
陶瓷蜂窝结构体的加工方法及加工装置.pdf

夏萍****文章

1/8
2/8

3/8
4/8

5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
陶瓷蜂窝结构体的加工方法及加工装置.pdf
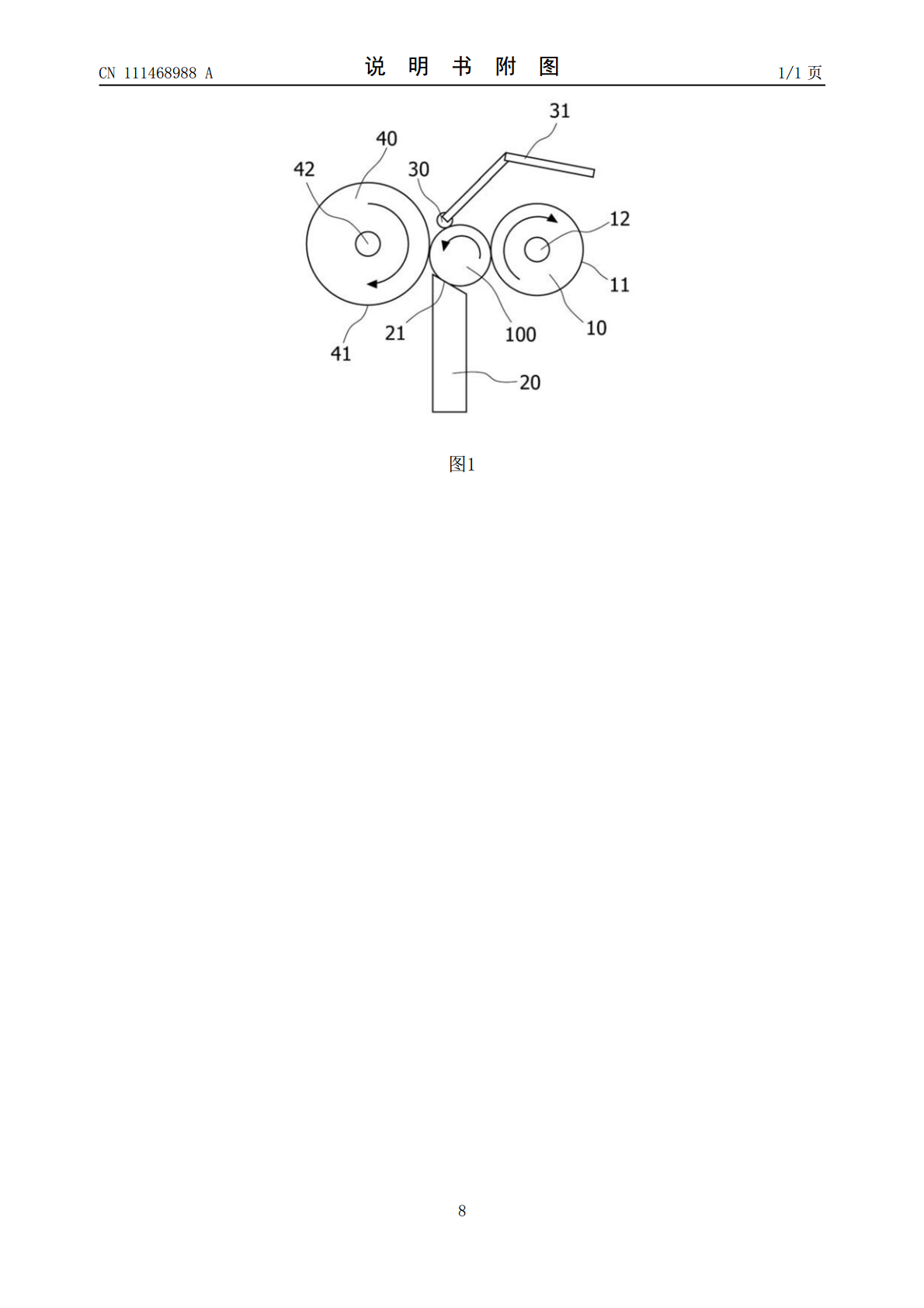
本发明提供一种能够利用横向进给方式对陶瓷蜂窝结构体进行无心磨削的陶瓷蜂窝结构体的加工方法。在该陶瓷蜂窝结构体的加工方法中,利用调节轮、托板以及压辊来对陶瓷蜂窝结构体进行旋转支撑,并使旋