
一种蜂窝夹芯结构复合材料表面共固化成型工艺方法.pdf

是雁****找我

1/6

2/6
3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种蜂窝夹芯结构复合材料表面共固化成型工艺方法.pdf
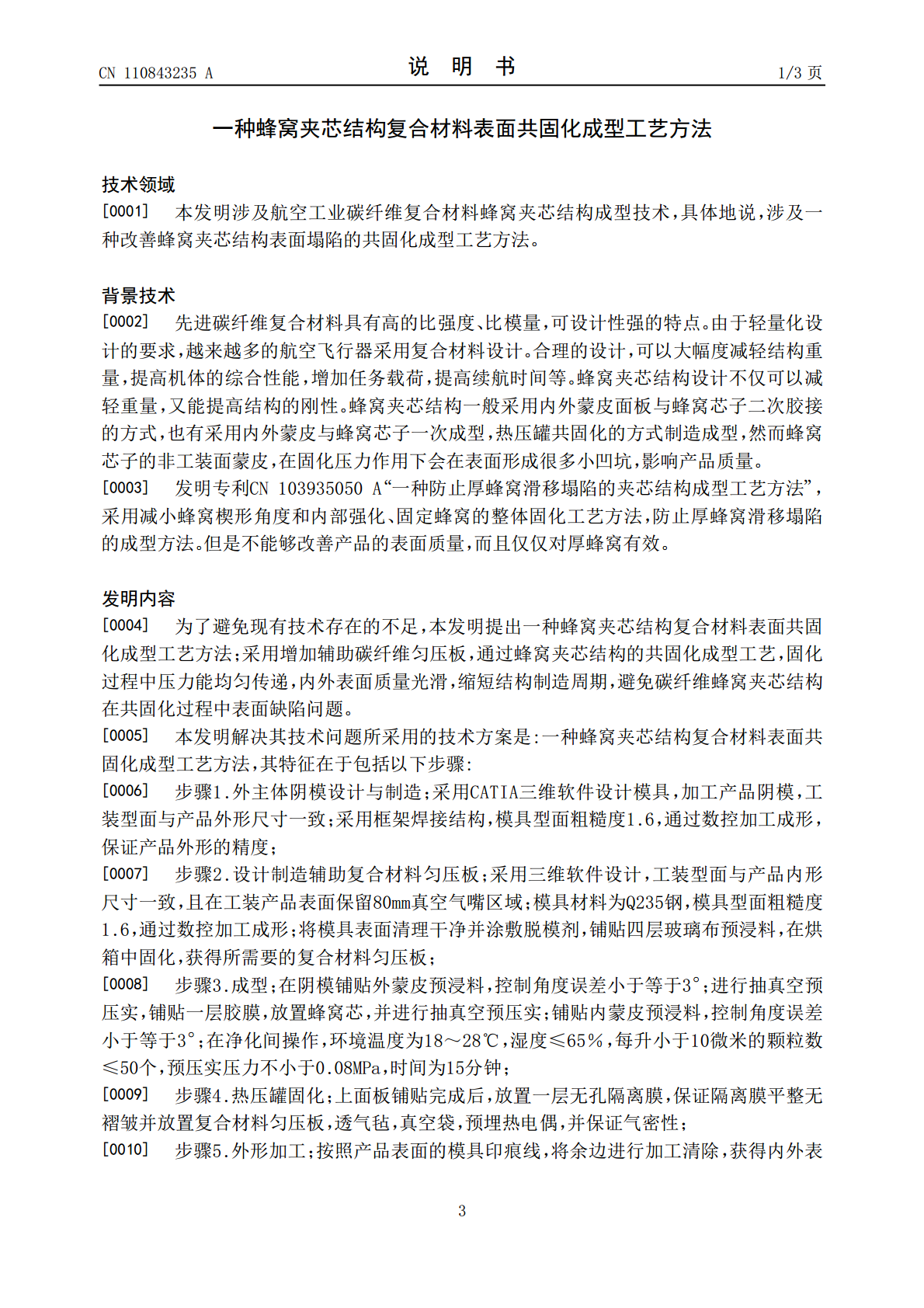
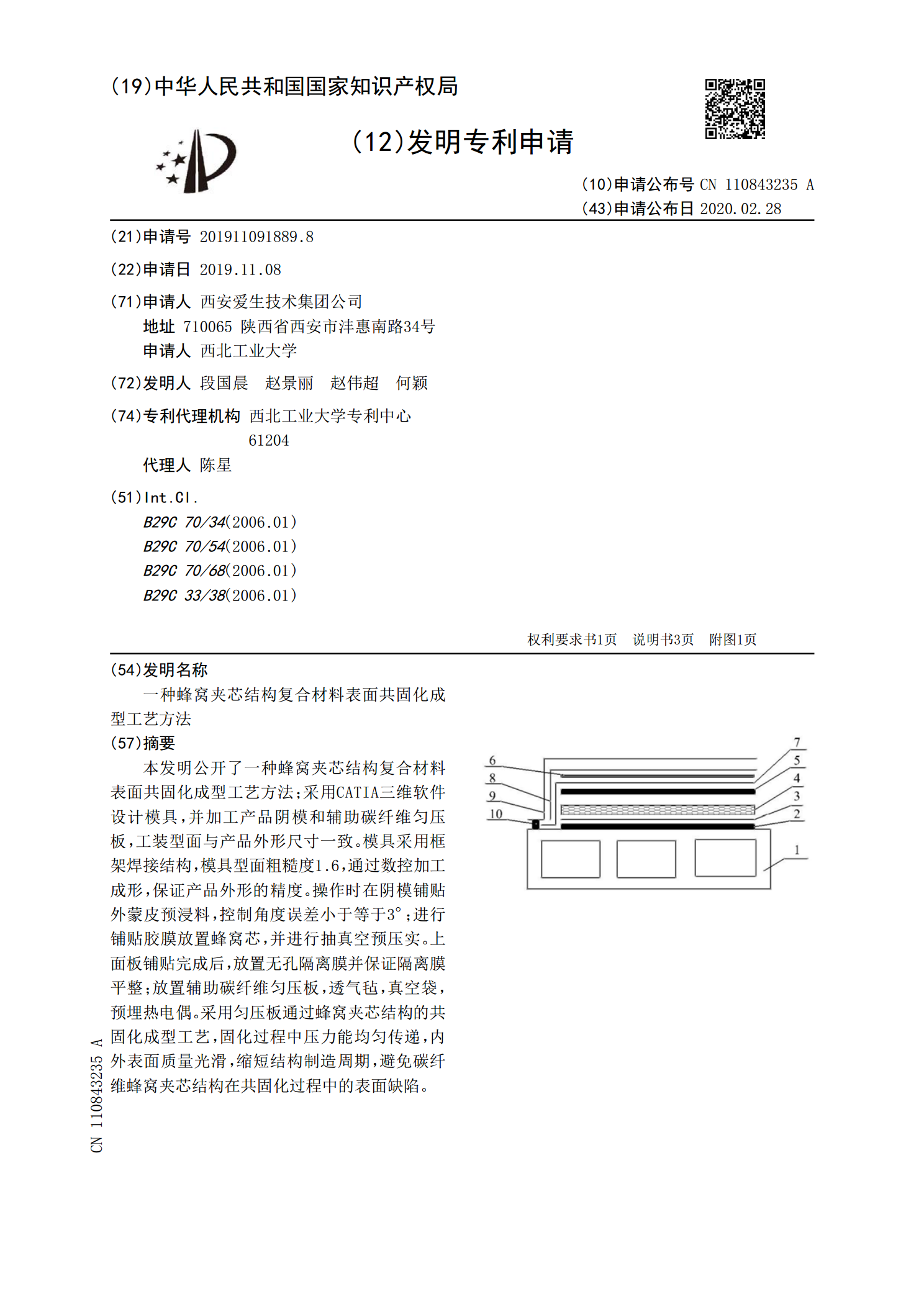
本发明公开了一种蜂窝夹芯结构复合材料表面共固化成型工艺方法;采用CATIA三维软件设计模具,并加工产品阴模和辅助碳纤维匀压板,工装型面与产品外形尺寸一致。模具采用框架焊接结构,模具型面粗糙度1.6,通过数控加工成形,保证产品外形的精度。操作时在阴模铺贴外蒙皮预浸料,控制角度误差小于等于3°;进行铺贴胶膜放置蜂窝芯,并进行抽真空预压实。