
一种内嵌PU泡沫蜂窝纸芯聚氨酯喷涂玻纤增强复合材料.pdf

是你****盟主


1/7
2/7
3/7

4/7
5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种内嵌PU泡沫蜂窝纸芯聚氨酯喷涂玻纤增强复合材料.pdf
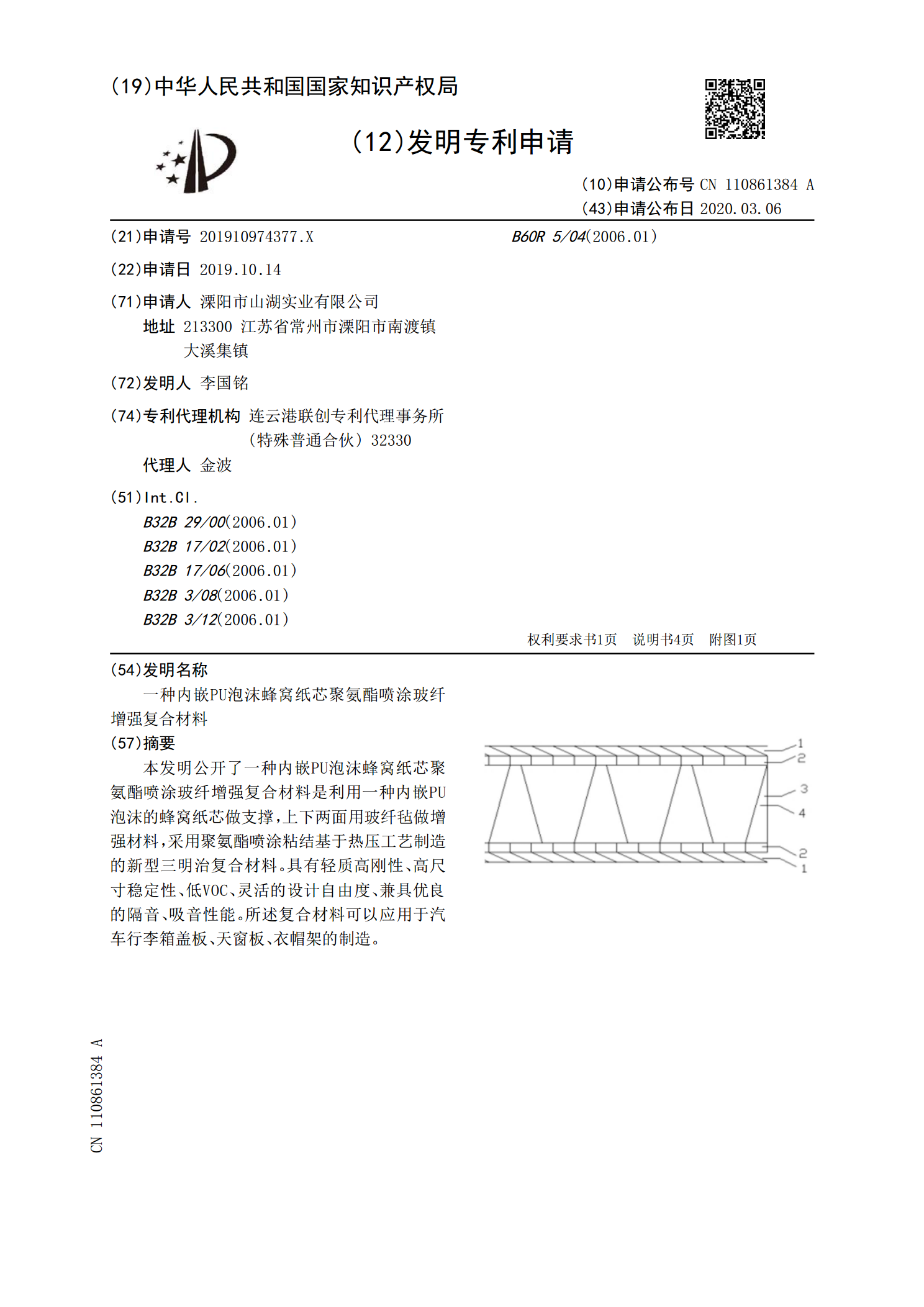
本发明公开了一种内嵌PU泡沫蜂窝纸芯聚氨酯喷涂玻纤增强复合材料是利用一种内嵌PU泡沫的蜂窝纸芯做支撑,上下两面用玻纤毡做增强材料,采用聚氨酯喷涂粘结基于热压工艺制造的新型三明治复合材料。具有轻质高刚性、高尺寸稳定性、低VOC、灵活的设计自由度、兼具优良的隔音、吸音性能。