
一种极片及极片涂布方法.pdf

一只****ua

1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种极片及极片涂布方法.pdf
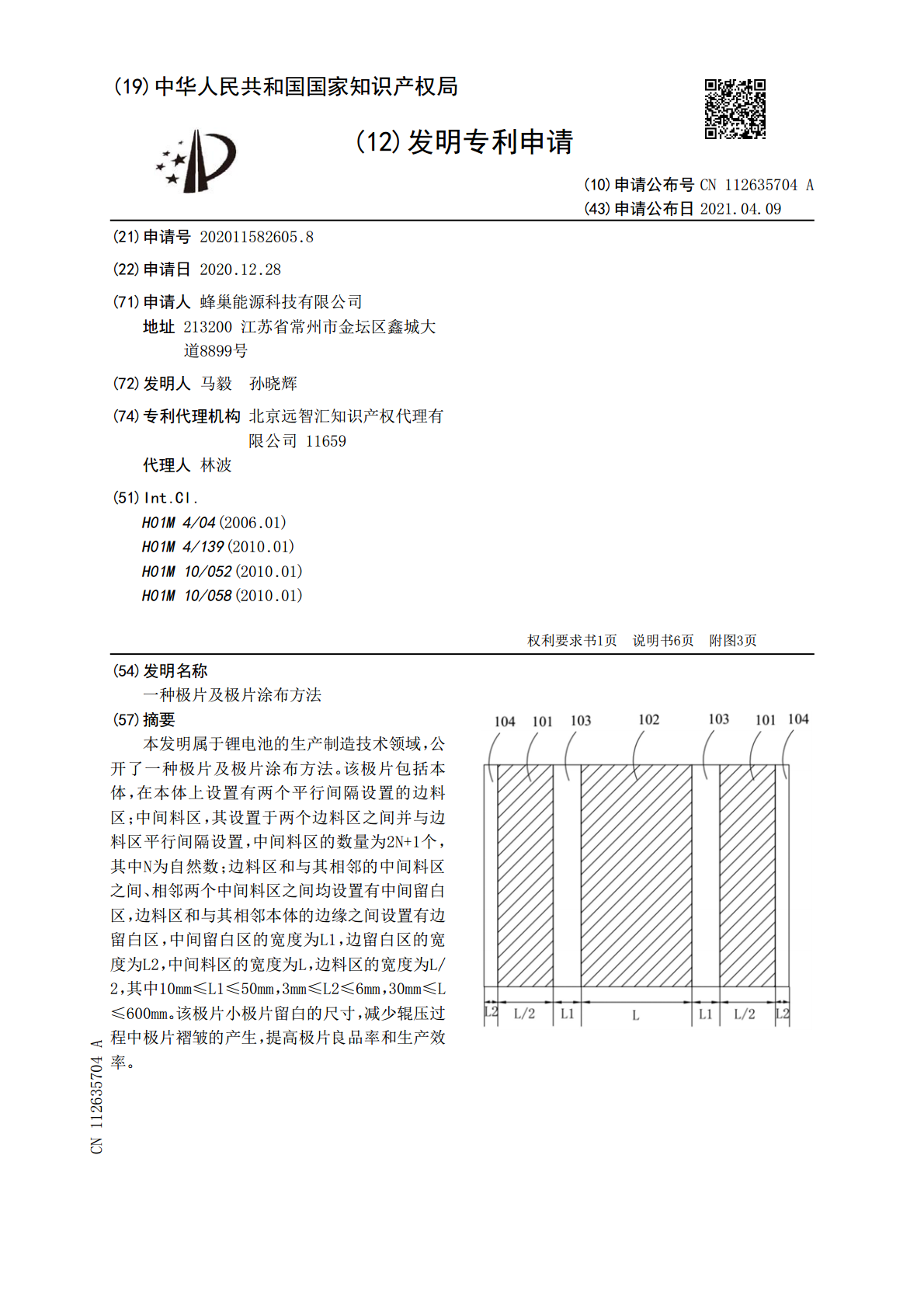
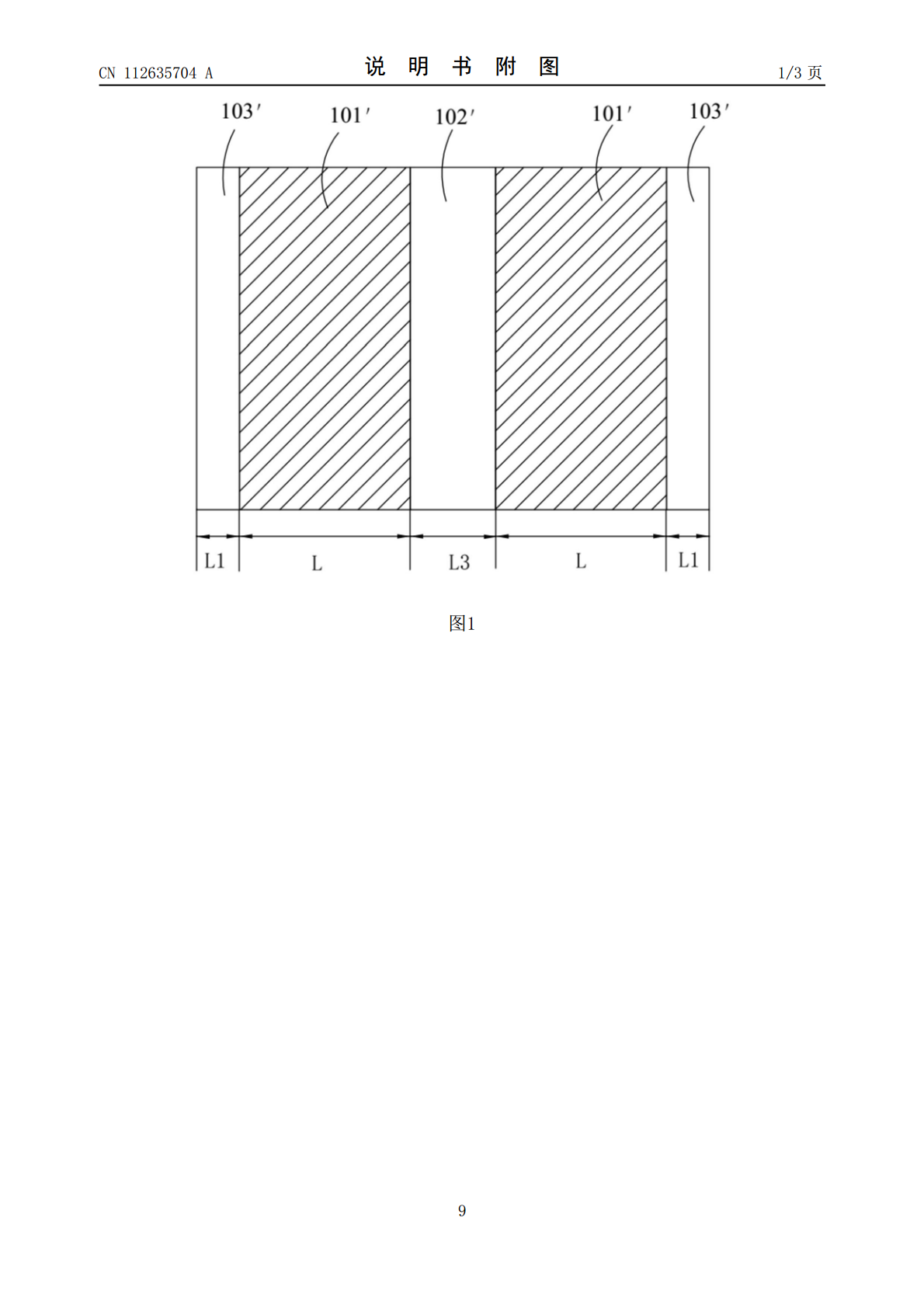
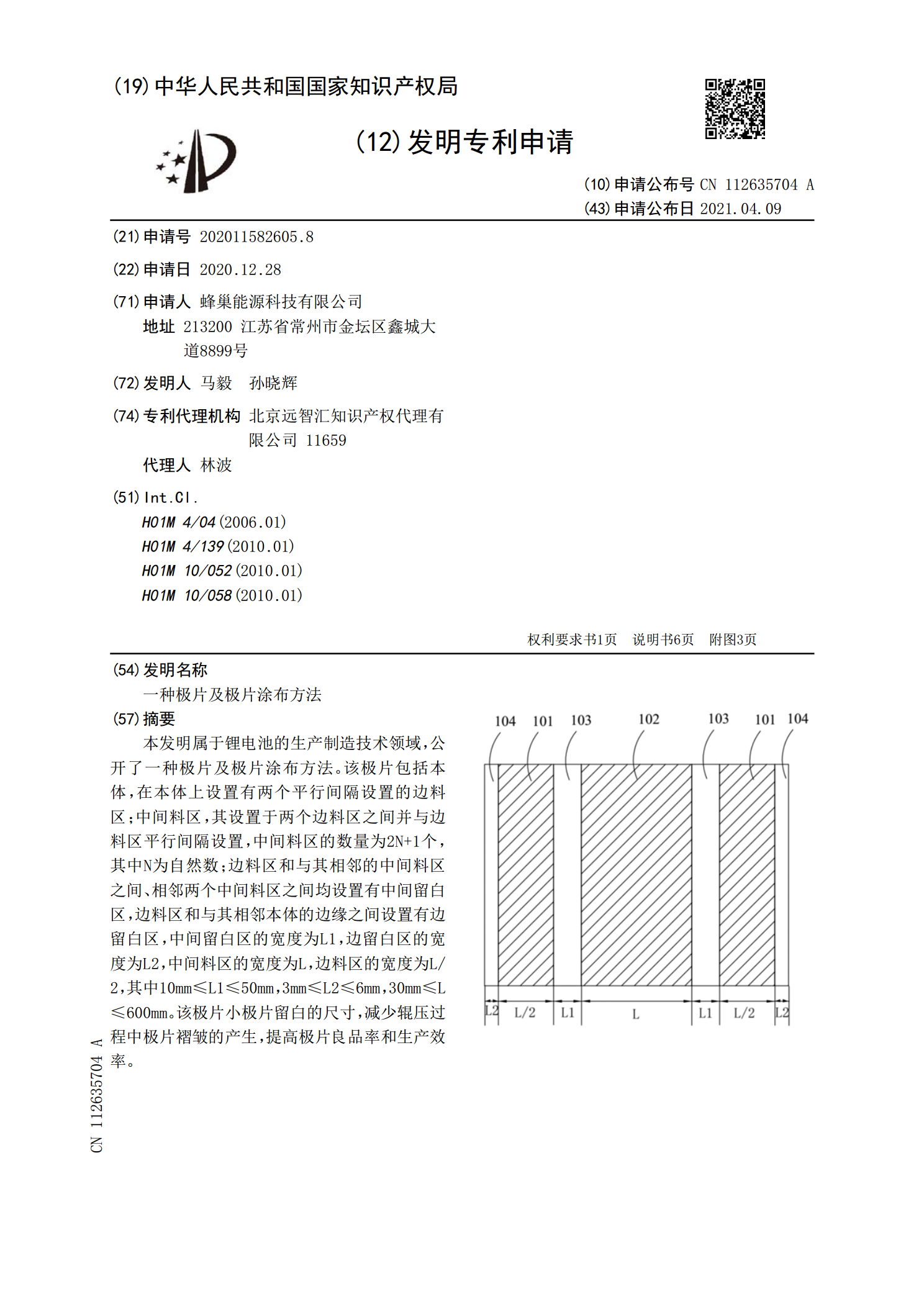
本发明属于锂电池的生产制造技术领域,公开了一种极片及极片涂布方法。该极片包括本体,在本体上设置有两个平行间隔设置的边料区;中间料区,其设置于两个边料区之间并与边料区平行间隔设置,中间料区的数量为2N+1个,其中N