上面板铺贴完成后,放置无孔隔离膜并保证隔离膜平整;放置辅助碳纤维匀压板,透气毡,真空袋,预埋热电偶。采用匀压板通过蜂窝夹芯结构的共固化成型工艺,固化过程中压力能均匀传递,内外

复合材料纸蜂窝夹芯结构整体共固化成型工艺方法.pdf
本发明涉及一种复合材料纸蜂窝夹芯结构整体共固化成型工艺方法,包括以下步骤:1、蜂窝夹芯结构件的铺叠:2、在蜂窝夹芯结构件上铺放一层无孔隔离膜;3、将长方形玻璃织物若干个备用;4、将玻璃纤维织物浸在该胶液中,制成辅助工装预浸料;5、在楔形角保护位置放置,沿四边呈矩形铺设3~5层辅助工装预浸料;6、在辅助工装预浸料的上层依次放置一层有孔隔离膜和辅助透气材料;7、将上述结构的工装整体进行封装后室温固化;8、再次封装放入热压罐中进行固化。该方法不仅加工步骤简洁,而且可以大大缩短蜂窝夹芯结构件的制作周期,降低制造成

一种蜂窝夹芯树脂基复合材料的成型方法.pdf
本发明公开一种蜂窝夹芯树脂基复合材料的成型方法,该成型方法对蜂窝芯四周的蜂窝格进行挤压以使蜂窝芯周边区域密度加大,提高该区域蜂窝法线方向和与法线垂直的方向的压缩强度,可制得外观和强度都更优的产品;此外,在铺贴外蒙皮预浸料之前,先铺贴一层预制好的外蒙皮,预制好的蒙皮虽然很薄,但相对软性的预浸料有较好的刚性,能承受真空压力和热压罐一般的压力,保证在固化过程中,非模具面蒙皮不会凹陷于蜂窝格内,使产品有一个较平整的表面,不需要大量的后处理工作。

复合材料泡沫夹芯结构VARI成型工艺研究.docx
复合材料泡沫夹芯结构VARI成型工艺研究引言:复合材料泡沫夹芯结构是一种轻质、高强度、高刚度的结构,广泛应用于汽车、飞机、船舶、建筑及体育器材等领域。其独特的性能使其在空气动力学、防弹及能源吸收等方面得到了广泛应用。本文主要介绍VARI成型工艺在复合材料泡沫夹芯结构中的应用,包括工艺流程、工艺参数以及优点与缺点等。