
一种无胶蜂窝芯的制备方法.pdf

白凡****12

1/8
2/8
3/8
4/8

5/8
6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种无胶蜂窝芯的制备方法.pdf
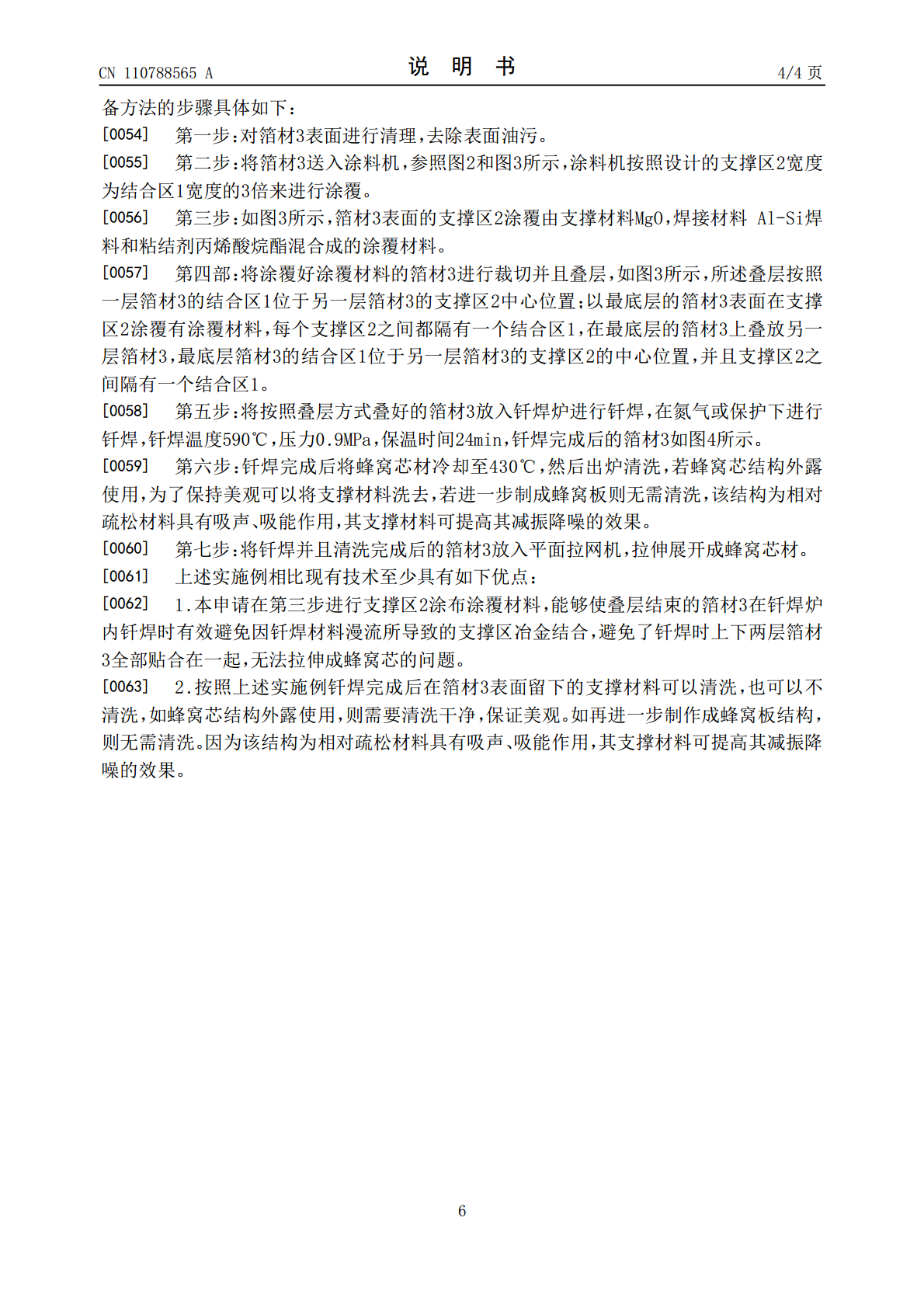
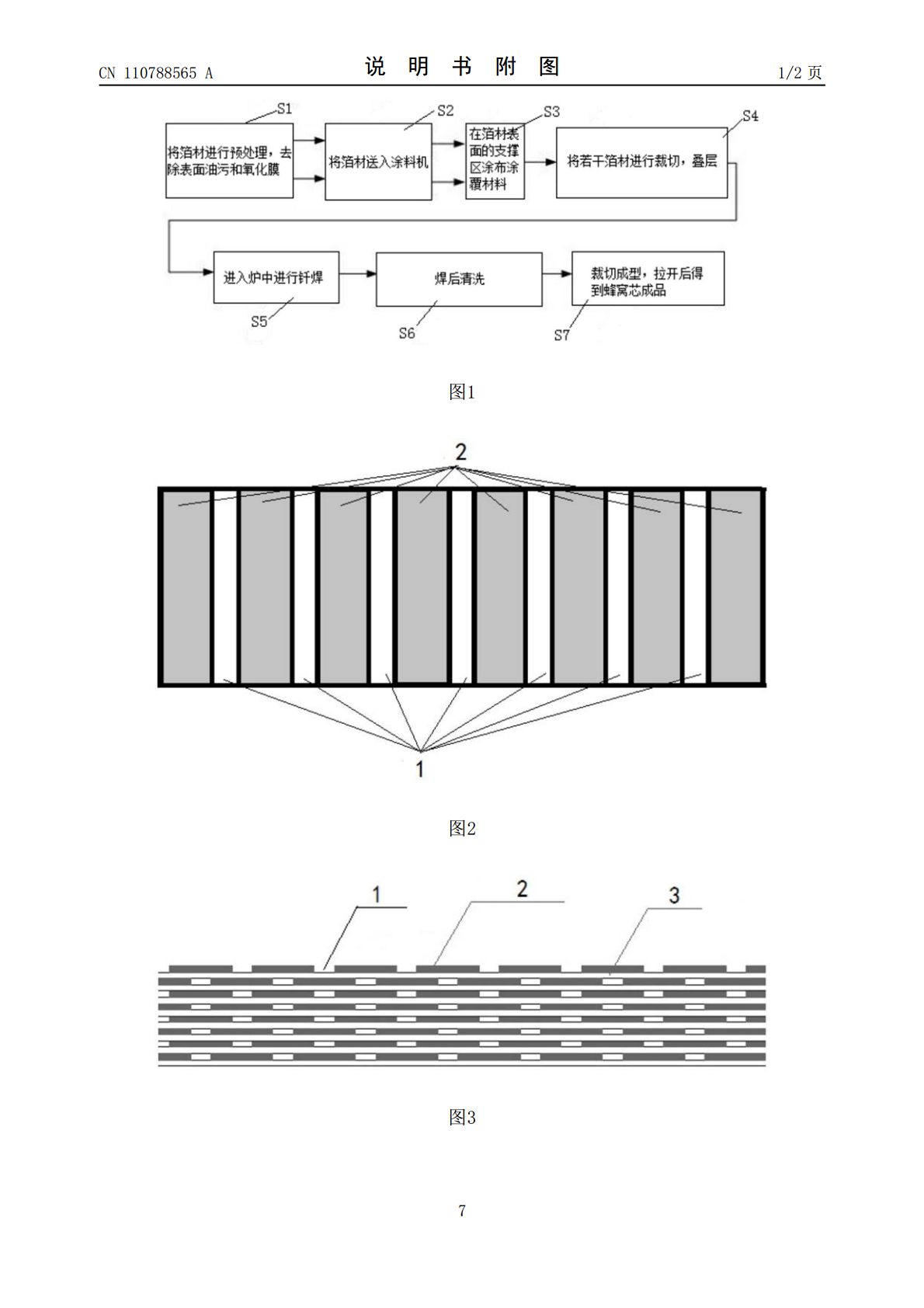
一种无胶蜂窝芯的制备方法,属于铝制蜂窝芯的加工技术领域,将箔材进行预处理,去除表面油污;将箔材送入涂料机;在箔材表面的支撑区涂布涂覆材料;将若干箔材进行裁切,叠层;进行钎焊;焊后清洗;裁切成型,拉开后得到蜂窝芯成品。所述箔材表面分为焊接区和支撑区,所述涂覆材料为支撑材料,焊接材料和粘结剂组成的涂覆材料,本申请的有益之处在于,通过本申请的制备方法生产出来的蜂窝芯避免了蜂窝芯出现虚焊的情况,保证蜂窝芯材的焊接质量。
一种无胶蜂窝芯的制备工艺.pdf