所述复合材料可以应用于汽车行李箱盖板、天窗板、衣帽架的制造。
玻纤增强聚氨酯/纸蜂窝夹芯复合车用卧铺板及制备工艺.pdf
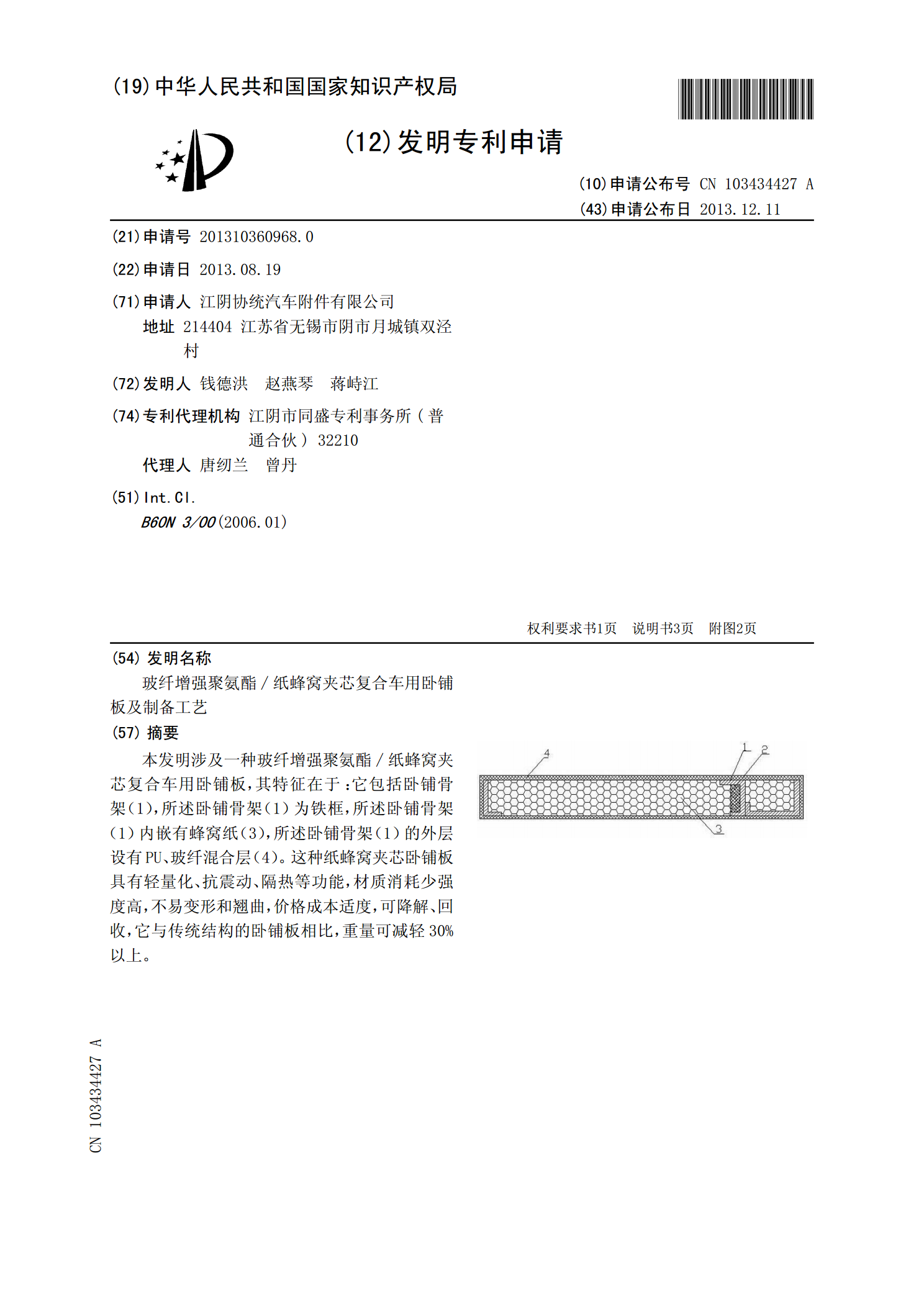
本发明涉及一种玻纤增强聚氨酯/纸蜂窝夹芯复合车用卧铺板,其特征在于:它包括卧铺骨架(1),所述卧铺骨架(1)为铁框,所述卧铺骨架(1)内嵌有蜂窝纸(3),所述卧铺骨架(1)的外层设有PU、玻纤混合层(4)。这种纸蜂窝夹芯卧铺板具有轻量化、抗震动、隔热等功能,材质消耗少强度高,不易变形和翘曲,价格成本适度,可降解、回收,它与传统结构的卧铺板相比,重量可减轻30%以上。