转驱动的砂轮与该陶瓷蜂窝结构体的外周面接触,由此,利用横向进给方式,对所述陶瓷蜂窝结构体的外周面进行无心磨削。
陶瓷蜂窝结构体的制造方法和陶瓷蜂窝结构体.pdf
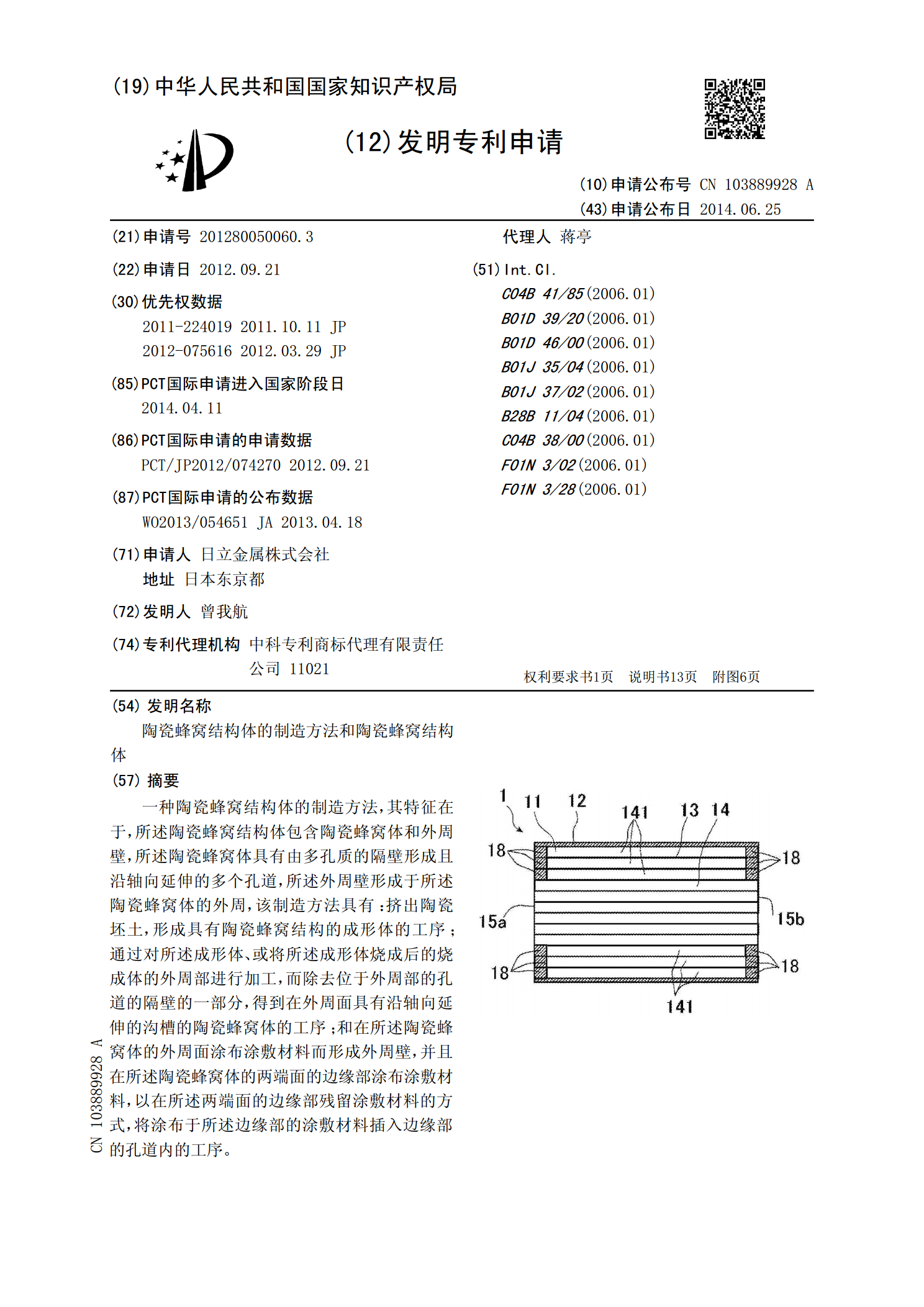
一种陶瓷蜂窝结构体的制造方法,其特征在于,所述陶瓷蜂窝结构体包含陶瓷蜂窝体和外周壁,所述陶瓷蜂窝体具有由多孔质的隔壁形成且沿轴向延伸的多个孔道,所述外周壁形成于所述陶瓷蜂窝体的外周,该制造方法具有:挤出陶瓷坯土,形成具有陶瓷蜂窝结构的成形体的工序;通过对所述成形体、或将所述成形