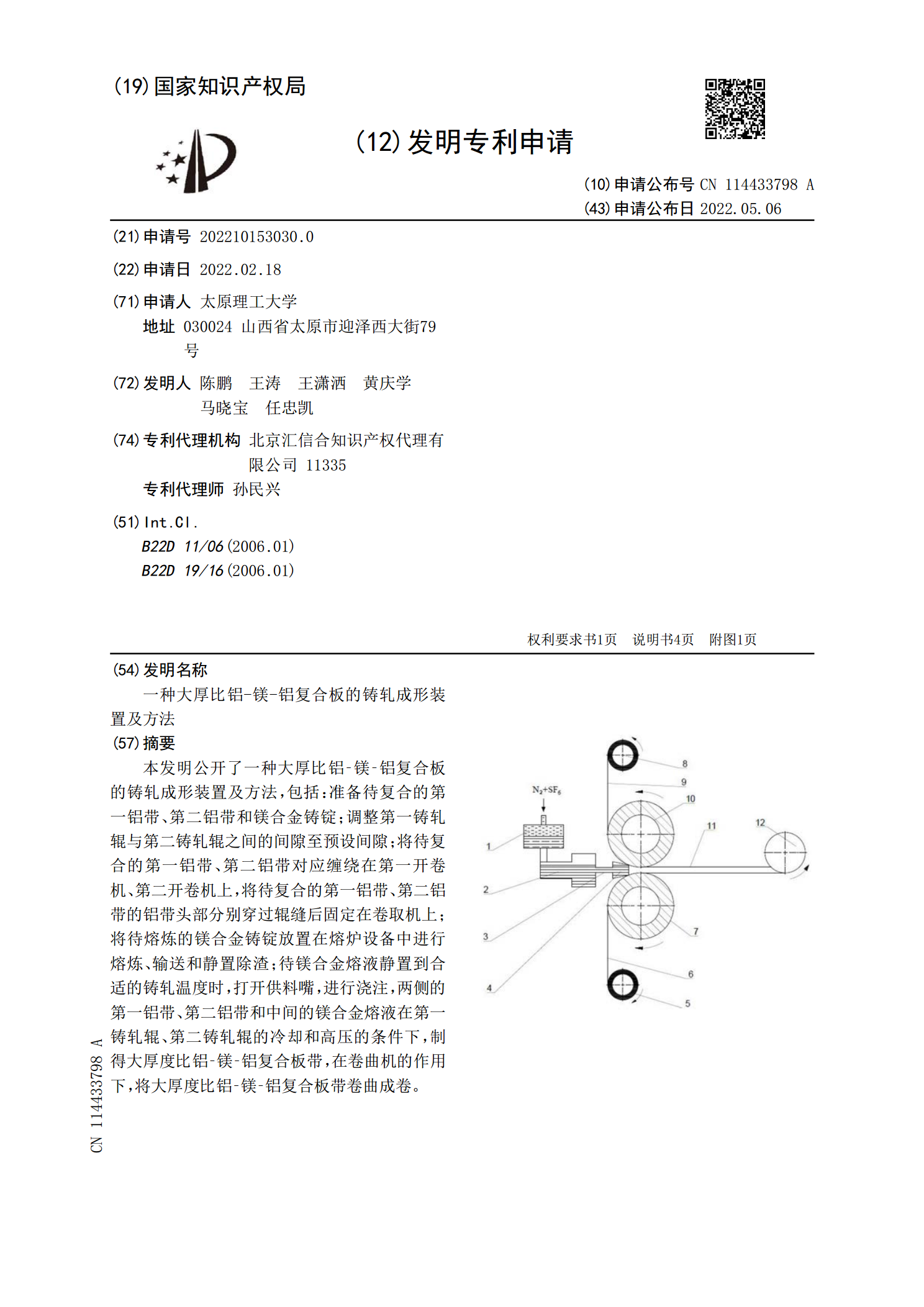
本发明公开了一种大厚比铝‑镁‑铝复合板的铸轧成形装置及方法,包括:准备待复合的第一铝带、第二铝带和镁合金铸锭;调整第一铸轧辊与第二铸轧辊之间的间隙至预设间隙;将待复合的第一铝带、第二铝带对应缠绕在第一开卷机、第二开卷机上,将待复合的第一铝带、第二铝带的铝带头部分别穿过辊缝后固定在卷取机上;将待熔炼的镁合金铸锭放置在熔炉设备中进行熔炼、输送和静置除渣;待镁合金熔液静置到合适的铸轧温度时,打开供料嘴,进行浇注,两侧的第一铝带、第二铝带和中间的镁合金熔液在第一铸轧辊、第二铸轧辊的冷却和高压的条件下,制得大厚度比
一种连续铸轧的铝铝冶金结合复合板带的生产工艺及设备.pdf
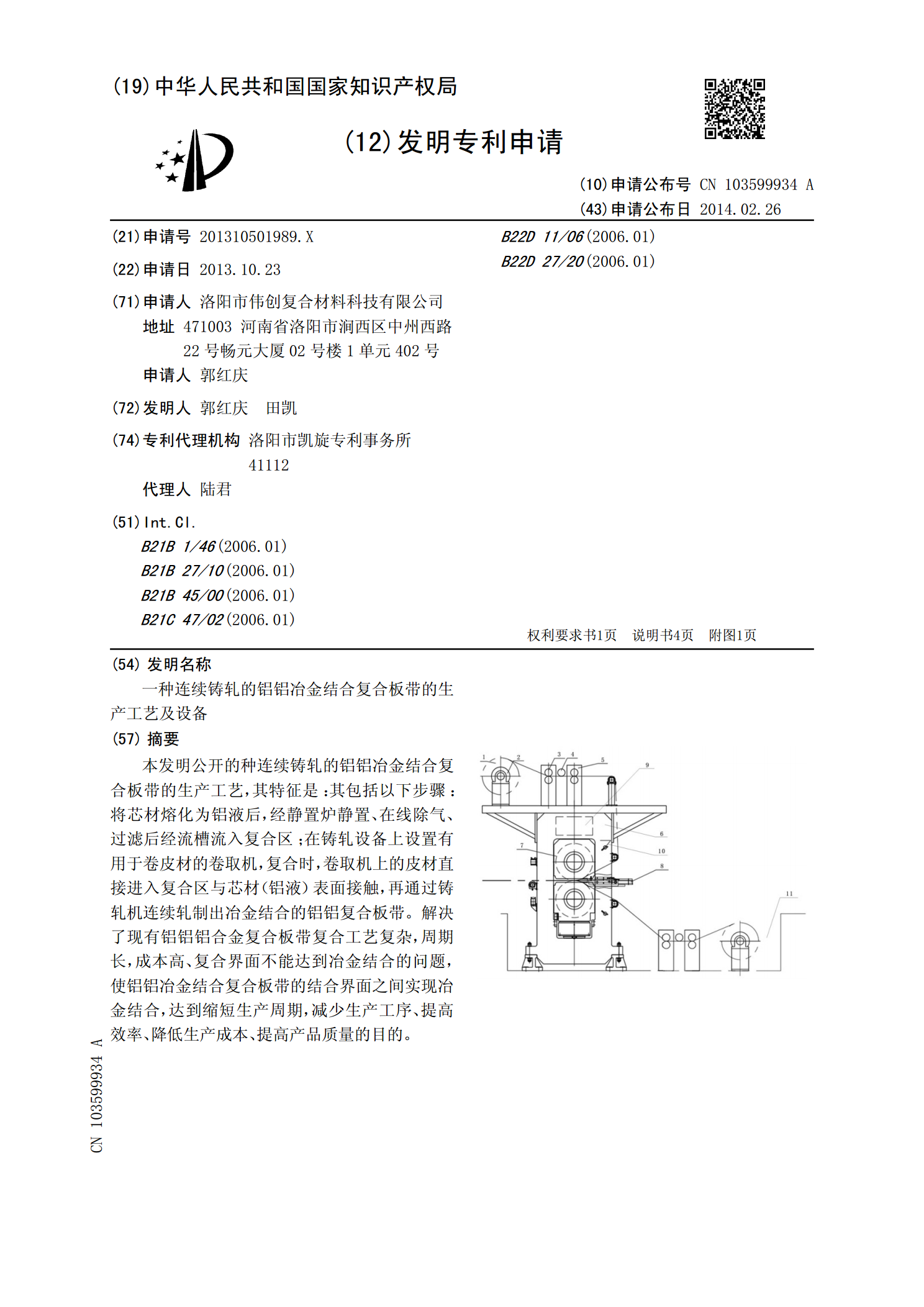
本发明公开的种连续铸轧的铝铝冶金结合复合板带的生产工艺,其特征是:其包括以下步骤:将芯材熔化为铝液后,经静置炉静置、在线除气、过滤后经流槽流入复合区;在铸轧设备上设置有用于卷皮材的卷取机,复合时,卷取机上的皮材直接进入复合区与芯材(铝液)表面接触,再通过铸轧机连续轧制出冶金结合的铝铝复合板带。解决了现有铝铝铝合金复合板带复合工艺复杂,周期长,成本高、复合界面不能达到冶金结合的问题,使铝铝冶金结合复合板带的结合界面之间实现冶金结合,达到缩短生产周期,减少生产工序、提高效率、降低生产成本、提高产品质量的目的。