本发明公开一种无胶蜂窝芯的制备工艺,包括如下的操作步骤,步骤一,准备干净无油的铝箔、锯切,叠层放置;步骤二,对叠层放置的铝箔热压成型;步骤三,进行拉伸操作;步骤四,将热压成型后的铝箔进行钎焊处理,得到目标产物。采用钎焊成型法替代传统的热胶成型法,避免了涂抹胶水带来的环境污染和力学性能不够的缺陷;钎焊法制备的金属蜂窝板形成的结合面为冶金结合,不受环境影响,其力学性能高于同规格胶粘材料,在使用范围上不受环境和其它条件影响,能最大限度发挥蜂窝板的性能。
一种芳纶蜂窝芯条胶及其制备方法.pdf
本发明属于纸蜂窝芯材制备技术领域。涉及一种芳纶蜂窝芯条胶及其制备方法。所述芯条胶包括氰酸酯树脂、催化剂、增韧剂、填料和溶剂;其中氰酸酯树脂100质量份、增韧剂5‑40质量份、催化剂1‑5质量份、填料0.2~1质量份;剩余质量份为溶剂。具有更高的耐温等级的芯条胶,提高蜂窝芯材具有节点拉伸强度,减少蜂窝芯材芯条胶脱粘型缺陷。本发明的芳纶纸蜂窝芯条胶,可以用于高耐温要求的大尺寸夹层结构部件用蜂窝芯材的制备,满足大尺寸夹层结构部件的蜂窝使用要求,可在电子、航空、航天领域中得到广泛应用。
一种纸蜂窝芯材浸渍胶及其制备方法.pdf