体烧成后的烧成体的外周部进行加工,而除去位于外周部的孔道的隔壁的一部分,得到在外周面具有沿轴向延伸的沟槽的陶瓷蜂窝体的工序;和在所述陶瓷蜂窝体的外周面涂布涂敷材料而形成外周壁,并且在所述陶瓷蜂窝体的两端面的边缘部涂布涂敷材料,以在所
陶瓷蜂窝结构体的制造方法和陶瓷蜂窝结构体.pdf
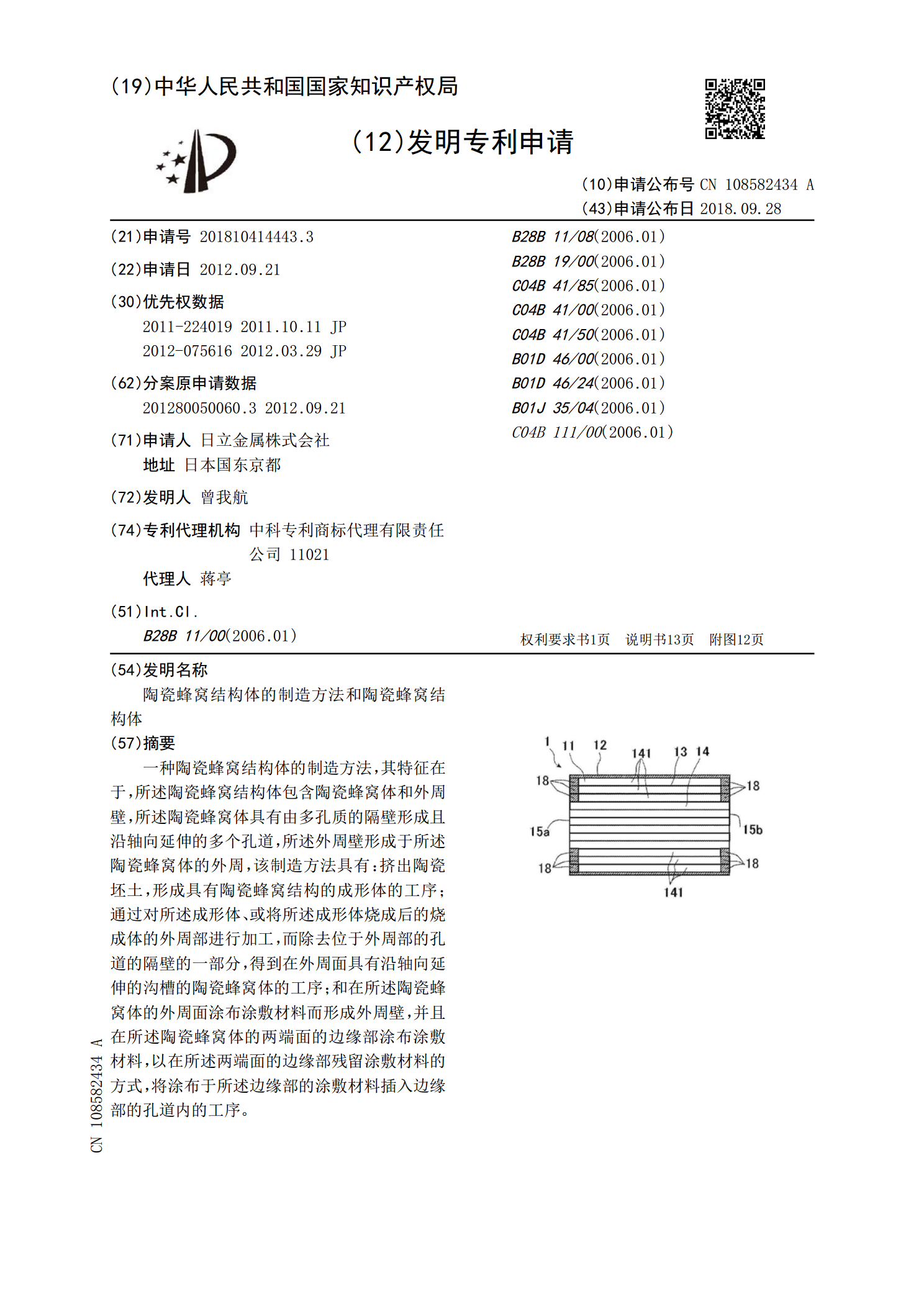
一种陶瓷蜂窝结构体的制造方法,其特征在于,所述陶瓷蜂窝结构体包含陶瓷蜂窝体和外周壁,所述陶瓷蜂窝体具有由多孔质的隔壁形成且沿轴向延伸的多个孔道,所述外周壁形成