
一种冠形复合材料蜂窝夹层天线罩及其成型工装、方法.pdf

努力****南绿


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种冠形复合材料蜂窝夹层天线罩及其成型工装、方法.pdf
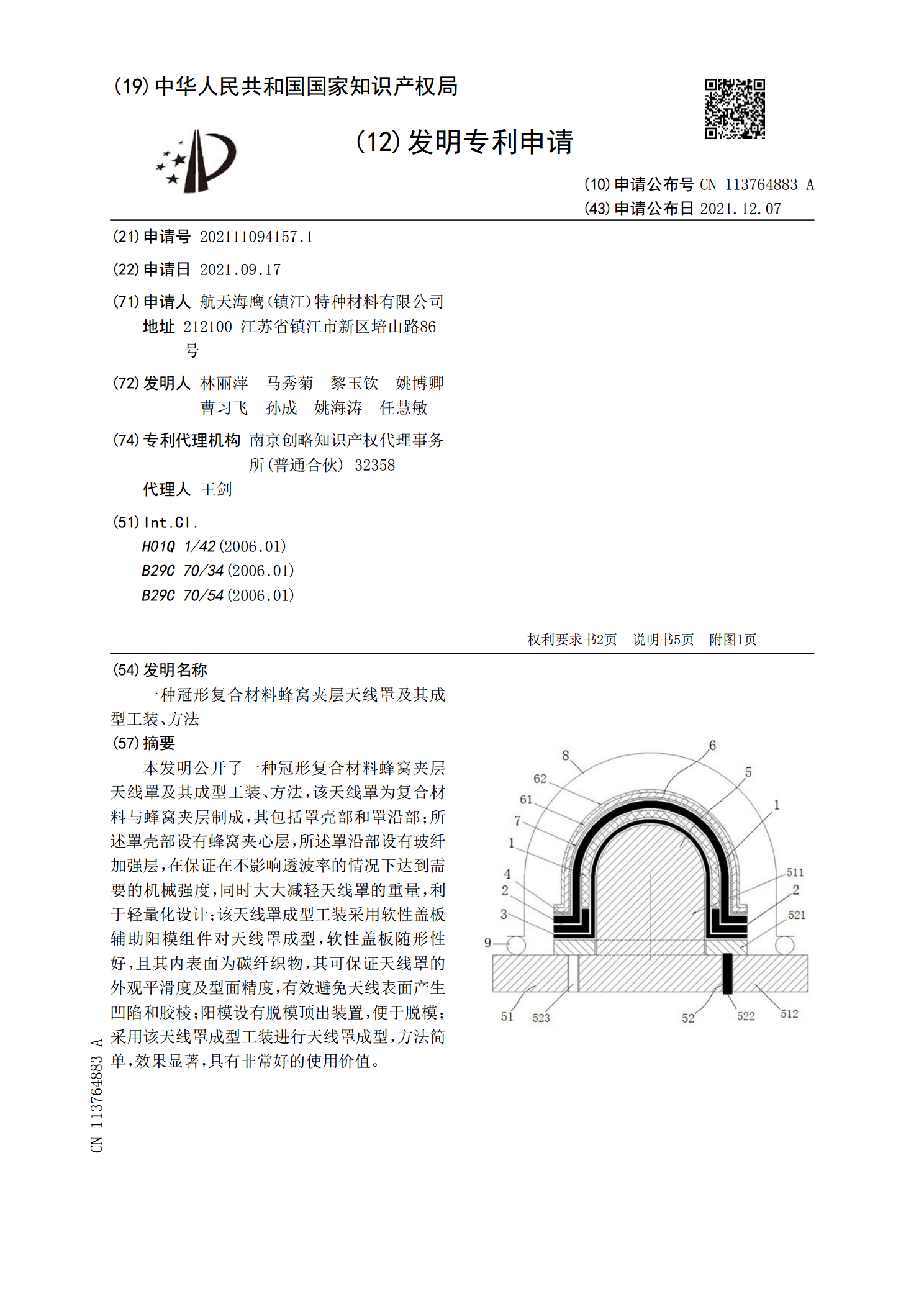
本发明公开了一种冠形复合材料蜂窝夹层天线罩及其成型工装、方法,该天线罩为复合材料与蜂窝夹层制成,其包括罩壳部和罩沿部;所述罩壳部设有蜂窝夹心层,所述罩沿部设有玻纤加强层,在保证在不影响透波率的情况下达到需要的机械强度,同时大大减轻天线罩的重量,利于轻量化设计;该天线罩成型工装采用软性盖板辅助阳模组件对天线罩成型,软性盖板随形性好,且其内表面为