国内连续玻纤增强PU复合材料的研究现状.docx
国内连续玻纤增强PU复合材料的研究现状国内连续玻纤增强PU复合材料的研究现状摘要:连续玻纤增强聚氨酯(PU)复合材料以其优异的力学性能和耐久性在许多领域得到了广泛应用。本文旨在综述国内在连续玻纤增强PU复合材料研究方面的现状。首先介绍了PU复合材料的制备方法,并着重介绍了国内在材料制备和改性方面的研究进展。随后,对连续玻纤增强PU复合材料的力学性能、热性能、阻燃性能和耐久性等进行了详细的综述。最后,对目前存在的问题和研究方向提出了展望。关键词:连续玻纤增强聚氨酯,复合材料,研究现状引言:连续玻纤增强聚氨酯

以玻纤增强蜂窝纸芯为基材的汽车后搁板的生产方法.pdf
本发明涉及一种以玻纤增强蜂窝纸芯为基材的汽车后搁板的生产方法,特征是,包括以下工艺步骤:(1)将玻璃纤维毡平铺在蜂窝纸芯的上下两面作为基材;(2)在玻璃纤维毡与蜂窝纸芯接触的面上均匀的喷涂聚氨酯胶;(3)在经步骤(2)处理后的基材料送入模具在成型机上进行压制成型,得到半成品;(4)将步骤(3)压制成型得到的半成品放在冷却治具上在常温下冷却定型;(5)在步骤(4)冷却定型后得到的半成品的一面上喷涂热熔胶,喷胶后贴合无纺布面料;(6)在步骤(5)得到的半成品上安装卡子、垫棉、儿童座椅饰盖后,检验后装箱,即得到

玻纤RIM-PU增强复合材料的研制及性能研究.docx
玻纤RIM-PU增强复合材料的研制及性能研究玻纤RIM-PU增强复合材料的研制及性能研究摘要:玻纤增强反应注塑成型聚氨酯(RIM-PU)复合材料是一种具有优异性能的工程材料,在汽车、航空、船舶等领域有着广泛的应用。本文基于已有的研究成果,通过实验方法研究了玻纤RIM-PU增强复合材料的制备工艺和性能。结果表明,适当的玻纤增强可以显著提高复合材料的力学性能,同时优化的制备工艺能够提高材料的表面质量和力学性能。关键词:玻纤RIM-PU、增强复合材料、制备工艺、性能研究1.引言玻纤增强反应注塑成型聚氨酯(RIM