
一种铝蜂窝复合材料板成型及切割加工方法.pdf

贤惠****66


1/7
2/7
3/7

4/7
5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铝蜂窝复合材料板成型及切割加工方法.pdf
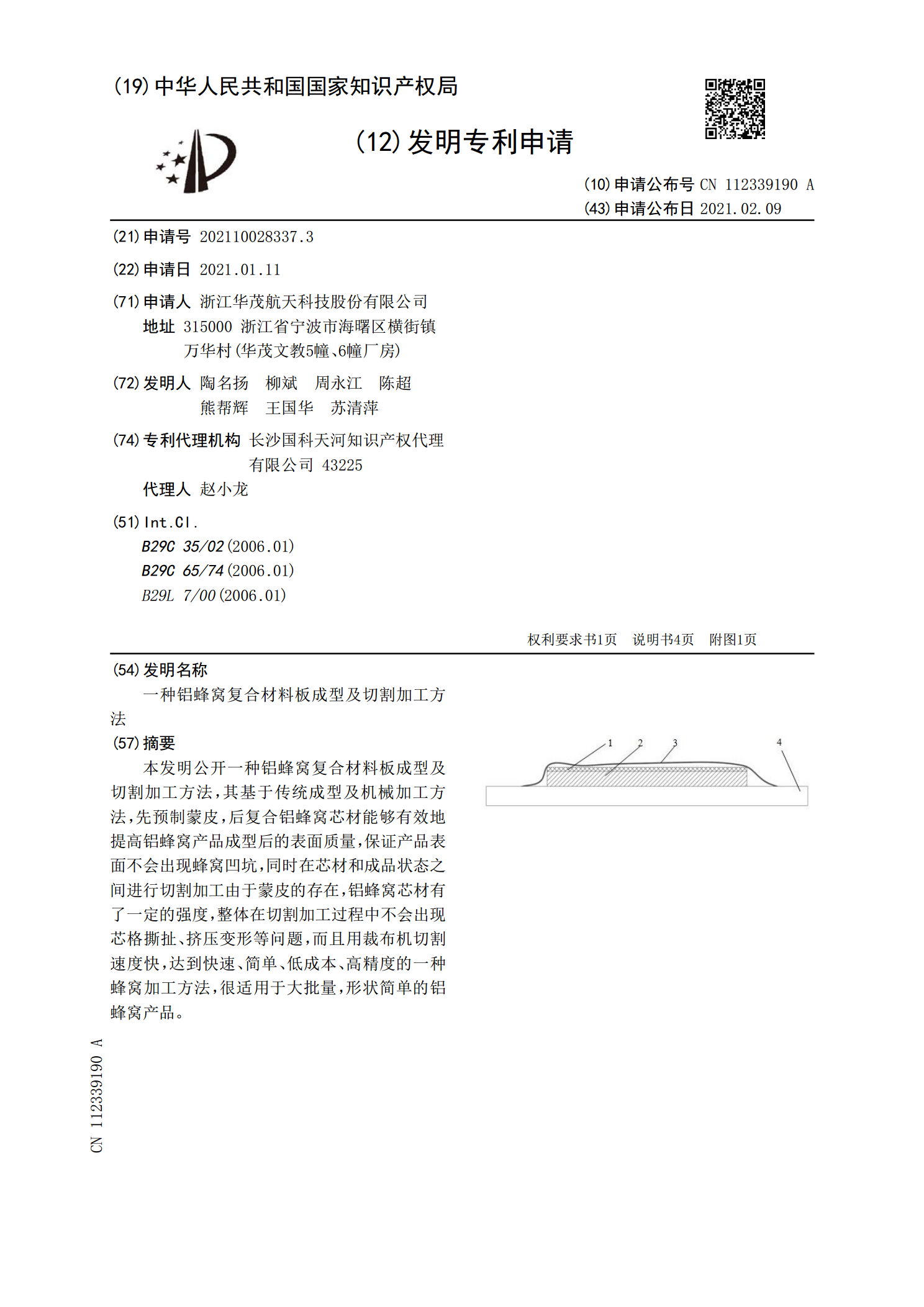
本发明公开一种铝蜂窝复合材料板成型及切割加工方法,其基于传统成型及机械加工方法,先预制蒙皮,后复合铝蜂窝芯材能够有效地提高铝蜂窝产品成型后的表面质量,保证产品表面不会出现蜂窝凹坑,同时在芯材和成品状态之间进行切割加工由于蒙皮的存在,铝蜂窝芯材有了一定的强度,整体在切割加工过