碳纤织物,其可保证天线罩的外观平滑度及型面精度,有效避免天线表面产生凹陷和胶棱;阳模设有脱模顶出装置,便于脱模;采用该天线罩成型工装进行天线罩成型,方法简单,效果显著
一种蜂窝为成型工装的复合材料夹层结构及成型工艺方法.pdf
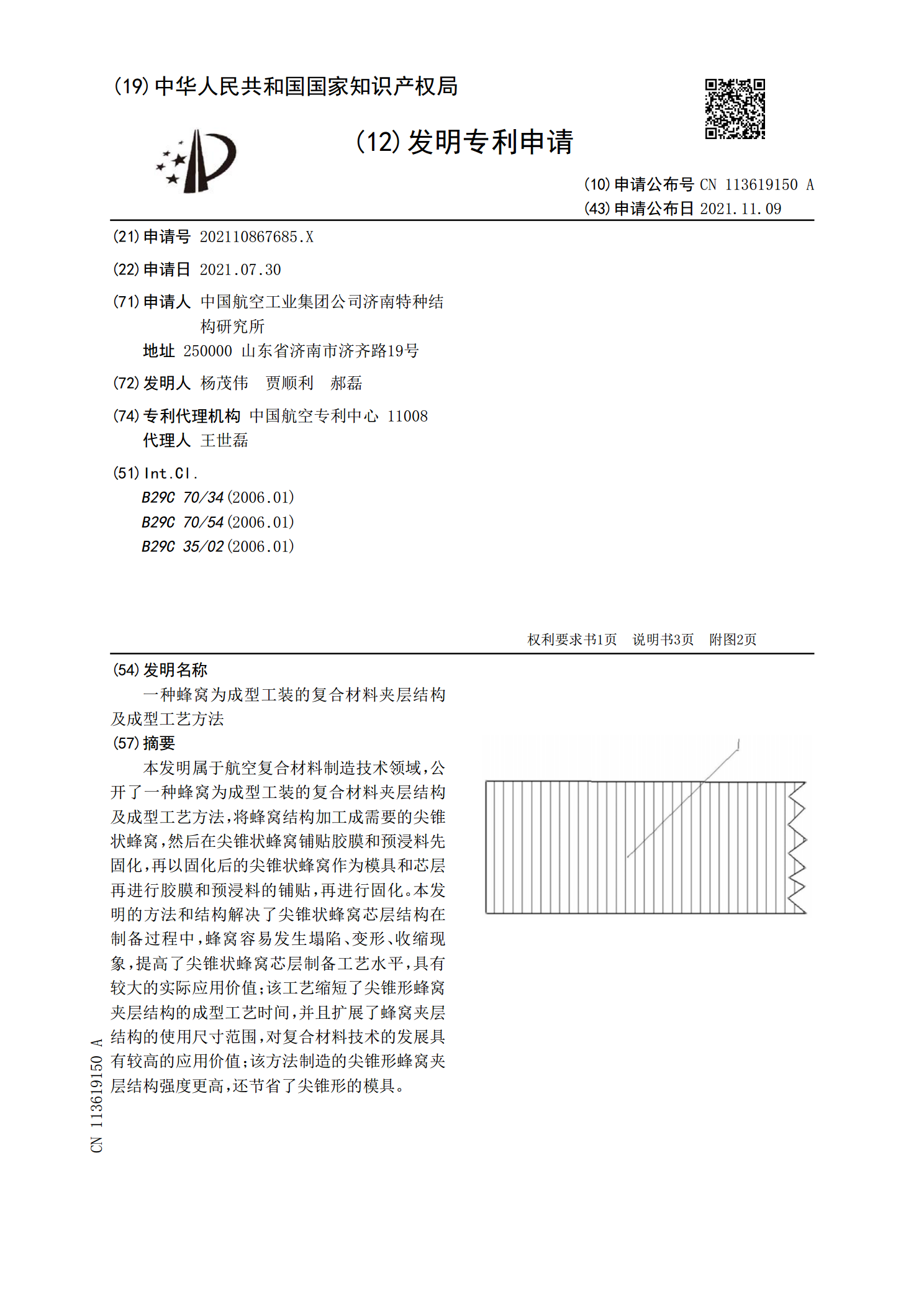
本发明属于航空复合材料制造技术领域,公开了一种蜂窝为成型工装的复合材料夹层结构及成型工艺方法,将蜂窝结构加工成需要的尖锥状蜂窝,然后在尖锥状蜂窝铺贴胶膜和预浸料先固化,再以固化后的尖锥状蜂窝作为模具和芯层再进行胶膜和预浸料的铺贴,再进行固化。本发明的方法和结构解决了尖锥状蜂窝芯层结构在制备过程中,蜂窝容易发生塌陷、变形、收缩现象,提高了尖锥状蜂窝芯层制备工艺水