为自然数;边料区和与其相邻的中间料区之间、相邻两个中间料区之间均设置有中间留白区,边料区和与其相邻本体的边缘之间设置有边留白区,中间留白区的宽度为L1,边留白区的宽度为L2,中间料区的宽度为L,边料区的宽度为L/2,其中10mm≤L1≤50mm,3mm≤L2≤6mm,30mm≤L≤600mm。该极

一种电池极片涂布方法.pdf
本发明涉及电池极片加工领域,具体涉及一种电池极片涂布方法,包括以下步骤,S1、根据电池极片的宽度在涂布机的两侧分别设置涂布区,两个涂布区之间的间隙为留白区,S2、开启涂布机,两个涂布区对基材两侧沿基材运动方向连续涂布。本发明的涂布方法,模切后废料少、资源利用率高。
极片涂布装置.pdf
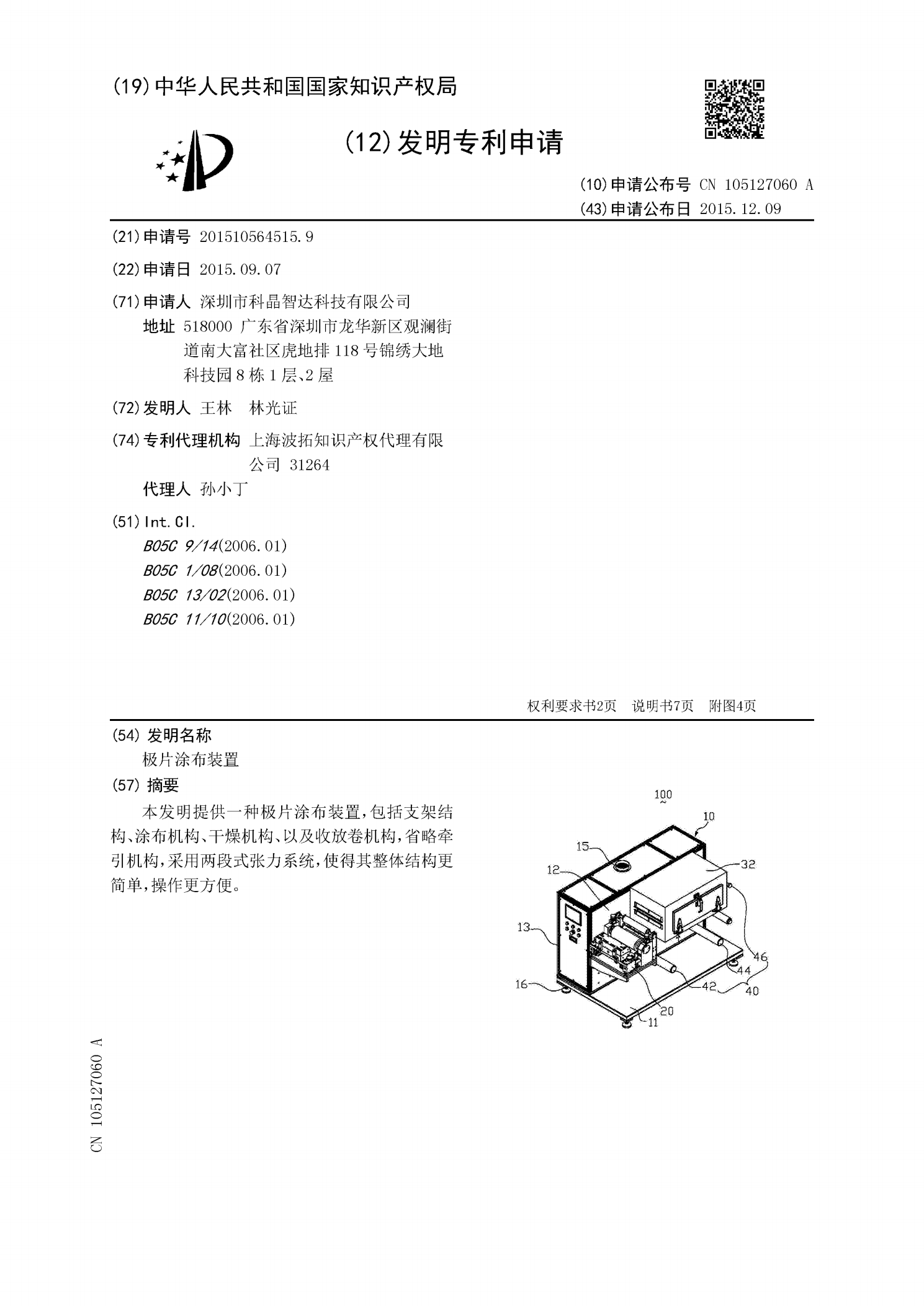
本发明提供一种极片涂布装置,包括支架结构、涂布机构、干燥机构、以及收放卷机构,省略牵引机构,采用两段式张力系统,使得其整体结构更简单,操作更方便。

一种电池极片涂布辊和锂电池极片制备方法.pdf
本发明提供了一种电池极片涂布辊和锂电池极片制备方法,属于锂离子电池制备技术领域。该电池极片涂布辊包括辊体和连接轴。辊体在长度方向上的两端具有第一辊压端面和第二辊压端面。第一辊压端面和第二辊压端面与辊体的轴线垂直,第一辊压端面的边缘具有多个沿辊体的轴线方向凹陷的第一条形凹槽,多个第一条形凹槽围绕辊体的周向均匀间隔布置。连接轴用于驱动辊体绕轴线转动,连接轴垂直连接于第一辊压端面和第二辊压端面且与辊体同轴。该电池极片涂布辊能够实现对电池极片的精准涂布,增加集流体极片涂布覆盖活性材料的面积,同时保证极耳焊接位置的

一种电池极片的涂布装置.pdf
本发明公开了一种电池极片的涂布装置,包括涂辊和背辊,所述装置还包括传送带组、驱动器和若干个带从动轮的从动轴,驱动器装接有主传动轴,主传动轴上套装有主动轮,传送带组套装在主动轮和从动轮上且从涂辊和背辊之间穿过形成闭合循环回路,传送带组间固定安装有至少一根留白隔带,传送带组包括间隔平行设置的两根传送带,留白隔带沿与两根传送带垂直方向横跨装设在两根传送带上,每根传送带均套装在相应的从动轮和主动轮上。本发明适应范围广泛,能够应用在各类型的涂布设备上,自动留白,无须刮片,效率高,涂布厚度均匀,并且能够避免产生拖尾等