程中不会出现芯格撕扯、挤压变形等问题,而且用裁布机切割速度快,达到快速、简单、低成本、高精度的一种蜂窝加工方法,很适用于大批量,形状简单的铝蜂窝产品。
一种铝蜂窝芯及铝蜂窝板的制备方法.pdf
本发明提供了一种铝蜂窝芯及铝蜂窝板的制备方法,通过制备铝蜂窝芯的过程中,开设通孔以及通槽,从而在蜂窝芯与铝板焊接时,能够充分排出蜂窝芯内的残留空气,避免在高温焊接的过程中蜂窝芯的铝箔被氧化,同时进一步的在铝箔粘合的不同区域涂覆第一粘合剂和第二粘合剂,第一粘合剂涂布在粘合区域边缘,具有良好的连接强度和耐久性,第二粘合剂涂布在粘合区域的中间大部分区域,第二粘结剂具有良好的界面属性,能够在具有油或水的界面提供良好的粘结力并且具有快速固化的效果,两者共同使用提高了蜂窝芯加工的质量以及蜂窝芯的粘合强度。
一种铝基复合蜂窝扣板及其加工方法.pdf
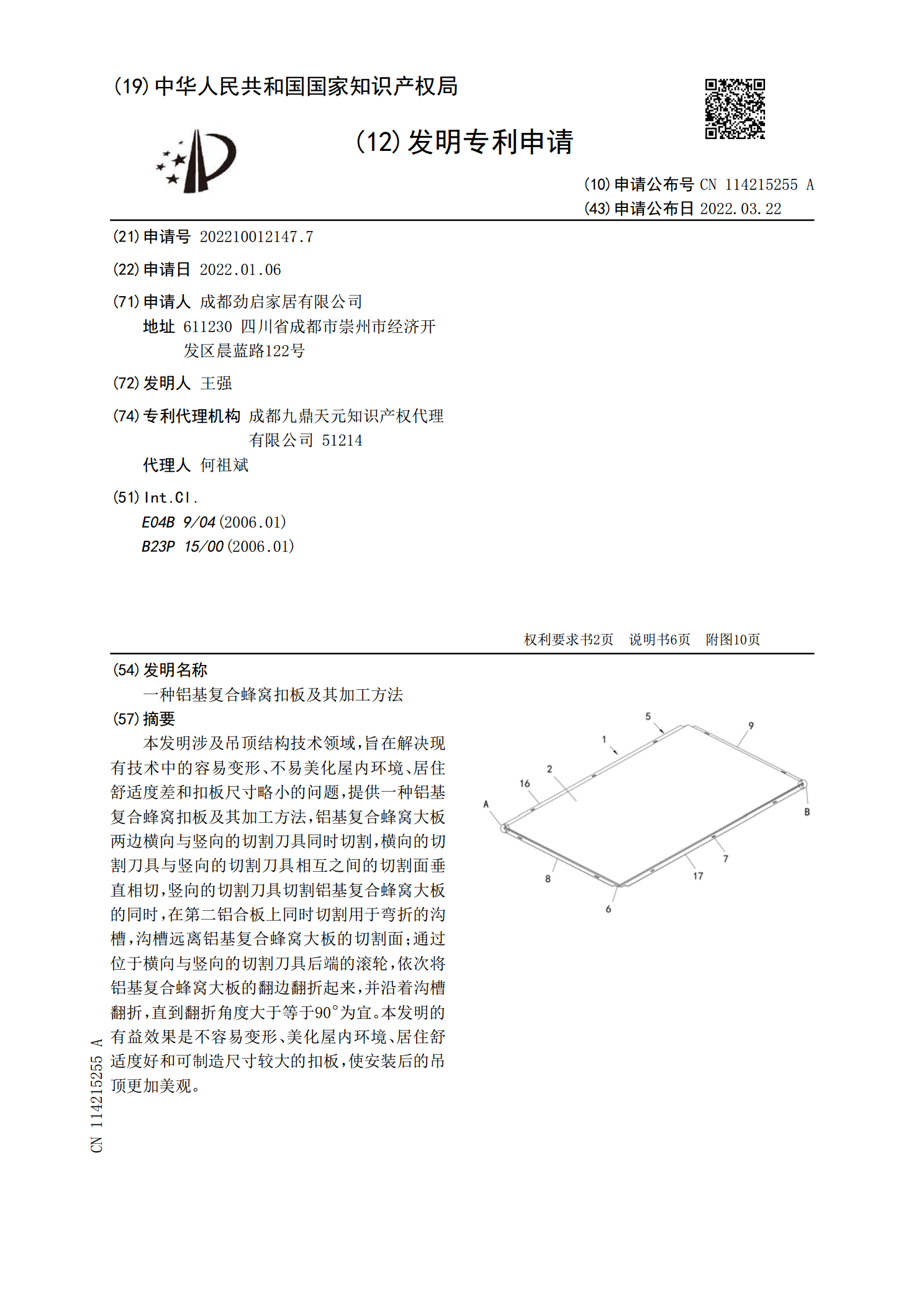
本发明涉及吊顶结构技术领域,旨在解决现有技术中的容易变形、不易美化屋内环境、居住舒适度差和扣板尺寸略小的问题,提供一种铝基复合蜂窝扣板及其加工方法,铝基复合蜂窝大板两边横向与竖向的切割刀具同时切割,横向的切割刀具与竖向的切割刀具相互之间的切割面垂直相切,竖向的切割刀具切割铝基复合蜂窝大板的同时,在第二铝合板上同时切割用于弯折的沟槽,沟槽远离铝基复合蜂窝大板的切割面;通过位于横向与竖向的切割刀具后端的滚轮,依次将铝基复合蜂窝大板的翻边翻折起来,并沿着沟槽翻折,直到翻折角度大于等于90°为宜。