平,具有较大的实际应用价值;该工艺缩短了尖锥形蜂窝夹层结构的成型工艺时间,并且扩展了蜂窝夹层结构的使用尺寸范围,对复合材料技术的发展具有较高的应用价
一种用于“J”型蜂窝夹层结构的成型工装及成型方法.pdf
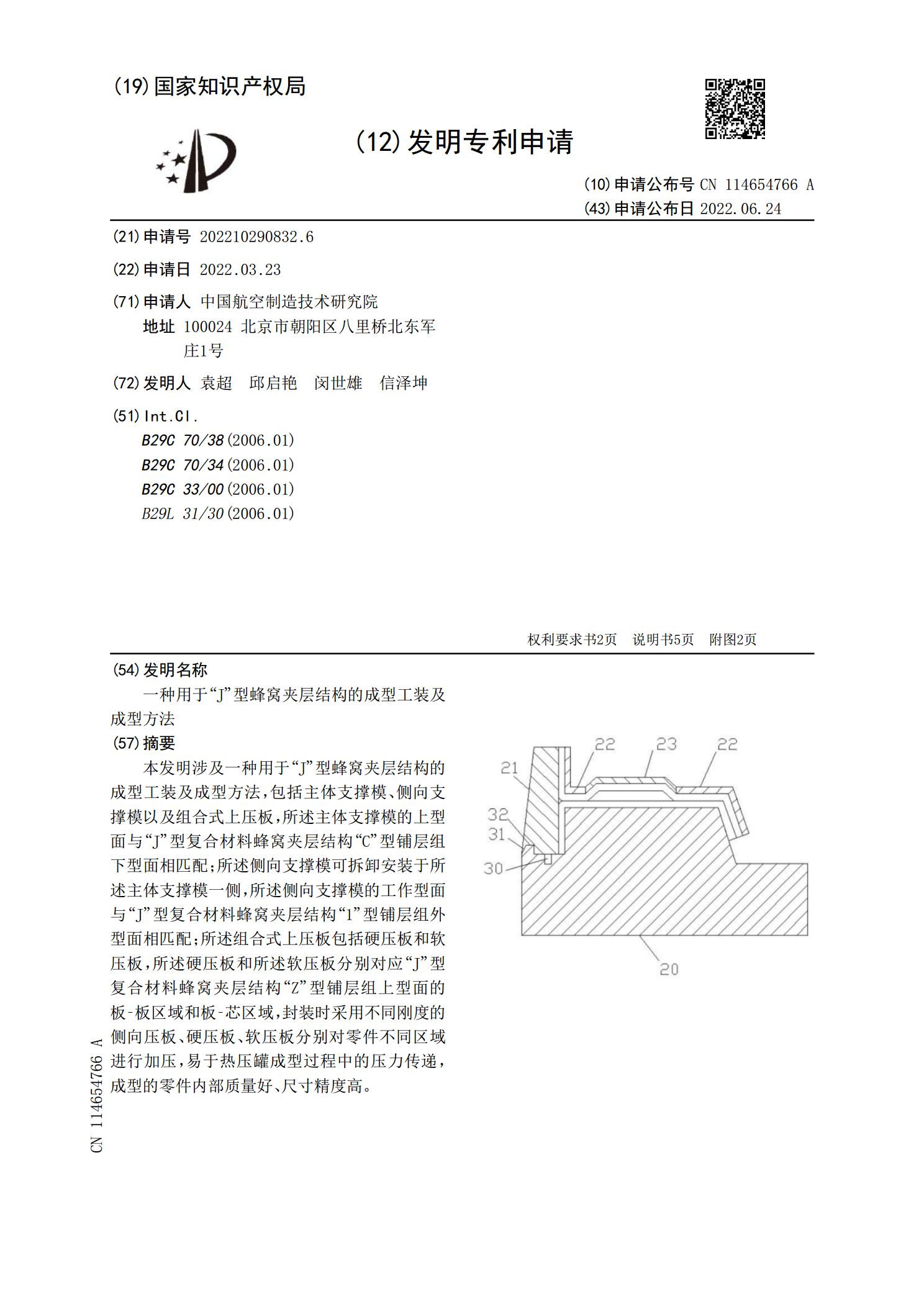
本发明涉及一种用于“J”型蜂窝夹层结构的成型工装及成型方法,包括主体支撑模、侧向支撑模以及组合式上压板,所述主体支撑模的上型面与“J”型复合材料蜂窝夹层结构“C”型铺层组下型面相匹配;所述侧向支撑模可拆卸安装于所述主体支撑模一侧,所述侧向支撑模的工作型面与“J”型复合材料蜂窝夹层结构“1”型铺层组外型面相匹配;所述组合式上压板包括硬压板和软压板,所述硬压板和所述软压板分别对应“J”型复合材料蜂窝夹层结构“Z”型铺层组上型面的板?