本发明涉及一种浸渍胶及其制备的方法,属于纸蜂窝芯材制备技术领域。所述浸渍胶包括氰酸酯树脂、催化剂、增韧剂、溶剂;所述增韧剂与氰酸酯树脂质量比为(5‑40):100,所述催化剂的质量为增韧剂与氰酸酯树脂质量总和的1%‑6%。本发明采用氰酸酯树脂作为纸蜂窝浸渍胶主体树脂,在催化剂作用下,可在相对较低温度下固化,形成三嗪环的树脂结构,该结构具有低介电常数、低介电损耗特性,同时具有低的吸湿率、高强度等特性,可以提高蜂窝的整体性能,尤其是透波特性。

一种耐高温蜂窝芯条胶、制备方法及其应用.pdf
本发明提供了一种耐高温蜂窝芯条胶、制备方法及其应用,属于蜂窝芯材制备技术领域。该芯条胶由包括如下质量配比的组分制备得到:聚酰亚胺树脂100份;活性改性剂5~60份;热塑性树脂10~35份;无机纳米粒子1~15份;溶剂150‑350份。制备方法为:将1/4~1/3的热塑性树脂加入到活性改性剂中,在100~150℃范围内溶解,然后降温至80℃以下,将剩余的热塑性树脂和无机纳米粒子加入到活性改性剂中,搅拌分散获得组分A;在室温搅拌条件下,将聚酰亚胺树脂、组分A加入到溶剂中进行溶解和分散,得到均匀稳定的蜂窝芯条胶