于所述陶瓷蜂窝体的外周,该制造方法具有:挤出陶瓷坯土,形成具有陶瓷蜂窝结构的成形体的工序;通过对所述成形体、或将所述成形体烧成后的烧成体的外周部进行加工,而除去位于外周部的孔道的隔壁的一部分,得到在外周面具有沿轴向延伸的沟槽的陶瓷蜂窝体的工序;和在所述陶瓷蜂窝体的外周面涂布涂敷材料而形成外周壁,并且在所述陶瓷蜂窝体的两端面的边缘部涂布涂敷材料,以在所
陶瓷蜂窝结构体的制造方法和陶瓷蜂窝结构体.pdf
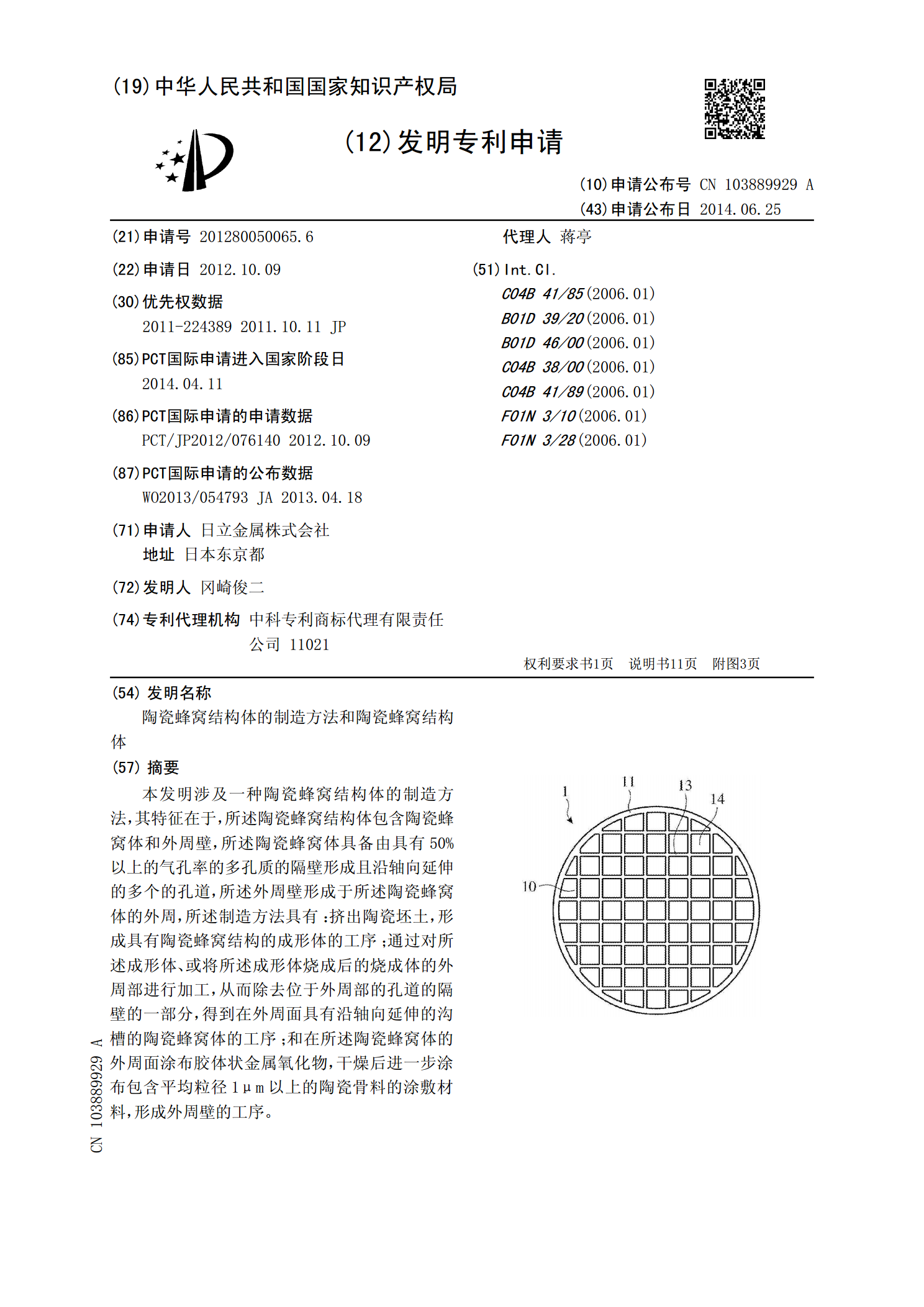