一、VARI成型工艺概述VARI(VacuumAssistedResinInfusion)成型工艺是使用真空将树脂注入加筋的纤维增强材料(FRP)过程。在该过程中,树脂被注入到预制材料中,以产生
低温成型复合材料夹芯结构天线背板中铝蜂窝封边方法.pdf
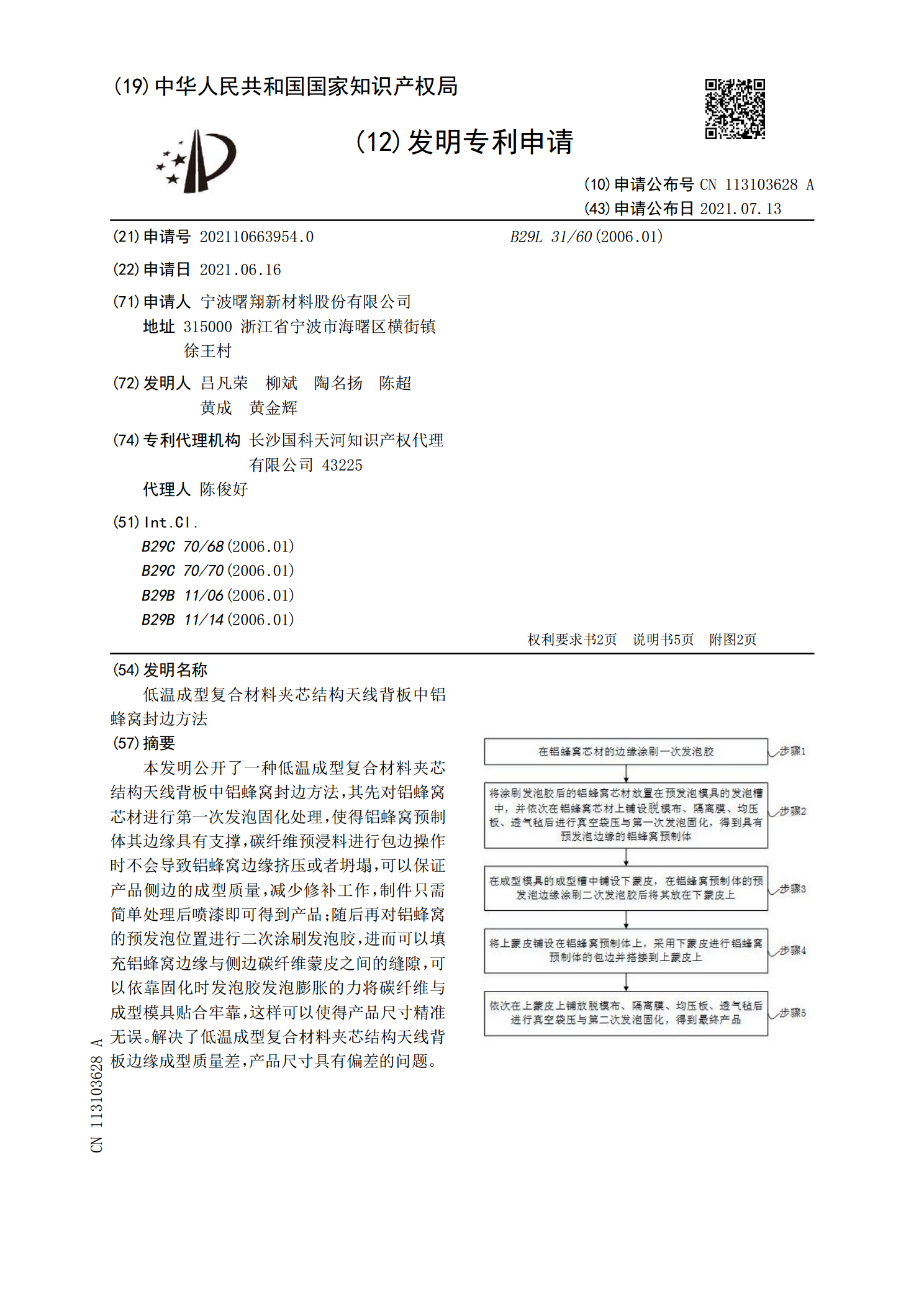
本发明公开了一种低温成型复合材料夹芯结构天线背板中铝蜂窝封边方法,其先对铝蜂窝芯材进行第一次发泡固化处理,使得铝蜂窝预制体其边缘具有支撑,碳纤维预浸料进行包边操作时不会导致铝蜂窝边缘挤压或者坍塌,可以保证产品侧边的成型质量,减少修补工作,制件只需简单处理后喷漆即可得到产品;随后再对铝蜂窝的预发泡位置进行二次涂刷发泡胶,进而可以填充铝蜂窝边缘与侧边碳纤维蒙皮之间的缝隙,可以依靠固化时发泡胶发泡膨胀的力将碳纤维与成型模具贴合牢靠,这样可以使得产品尺寸精准无误。解决了低温成型复合材料夹芯结构天线背板边缘成型质量