本发明的有益效果
一种铝蜂窝板及其加工设备.pdf
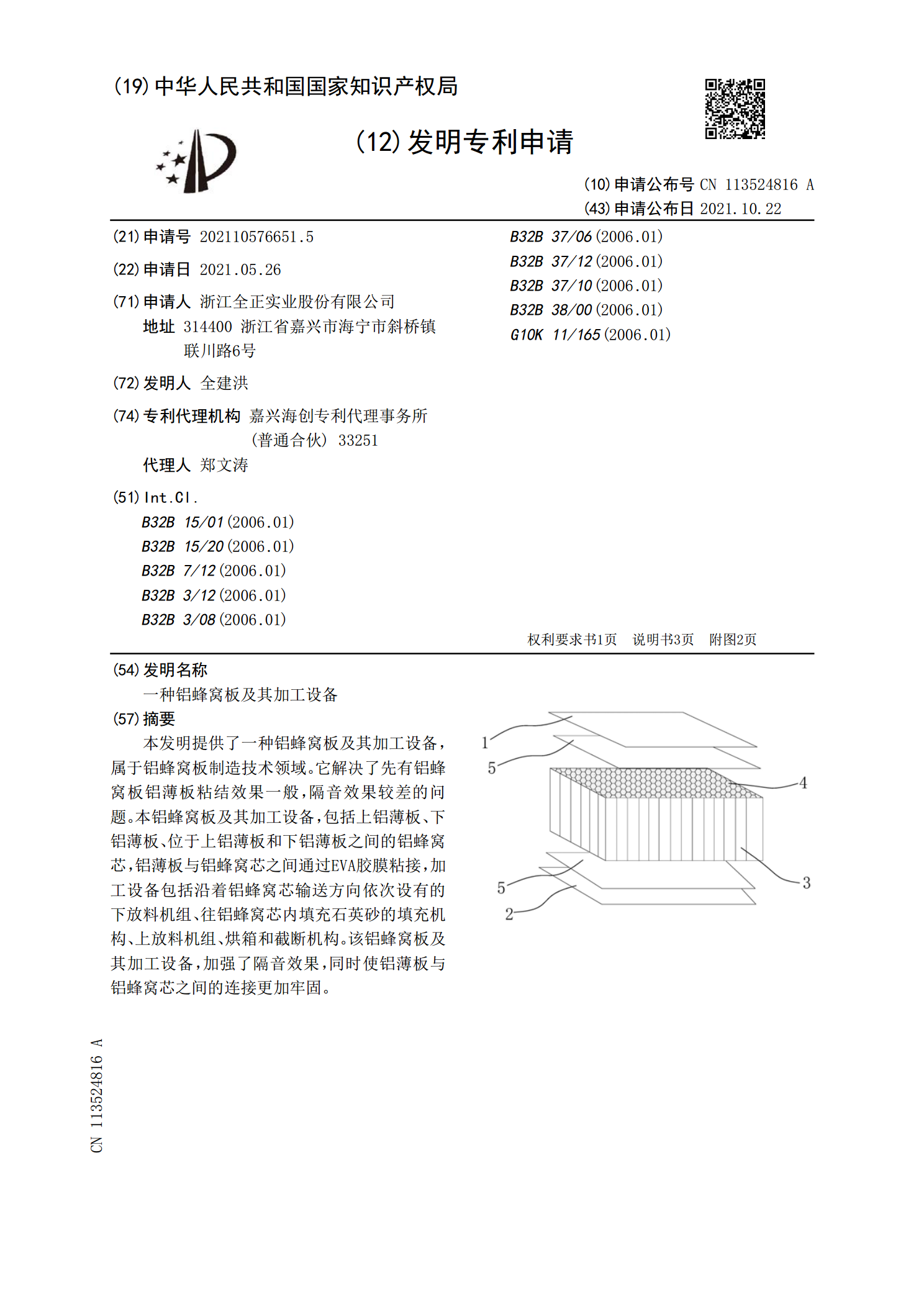
本发明提供了一种铝蜂窝板及其加工设备,属于铝蜂窝板制造技术领域。它解决了先有铝蜂窝板铝薄板粘结效果一般,隔音效果较差的问题。本铝蜂窝板及其加工设备,包括上铝薄板、下铝薄板、位于上铝薄板和下铝薄板之间的铝蜂窝芯,铝薄板与铝蜂窝芯之间通过EVA胶膜粘接,加工设备包括沿着铝蜂窝芯输送方向依次设有的下放料机组、往铝蜂窝芯内填充石英砂的填充机构、上放料机组、烘箱和截断机构。该铝蜂窝板及其加工设备,加强了隔音效果,同时使铝薄板与铝蜂窝芯之间的连接更加牢固。