板区域和板?芯区域,封装时采用不同刚度的侧向压板、硬压板、软压板分别对零件不同
一种蜂窝夹层复合材料的制备方法及蜂窝夹层复合材料.pdf
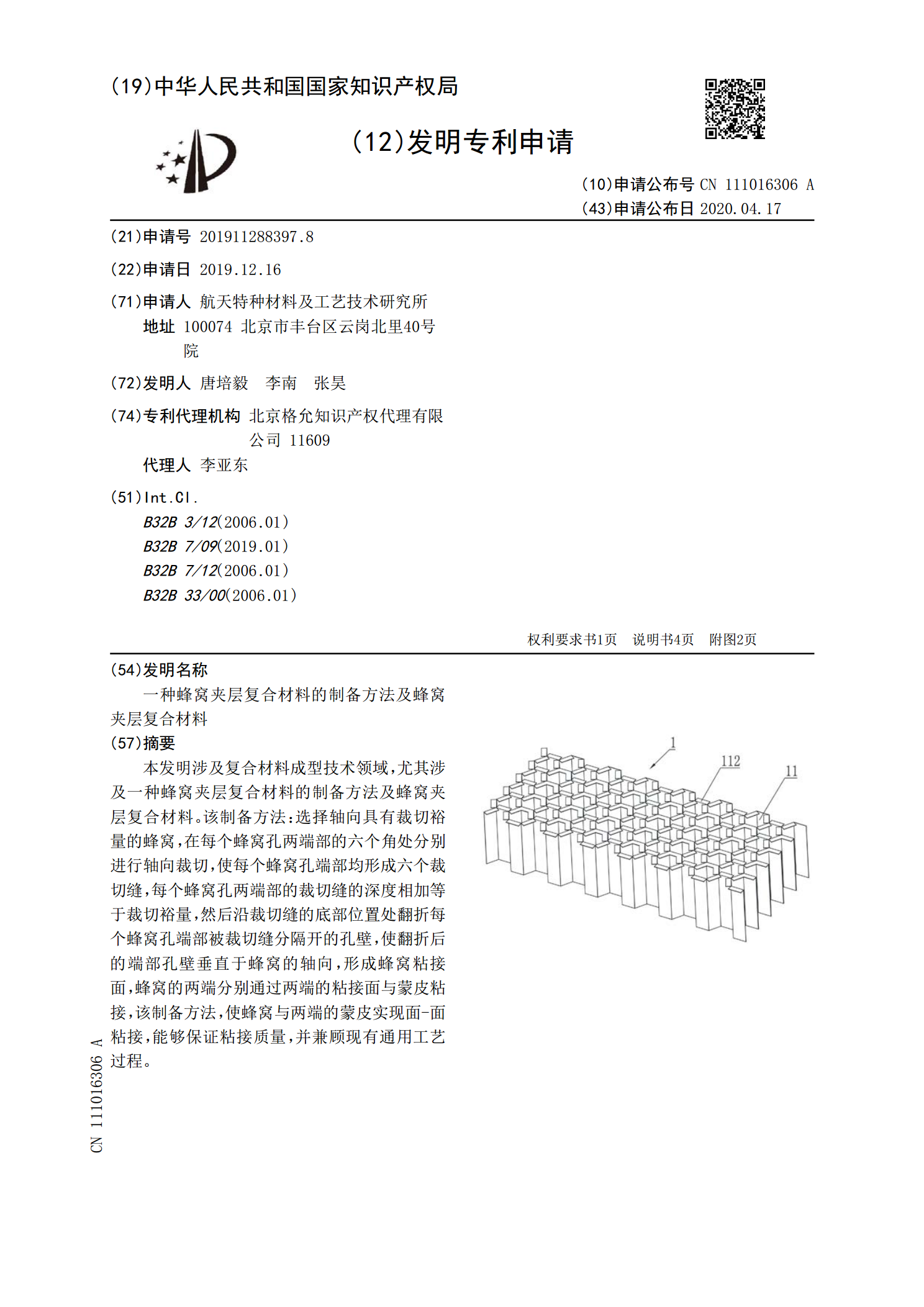
本发明涉及复合材料成型技术领域,尤其涉及一种蜂窝夹层复合材料的制备方法及蜂窝夹层复合材料。该制备方法:选择轴向具有裁切裕量的蜂窝,在每个蜂窝孔两端部的六个角处分别进行轴向裁切,使每个蜂窝孔端部均形成六个裁切缝,每个蜂窝孔两端部的裁切缝的深度相加等于裁切裕量,然后沿裁切缝的底部位置处翻折每个蜂窝孔端部被裁切缝分隔开的孔壁,使翻折后的端部孔壁垂直于蜂窝的轴向,形成蜂窝粘接面,蜂窝的两端分别通过两端的粘接面与蒙皮粘接,该制备方法,使蜂窝与两端的蒙皮实现面‑面粘接,能够保证粘接质量,并兼顾现有通用工艺过程。

一种多折断弧形蜂窝夹层结构固化成型工装及方法.pdf
本发明涉及一种多折断弧形蜂窝夹层结构固化成型工装及方法,属于复合材料蜂窝夹层结构的固化成型技术领域。固化成型工装包括成型模具主体、均压板、定位块、定位钉、第一拼接条、第二拼接条、边挡块;通过在成型模具主体上设计定位接口、采用内置埋件对成型模具主体与蒙皮定位、蒙皮和蜂窝芯分瓣拼接、安装拼接条加固折段拼接位置和使用较薄均压板加压等方法,克服了弧形曲面蒙皮延展内置金属件无法准确定位的问题,提高多折断弧形蜂窝夹层结构的整体孔位精度,有效保证多折断弧形蜂窝夹层结构拐点处的成型质量,降低了产品固化成型中加压不到位风险