本发明涉及一种陶瓷蜂窝结构体的制造方法,其特征在于,所述陶瓷蜂窝结构体包含陶瓷蜂窝体和外周壁,所述陶瓷蜂窝体具备由具有50%以上的气孔率的多孔质的隔壁形成且沿轴向延伸的多个的孔道,所述外周壁形成于所述陶瓷蜂窝体的外周,所述制造方法具有:挤出陶瓷坯土,形成具有陶瓷蜂窝结构的成形体的工序;通过对所述成形体、或将所述成形体烧成后的烧成体的外周部进行加工,从而除去位于外周部的孔道的隔壁的一部分,得到在外周面具有沿轴向延伸的沟槽的陶瓷蜂窝体的工序;和在所述陶瓷蜂窝体的外周面涂布胶体状金属氧化物,干燥后进一步涂布包含
陶瓷蜂窝结构体的制造方法.pdf
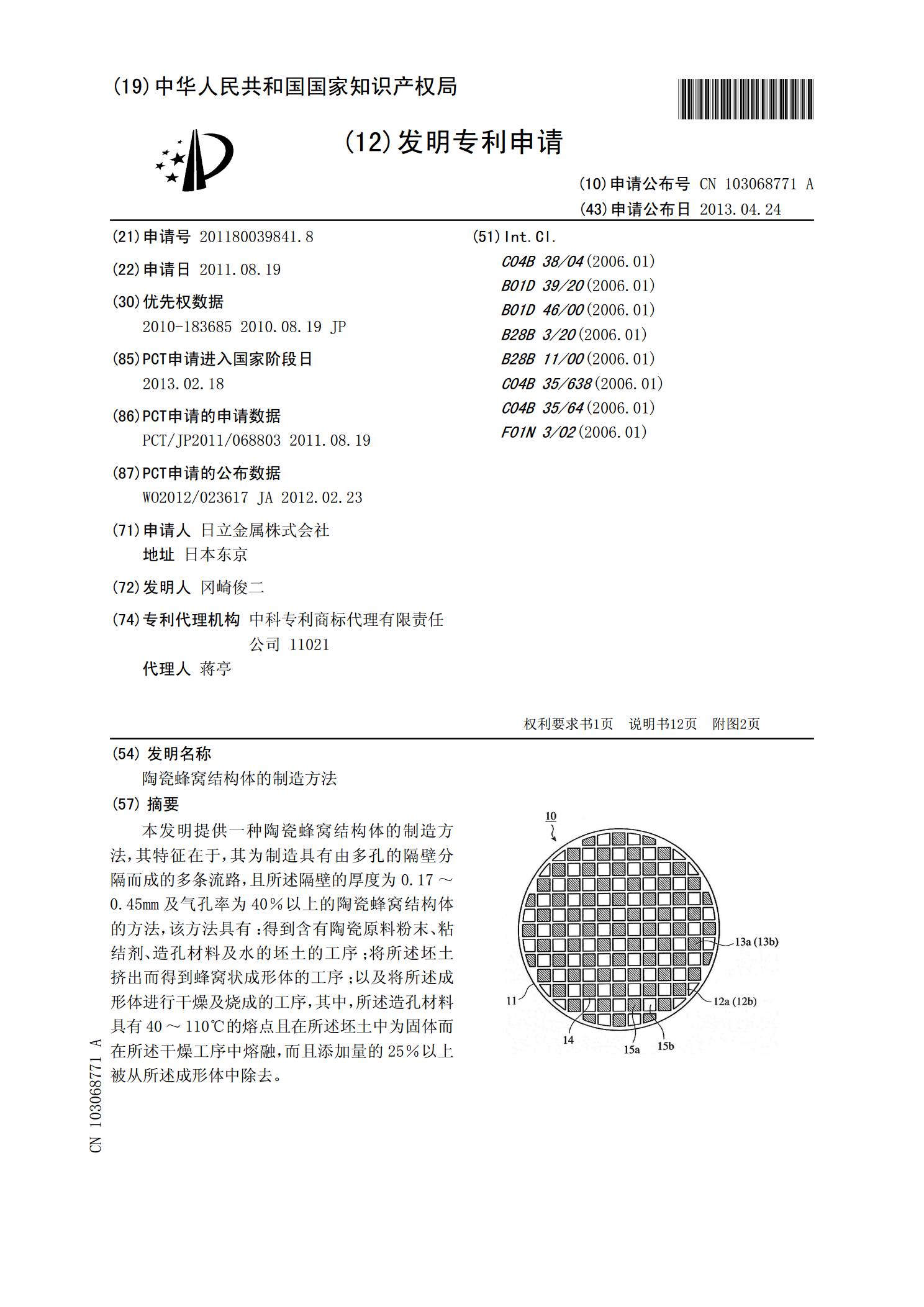
本发明提供一种陶瓷蜂窝结构体的制造方法,其特征在于,其为制造具有由多孔的隔壁分隔而成的多条流路,且所述隔壁的厚度为0.17~0.45mm及气孔率为40%以上的陶瓷蜂窝结构体的方法,该方法具有:得到含有陶瓷原料粉末、粘结剂、造孔材料及水的坯土的工序;将所述坯土挤出而得到蜂窝状成形体的工序;以及将所述成形体进行干燥及烧成的工序,其中,所述造孔材料具有40~110℃的熔点且在所述坯土中为固体而在所述干燥工序中熔融,而且添加量的25%以上被从所述成形体中除去。