铝蜂窝弧形板粘接成型装置及方法.pdf
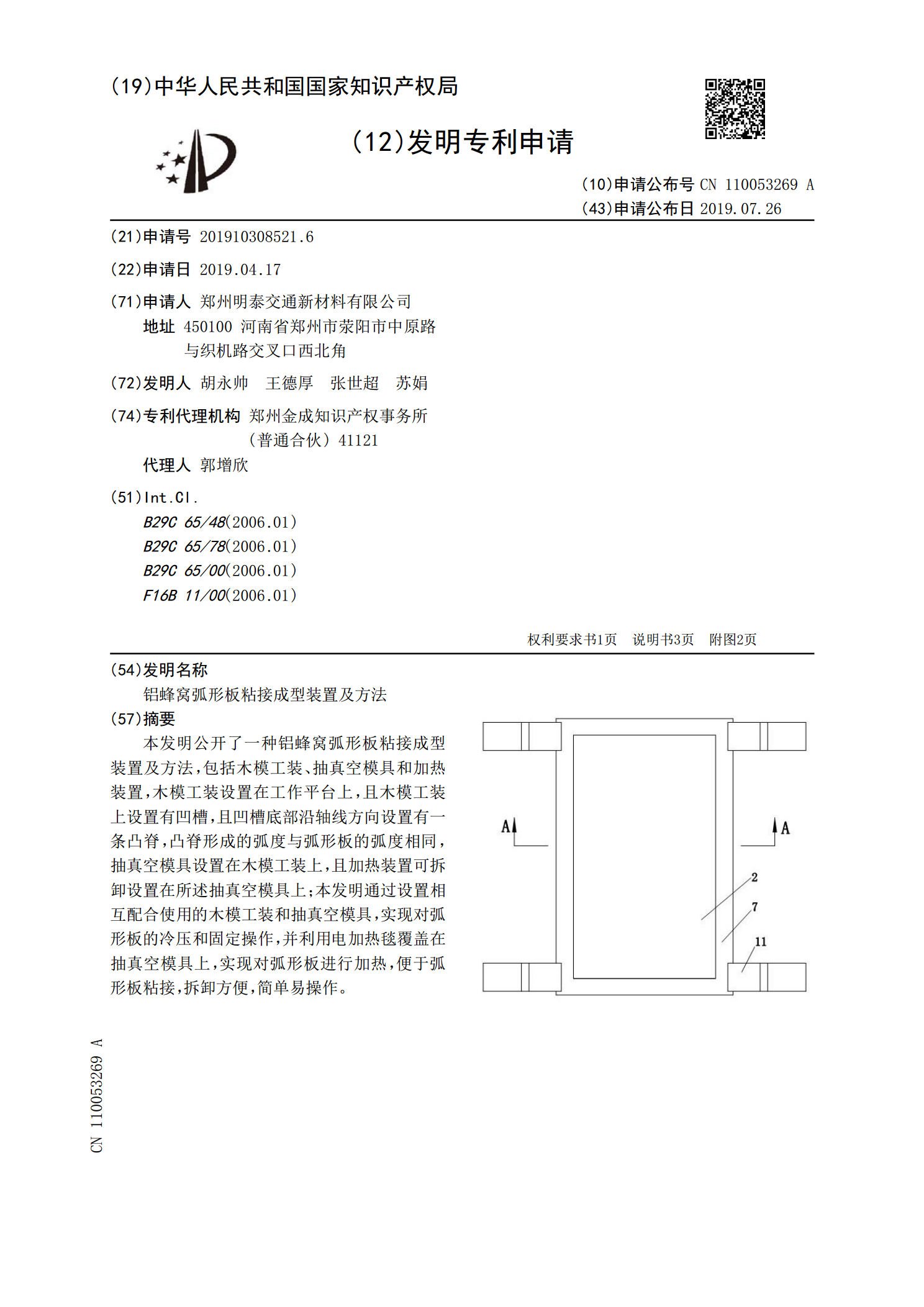
本发明公开了一种铝蜂窝弧形板粘接成型装置及方法,包括木模工装、抽真空模具和加热装置,木模工装设置在工作平台上,且木模工装上设置有凹槽,且凹槽底部沿轴线方向设置有一条凸脊,凸脊形成的弧度与弧形板的弧度相同,抽真空模具设置在木模工装上,且加热装置可拆卸设置在所述抽真空模具上;本发明通过设置相互配合使用的木模工装和抽真空模具,实现对弧形板的冷压和固定操作,并利用电加热毯覆盖在抽真空模具上,实现对弧形板进行加热,便于弧形板粘接,拆卸方便,简单易操作。