铝铸轧卷在线分条轧制方法及其铝铸轧机.pdf
本发明公开了一种能够同时轧制两条以上铝铸轧卷的铝铸轧卷在线分条轧制方法及其轧机。铝液经铸嘴进入铝铸轧机轧制成形,利用设置在铸嘴与铝铸轧机的轧缝之间并位于轧缝两端之间并顺铝液流向布置的挡块对铝液顺铝液流向进行分离,分开的各部分铝液在同一铝铸轧机上同步冷却结晶、同步轧制。本发明能在同一铝铸轧机上同时轧制两条以上的铝铸轧卷,使生产效率成倍提高,大大节省了时间、人力、物力,提高了生产效益;铸嘴内设置分流块,顺铝液流向设置与分流块同轴布置的挡块,挡块头部轮廓采用流线型,挡块尾部轮廓采用尖端指向轧缝的三角形

铝连续铸轧铸嘴型腔的数值模拟及其结构优化.docx
铝连续铸轧铸嘴型腔的数值模拟及其结构优化摘要本文研究了铝连续铸轧中的铸嘴型腔,通过数值模拟的方法,分析了其流动特性以及结构优化的方案。首先,采用了ANSYSFluent软件对铝液在铸嘴型腔内的流动进行了数值模拟,探讨了不同工艺条件下铝液的流动特性与温度分布规律。然后,根据模拟结果,提出了几种结构优化方案,并进行综合评估,得出了最终的优化设计方案。实验结果表明,采用优化后的铸嘴型腔可以显著地提高铝材的质量和生产效率。关键词:铝连续铸轧、铸嘴型腔、数值模拟、结构优化、工艺条件AbstractInthisstu